
国際特許分類[B29C45/00]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 射出成形,即ち所要量の成形材料をノズルを介して閉鎖型内へ流入させるもの;そのための装置 (15,998)
国際特許分類[B29C45/00]の下位に属する分類
トランスファー成形,即ち所要量の成形材料をプランジャによってショットキャビティから型キャビティへ移送するもの (265)
射出成形機 (327)
あらかじめ形成された部品または層状物品と一体化するもの,例.挿入物の周囲へまたは物品を被覆するための射出成形 (2,819)
多層または多色物品の製造 (1,007)
構成部品,細部または付属装置;補助操作 (10,151)
国際特許分類[B29C45/00]に分類される特許
81 - 90 / 1,429
液晶ポリエステル組成物の製造方法
【課題】液晶ポリエステルと繊維状充填材と板状充填材と粒状状充填材とを含む液晶ポリエステル組成物を安定に生産性良く製造する。
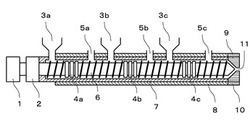
【解決手段】シリンダーと、前記シリンダー内に配置されたスクリュウと、前記シリンダーに上流側から順に設けられた第1供給部、第2供給部及び第3供給部とを有する押出機を用い、前記スクリュウを回転させながら、前記シリンダー内に、液晶ポリエステルを前記第1供給部から供給し、繊維状充填材及び板状充填材を前記第2供給部から供給し、粒状充填材を前記第3供給部から供給し、前記液晶ポリエステル、前記繊維状充填材、前記板状充填材及び前記粒状充填材を溶融混練して押し出す。
(もっと読む)
自動車部材用ポリプロピレン系樹脂組成物及び自動車用外装部材
【課題】成形加工性がよく高剛性であり、成形外観、更には面衝撃強度に優れた、とりわけ自動車バンパーに好適な自動車部材用ポリプロピレン系樹脂組成物等の提供。
【解決手段】MFRが40〜70g/10分であるプロピレン系共重合体30〜62重量%と、高MFRの結晶性ポリプロピレン部と特定のエチレン・プロピレン共重合体部とからなる、MFRが100〜130g/10分であるプロピレン系ブロック共重合体5〜20重量%と、それぞれ特定のMFRと密度を有し、特定比の2種類のエチレン・α−オレフィン共重合体エラストマー10〜20重量%と、特定粒径のタルク23〜30重量%とからなる、自動車部材用ポリプロピレン系樹脂組成物等による。
(もっと読む)
液晶高分子成形体及びその製造方法

【課題】ウエルド部の強度が高く、表面性も良好な液晶高分子成形体の提供。
【解決手段】球形フィラーを含有する液晶高分子組成物を射出成形して、ウエルド部12を有する液晶高分子成形体1を製造する方法であって、前記球形フィラーの中心粒径が60μm以下であり、20≦[前記ウエルド部の厚みT1/前記球形フィラーの中心粒径]≦55の関係を満たすように成形することを特徴とする液晶高分子成形体の製造方法;かかる製造方法で得られたことを特徴とする液晶高分子成形体。
(もっと読む)
発泡合成樹脂成形体及びその製造方法
【課題】成形体本体による埋設部材の保持力を十分に高くすることが可能な発泡合成樹脂成形体と、この発泡合成樹脂成形体の製造方法とを提供する。
【解決手段】発泡合成樹脂成形体1は、発泡合成樹脂よりなる成形体本体2と、該成形体本体2に埋設された埋設部材10とを備えている。埋設部材10に貫通孔11が設けられており、該貫通孔11内に発泡合成樹脂が入り込んでいる。埋設部材10は、一部10aが成形体本体2の外部に露出した露出部となっており、他部が該成形体本体2の内部に埋没した非露出部となっている。貫通孔11の端部は、それぞれ、該非露出部に配置されている。
(もっと読む)
エチレン系共重合体、共重合体組成物およびゴム成形品
【課題】流動性および成形加工性に優れ、その材料単味で(他に重合体成分を必要としない)、自動車工業部品、工業用ゴム製品、電気絶縁材、土木建材用品およびゴム引布等のゴム製品などを形成することができる新規材料を提供すること。
