
国際特許分類[B29C45/18]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 射出成形,即ち所要量の成形材料をノズルを介して閉鎖型内へ流入させるもの;そのための装置 (15,998) | 構成部品,細部または付属装置;補助操作 (10,151) | 射出成形機への材料の供給 (157)
国際特許分類[B29C45/18]に分類される特許
11 - 20 / 157
樹脂タブレット供給装置およびこれを備えた樹脂封止装置
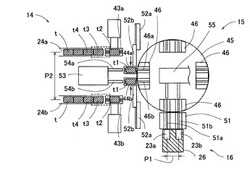
【課題】モールド金型に複数列に設けられたポット配置に合わせて複数列に整列して樹脂タブレットを迅速に供給する。
【解決手段】送り出し機構14は、樹脂タブレットtを順送する送り出し部24a、24bを有している。ホルダ機構15は、第1および第2列を有して整列して配置され、樹脂タブレットtを保持する複数の保持穴23a、23bを有している。受け渡し機構15は、送り出し機構14から送り出された樹脂タブレットtを載置して搬送し、送り出し部24a、24bのそれぞれに対応するシフトステージ44a、44bを有している。シフトステージ44a、44bが、送り出し部24a、24bのそれぞれからの樹脂タブレットtを、送り出し部24a、24b間のピッチP2から保持穴23a、23b間のピッチP1に変換する。
(もっと読む)
射出成形機の材料監視装置

【課題】 溶融状態が不良になる原因究明と対応策を速やかに講じるとともに、可塑化不良を未然に回避して理想的な可塑化処理を実現する。
【解決手段】 加熱筒2の後部2eを加熱する後加熱部3eを含む複数の加熱部3a…により加熱される加熱筒2の後部2eに設けた材料供給部4から当該加熱筒2の内部に供給される成形材料Rをスクリュ5の回転により可塑化/計量する際における当該成形材料Rを監視するための装置であって、加熱筒2の後部2eに配設することにより成形材料Rが加熱筒2の内部で変形又は剪断される際に発生する音響放出波Weを感知して電気信号Seに変換する音響放出波感知センサ6と、電気信号Seから成形材料Rの変形又は剪断に係わる定量的な音響放出データDeを検出する音響放出検出部7と、この音響放出データDeの利用に基づく所定の材料対応処理を行う材料対応処理機能部8とを備える。
(もっと読む)
射出成形システム
【課題】材料配管用バルブへの成形材料の挟まりを抑制し、生産効率を向上させることができる射出成形システムを提案する。
【解決手段】本発明の射出成形システムは、成形材料を溶解して射出成形する射出成形機1と、成形材料を射出成形機1に供給する成形材料供給装置2と、成形材料を貯留し、成形材料供給装置2と連通された材料タンク13と、材料タンク13と成形材料供給装置2との連通を遮断可能に設けられたバルブ19と、を備え、材料タンク13から成形材料供給装置2への成形材料の移送を成形材料供給装置2および材料タンク13の雰囲気の吸引によって行う。材料タンク13と成形材料供給装置2との連通を遮断する指令を受けたとき、材料タンク13と成形材料供給装置2との圧力差を検出して該圧力差が所定の値以下になったところでバルブ19を閉じる制御手段22をさらに備えている。
(もっと読む)
繊維強化樹脂材の製造方法
【課題】強化繊維を熱可塑性樹脂に均一に分散させることにより、外観品質が確保されると共に、強化繊維の残存繊維長をより長い状態に維持することにより機械的特性を確保することができる。
【解決手段】強化繊維と熱可塑性樹脂とを含む繊維強化樹脂材を製造する方法であって、連続した強化繊維3aと、第1の熱可塑性樹脂とが、強化繊維3aの繊維長方向に沿って混在した複合材3Aと、第2の熱可塑性樹脂とを、第1及び第2の熱可塑性樹脂が溶融するまで加熱する工程と、第1及び第2の熱可塑性樹脂が溶融した状態で、複合材3Aと第2の熱可塑性樹脂とを混練することにより、強化繊維3aを切断しながら混練物1Aを製造する工程と、を少なくとも含む。
(もっと読む)
射出成形機の材料供給方法及びその装置
【課題】短時間に多量の樹脂材料を低コストで供給でき、樹脂成形のサイクルタイムを短縮できる射出成形機の材料供給方法及びその装置を提供する。
【解決手段】本発明では、ホッパ3が2つに分岐し、2つの材料供給口31a,31bを有すると共に、材料供給部2が2つの供給部21a,21bを有し、この2つの供給部を交互に切り替えることで、射出成形機1のバレル11への材料供給が行われるようになっており、切替操作により、一方の供給部がバレルと連通し、これに材料供給を行っている間、他方の供給部には、ホッパの一方の材料供給口から樹脂材料が供給されるようになっている。また材料供給部2は、2つの供給部の外に2つのシャッタ部22a,22bも一体的に有しており、ホッパの一方の材料供給口から一方の供給部に樹脂材料が供給されるとき、ホッパの他方の材料供給口はシャッタ部により閉じられる。
