
国際特許分類[B29C45/00]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 射出成形,即ち所要量の成形材料をノズルを介して閉鎖型内へ流入させるもの;そのための装置 (15,998)
国際特許分類[B29C45/00]の下位に属する分類
トランスファー成形,即ち所要量の成形材料をプランジャによってショットキャビティから型キャビティへ移送するもの (265)
射出成形機 (327)
あらかじめ形成された部品または層状物品と一体化するもの,例.挿入物の周囲へまたは物品を被覆するための射出成形 (2,819)
多層または多色物品の製造 (1,007)
構成部品,細部または付属装置;補助操作 (10,151)
国際特許分類[B29C45/00]に分類される特許
91 - 100 / 1,429
射出成形金型及び発泡成形品の製造方法
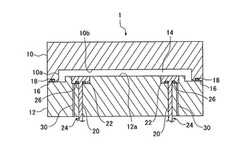
【課題】射出成形金型を用いたカウンタープレッシャー工法による発泡成形品の製造において、得られる発泡成形品の表面にアバタが発生することを抑制する。
【解決手段】キャビティ14を形成する可動側金型10と固定側金型12を有する金型であって、軸部20及び頭部22を有し、キャビティ14内で成形された発泡成形品を頭部22で突き出す突出し駒24が固定側金型12に設けられ、固定側金型12における突出し駒24の頭部22の裏側に、カウンタープレッシャーガスを排気するガス流路30が形成された射出成形金型1。また、射出成形金型1を用いた発泡成形品の製造方法。
(もっと読む)
ポリブチレンテレフタレート樹脂組成物及びこれを用いた樹脂成形品
【課題】 流動性が高く成形性に優れ、且つ、得られる樹脂成形品は靭性、耐衝撃性、耐ヒートショック性等の物理物性に優れ、更には熱安定性や耐加水分解性にも優れた樹脂成形品を提供可能な、ポリブチレンテレフタレート樹脂組成物を提供する。
【解決手段】 (A)ポリブチレンテレフタレート系樹脂100質量部に対して、(B)グリシジル基及び/又はカルボン酸誘導体末端を有するエラストマー2〜50質量部、(C)鎖状ポリエステルオリゴマー0.01〜10質量部を含有するポリブチレンテレフタレート樹脂組成物、及びこの樹脂組成物を用いた樹脂成形品。
(もっと読む)
発泡合成樹脂成形体及びその製造方法

【課題】穴状部が貫通孔である場合には、発泡成形時に該穴状部を塞ぐバリ部を形成することなく、該穴状部の周辺部にボイド等の成形不良が生じることを十分に防止ないし抑制することが可能であり、該穴状部が非貫通状である場合には、該穴状部の底部にボイド等の成形不良が生じることを十分に防止ないし抑制することが可能な発泡合成樹脂成形体の製造方法及び発泡合成樹脂成形体を提供する。
【解決手段】少なくとも第1の型21と第2の型22とを有する金型20を用いて、外面に穴状部3を有する発泡合成樹脂成形体1を製造する。第1の型21のキャビティ内面に、穴状部3を形成するための凸部23が設けられており、金型20は、型締めした状態において、凸部23の突出方向の先端面が第2の型22のキャビティ内面に所定の間隔をあけて対向するように構成されている。金型20を型締めした状態において、凸部23の先端面と第2の型22のキャビティ内面との間に金型20内の気体を気体誘導手段で誘導する。
(もっと読む)
射出成形方法、射出成形品及び射出成形用金型装置
【課題】 射出成形によって、従来技術にはない新しい風合いの意匠面を有した成形品を成形する。
【解決手段】 本発明の射出成形方法によれば、金型装置の中に、意匠面側の金型キャビティ面の温度が反意匠面側の金型キャビティ面の温度より高くなる高転写領域と、反意匠面側の金型キャビティ面の温度が意匠面側の金型キャビティ面の温度より高くなる非高転写領域とを形成して、金型キャビティ内に射出充填した樹脂の圧力が、射出完了後、1秒から7秒までの時間範囲内で、0Paとなるように成形する。