【解決手段】エチレン[A]、炭素原子数3〜20のα−オレフィン[B]および少なくとも一種の非共役ポリエン[C]に由来する構造単位を含むエチレン系共重合体であって、前記エチレン[A]に由来する構造単位および非共役ポリエン[C]に由来する構造単位の、前記共重合体の全構造単位100モル%中の含有量が一定範囲にあり、前記共重合体の135℃のデカリン溶液中で測定した極限粘度[η]が0.25〜0.55dL/gであり、前記共重合体のインバージョン値が0.01〜0.50であることを特徴とするエチレン系共重合体。
(もっと読む)
プリフォームおよび容器
【課題】プリフォームの成形時に口栓部にひけが発生することを防止し、閉栓後の容器に外気の流入が生じることを防止することが可能なプリフォームおよび容器を提供する。
【解決手段】プリフォーム10は、内筒45および外筒46を有するキャップ40が嵌合される容器30用のものであり、キャップ40が嵌合される口栓部11と、口栓部11に連結されたプリフォーム本体12とを備えている。口栓部11は、キャップ40の内筒45に当接する内壁15と、キャップ40の外筒46が嵌め込まれる外壁16とを有している。口栓部11の外壁16に、円周方向に延びる単一の円周溝23が設けられ、この単一の円周溝23により、口栓部11の厚肉部の割合を少なくするとともに、成形時の口栓部11からの放熱を向上させて、口栓部11内部の溶融樹脂が冷却・固化する際の体積収縮による口栓部11の表面樹脂の引き込みを緩和し、ひけの発生を防止する。
(もっと読む)
液晶高分子成形体
【課題】開口部を有し、ウエルド部の強度が高く、表面性も良好な液晶高分子成形体の提供。
【解決手段】球形フィラーを含有する液晶高分子組成物を射出成形して得られた、開口部11を有する成形体1であって、開口部11から外側へ向けて延びる、射出成形で生じたウエルド部12を有し、ウエルド部12は、開口部11における厚みT1が2.5mm以下であり、且つ成形体表面1aに沿って、厚みT1の2倍以上の長さL1を有することを特徴とする液晶高分子成形体。
(もっと読む)
車両用内装材
【課題】特定の組成の樹脂原料を用いて、射出成形法により基体の表面にクリップ保持部が形成された車両用内装材を提供する。
【解決手段】基体1と、基体1の表面に設けられるとともに、クリップを保持するためのクリップ保持部2と、を備え、クリップ保持部2は、基体1の表面に、樹脂原料を用いて射出成形法により形成されており、樹脂原料には、熱可塑性樹脂(ポリプロピレン等)と熱可塑性エラストマー(オレフィン系熱可塑性エラストマー等)とが含有され、熱可塑性樹脂と熱可塑性エラストマーとの合計を100質量部とした場合に、熱可塑性エラストマーは20〜80質量部(特に30〜70質量部)である。
(もっと読む)
発泡樹脂成形品の固定構造
【課題】締結具による締結部の破壊が抑制された発泡樹脂成形品の固定構造を提供する。
【解決手段】本発明の発泡樹脂成形品の固定構造では、表面がスキン層3bで形成され、内部が発泡層3aで形成されている発泡樹脂成形品1に、締結具14が挿入される貫通孔11が設けられた締結部20が設けられている。また、貫通孔11の周囲であり、発泡樹脂成形品1の表面に、締結具14からの荷重を発泡樹脂成形品1の内部に伝わりにくくする荷重軽減体17a〜17cが設けられている。
(もっと読む)
射出成形金型及び発泡成形品の製造方法
【課題】射出成形金型を用いたカウンタープレッシャー工法による発泡成形品の製造において、得られる発泡成形品の表面にアバタが発生することを抑制する。
【解決手段】キャビティ14を形成する可動側金型10と固定側金型12を有する金型であって、軸部20及び頭部22を有し、キャビティ14内で成形された発泡成形品を頭部22で突き出す突出し駒24が固定側金型12に設けられ、固定側金型12における突出し駒24の頭部22の裏側に、カウンタープレッシャーガスを排気するガス流路30が形成された射出成形金型1。また、射出成形金型1を用いた発泡成形品の製造方法。
(もっと読む)
81 - 90 / 1,429
[ Back to top ]