(もっと読む)
射出成形機の材料供給装置のスクリュ
【課題】樹脂ペレットの供給スクリュとの共回りによる挟み込みの発生を抑制することが可能な射出成形機の材料供給装置に用いる供給スクリュを提供すること。
【解決手段】供給スクリュ50には、スクリュフライト51の外周部を切り欠いた領域60が設けられている。スクリュフライト前側壁面56とスクリュフライトの外周部を切り欠いた境界壁面58とで形成されるくさび状形状部は、供給スクリュ50が供給スクリュ回転方向44に回転することによって、くさび状形状部の前方にある樹脂ペレット30を、スクリュフライト前側壁面56とスクリュフライトの外径を切り欠いた境界壁面58との2側面方向に掻き分けて進むことができる。これによって、樹脂ペレット30の挟み込みを低減することができる。
(もっと読む)
射出装置
【課題】射出が長時間行われないとき、樹脂材料の熱変形を防止しつつ、生産性を高めることができる射出装置を提供する。
【解決手段】ホッパ17と加熱筒12との間に三方切替弁30を設け、上部の口31をホッパ17に向け、下部の口32を加熱筒12に向け、側部の口33から材料排出管34を延ばし、三方切替弁30と加熱筒12との間にガスを吹込むガス吹込みノズル64を置き、三方切替弁30と加熱筒12との間に所定の滞留条件で樹脂材料が滞留していると制御部71で判断したときに、ガス吹込みノズル64からガスを吹込み、このガスの作用により樹脂材料を排出することで、樹脂材料の熱変形を防ぐことができるようにした。
【効果】スクリューへガスを直接吹付けることができ、スクリュー周りの樹脂材料を効果的に排出させることができる。
(もっと読む)
樹脂供給量調節手段を有する射出成形機
【課題】スクリューの溝内の成形材料を検出するための特別の手段を必要とせず、さらには、樹脂材料の種類によらず、さらには計量回転速度の大小に影響されることなく、飢餓状態が一定の状態を保つように材料供給を行うことが可能な射出成形機を提供すること。
【解決手段】供給量指令値Fの初期値を設定し、射出・保圧工程を実行し、計量開始し(SA100〜SA103)、前サイクルにて計算した供給量指令値Fに基づいて樹脂を供給するが、最初の成形サイクルではステップSA100で設定した供給量指令値Fの初期値を用いる。計量開始時のスクリュー回転エンコーダ値C1を検出し記憶し、計量完了か否か判断し、計量完了の場合は、計量完了時のスクリュー回転エンコーダ値C2を検出し記憶し(SA104〜SA106)、計量中におけるスクリュー回転量ΔC(=C2−C1)を算出し、計量中におけるスクリュー回転量ΔCが目標値になるように、樹脂の供給量指令値Fを算出する(SA107,SA108)。
(もっと読む)
射出成形方法
【課題】粉状材料、ペレット状材料、及び液体材料のうちの少なくとも粉状材料とペレット状材料を含む成形材料を、射出成形装置のホッパーを介してシリンダ内に直接供給して射出成形する場合であっても、シリンダ内で成形材料を均一混練することができるので、例えば耐熱性が低いバイオマス樹脂をベース樹脂として使用しても高品質な成形品を安定的に製造することができる。
【解決手段】粉状材料、ペレット状材料、及び液体材料の少なくとも粉状材料とペレット状材料を含む成形材料を、射出成形装置10のシリンダ14内に直接供給して射出成形する射出成形方法において、各々の材料の射出1ショット分を、別々の計量フィーダ35C,37Cを用いて、供給開始から供給終了までの供給時間帯が60%以上同期するようにシリンダ14内に供給すると共に、射出成形サイクルの計量工程における計量時間内に供給を終了する。
(もっと読む)
射出成形機、材料供給機能付きの射出シリンダ及び射出成形機用の材料供給装置
【課題】ホッパを取り外す際、ホッパの位置変更によってホッパ内に残留している射出材料がこぼれ落ちることを防止し、しかも射出材料を噛み込むことを回避すること。
【解決手段】本発明の射出成形機は、射出シリンダ内と連通する供給通路を形成する通路形成部材と、前記通路形成部材に設けられ、ホッパから射出材料を前記供給通路に導入する導入通路が形成されたホッパ取付部と、前記通路形成部材に設けられ、前記供給通路内に導入された射出材料を前記射出シリンダ内へ送り出す送出手段と、前記射出シリンダに設けられ、前記通路形成部材の先端部が接続されて前記通路形成部材を支持する支持部と、を備え、前記支持部は、射出材料が前記供給通路内に供給可能な第1の位置と、供給されない第2の位置との間で前記通路形成部材を回転可能に支持することを特徴とする。
(もっと読む)
11 - 20 / 157
[ Back to top ]