本発明は前述の方法によって、意匠面に金型キャビティ面が強く密着して高転写する領域と、密着しないことによって高転写しない領域を、同時に形成して、部分的に異なる風合い有する意匠面を備えた成形品を形成することができる。
(もっと読む)
発泡射出成形品
【課題】ゲート部からの破断の拡大を抑えた発泡射出成形品を提供する。
【解決手段】本発明の発泡射出成形品1は、発泡層5が外部に露出している、少なくとも1つのゲート部2を有している。そして、発泡射出成形品の表面から突出して、ゲート部2の周囲を囲んでいる、ゲート部2からの破断を止めるためのリブ3が、ゲート部2の少なくとも1つに対応して設けられている。
(もっと読む)
金型装置
【課題】超臨界発泡射出成形において、安定した品質の製品が得られるような金型装置を提供する。
【解決手段】穴が形成された製品を超臨界発泡射出成形により成形するための金型装置2であって、金型空間内へ超臨界流体が注入された溶融樹脂を射出させるゲート21と、製品の穴を挟んで、ゲートと対向するウェルド部20aに設けられる樹脂ベント23と、を備えたことを特徴とする。
(もっと読む)
射出成形方法
【課題】製品の意匠面に生ずるヒケ等の外観不良を防止するに好適な射出成形方法を提供する。
【解決手段】意匠面側の金型キャビティ温度を反意匠面側の金型キャビティ温度より高く設定するとともに、反意匠面側の金型キャビティ15に射出充填した樹脂の熱量でガス化する材料Cを塗布する。樹脂の射出完了後に型締力を低下させて、短時間で金型10内での樹脂圧力が0Paとなるように制御することによって、反意匠面側の金型キャビティ面と樹脂の間で、ガスを発生させて反意匠面側の樹脂を金型キャビティ15から短時間で離型させることにより、意匠面側の樹脂に樹脂の熱収縮による影響がでないようにして、ヒケの発生を抑制する。
(もっと読む)
発泡歯車
【課題】 超臨界流体を発泡剤とした発泡成形技術を用いて射出成形により成形した発泡歯車であって、高い寸法精度を備えるとともに、高強度の発泡歯車を提供する。
【解決手段】 少なくとも熱可塑性樹脂を含有する樹脂組成物に超臨界流体を溶解させ、射出成形して得た発泡歯車であって、上記熱可塑性樹脂のSP値は、16〜29であり、上記発泡歯車は、その発泡倍率が1.05以下であり、かつ、発泡セル径が20μm以下であることを特徴とする発泡歯車。
(もっと読む)
フィルム加飾部品の製造方法、フィルム加飾部品および家電製品
【課題】家電製品に用いる外観部品に係り、特に、基材としてリサイクル材を用いつつも外観装飾性に富んだものであって、複雑な形状を有するものであっても、適切に加飾すること。
【解決手段】リサイクル材料である樹脂成形体を用いた基材と加飾材と接着剤とを用いて加飾部品を製造する製造方法において、所定の条件を満たす、基材と加飾材と接着剤とを用いることによって、加飾材が溶融樹脂と接触した際に、射出された樹脂が有する熱により加飾材の外観品位が損なわれることが無く、接着剤が十分に溶融するため加飾材と基材成形体との間の接着性が高い加飾部品を製造することができる。
(もっと読む)
樹脂組成物及びその製造方法並びに成形体の製造方法
【課題】汎用性を維持しつつ簡便に衝撃強度を向上させることができる樹脂組成物及びその製造方法並びに成形体の製造方法を提供する。
【解決手段】脂肪族ポリアミド樹脂(A)と、脂肪族ポリエステル樹脂(B)と、を含有し、樹脂(A)と樹脂(B)との合計を100質量%とした場合に、樹脂(B)が5〜35質量%であり、樹脂(A)が連続相をなし、樹脂(B)が分散相をなし、連続相と分散相との相間に空隙を有する。連続相を構成する樹脂(A)と分散相を構成する樹脂(B)とを含む溶融混合樹脂を冷却する工程を備え、樹脂(A)の結晶化温度TA、樹脂(B)の結晶化温度TBにおいて、TB<TAであり、TA以下且つTBを超える温度まで40℃/分以上の降温速度で冷却する工程と、TB未満の温度まで10℃/分以下の降温速度で冷却する工程と、を備える。
(もっと読む)
91 - 100 / 1,429
[ Back to top ]