
国際特許分類[B29C45/18]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 射出成形,即ち所要量の成形材料をノズルを介して閉鎖型内へ流入させるもの;そのための装置 (15,998) | 構成部品,細部または付属装置;補助操作 (10,151) | 射出成形機への材料の供給 (157)
国際特許分類[B29C45/18]に分類される特許
21 - 30 / 157
射出成形機、材料供給機能付きの射出シリンダ及び射出成形機用の材料供給装置
【課題】ホッパを取り外す際、ホッパの位置変更によってホッパ内に残留している射出材料がこぼれ落ちることを防止し、しかも射出材料を噛み込むことを回避すること。
【解決手段】本発明の射出成形機は、射出シリンダ内と連通する供給通路を形成する通路形成部材と、前記通路形成部材に設けられ、ホッパから射出材料を前記供給通路に導入する導入通路が形成されたホッパ取付部と、前記通路形成部材に設けられ、前記供給通路内に導入された射出材料を前記射出シリンダ内へ送り出す送出手段と、前記射出シリンダに設けられ、前記通路形成部材の先端部が接続されて前記通路形成部材を支持する支持部と、を備え、前記支持部は、射出材料が前記供給通路内に供給可能な第1の位置と、供給されない第2の位置との間で前記通路形成部材を回転可能に支持することを特徴とする。
(もっと読む)
射出装置の加熱筒

【課題】ナットによる加熱筒と供給ブロックの連結による曲げの課題を、連結筒の供給口側と非供給口側の伸び量をバランスさせることによって解決した加熱筒である。
【解決手段】内部に射出スクリュが進退自在に挿入される円筒本体の後端部を、供給ブロックの開口と嵌合する外径の連結筒に形成する。連結筒の供給ブロックから突出する端部をねじ部に形成する。供給ブロック内の材料落下口に位置する部分を内部と連通した供給口に形成する。連結筒の供給口側と非供給口側の伸び量の差を減少する凹所を非供給口側の供給口対向部位の外側に凹設する。
(もっと読む)
接続部材
【課題】成形機に供給される粉粒体に成形機内のガスおよび/または熱気が接触することを防止できる、接続部材を提供すること。
【解決手段】
上端部が、材料を貯留するホッパ2に接続され、下端部が、成形機3に接続される接続部材において、上下方向に材料を通過させる通路と、通路内に吸気する多数の吸気部側貫通穴32と、吸気部側貫通穴32の下方に間隔を隔てて形成され、通路内から排気する2つの排気部側貫通穴33とを備え、吸気部側貫通穴32から吸気すると同時に排気部側貫通穴33から排気することにより、吸気部側貫通穴32から吸気されて通路内を下降する気流、および、通路の下端部において排気部側貫通穴33から排出される気流を形成する。そして、バレル6から通路へ流入したガス(材料に含まれていた水分や揮発成分)および/または熱気を、通路内を下降する気流により、その上昇を規制するとともに、排気部側貫通穴33から排出される気流により、通路から排気する。
(もっと読む)
成形材料供給装置の制御方法
【課題】 低コスト化を図り、また、装置全体の大型化や広い配設スペースが取られる不具合を回避するとともに、成形材料が他の部位に付着する問題を排除し、さらに、プランジャの形状やホッパーの形状及び構成の設計自由度を高める。
【解決手段】 プランジャ3を前進させ、成形機Mの加熱筒4に備えるホッパー5に収容した成形材料を加圧して加熱筒4に供給する動作を行う成形材料供給装置1において、プランジャ3を回転させるプランジャ回転駆動部6を設けるとともに、プランジャ3を前進させた後、所定位置Xpまで後退させる際に、少なくともプランジャ3による加圧力を除去する予備後退処理を予め設定した予備後退処理条件により実行するとともに、この後、プランジャ3を予め設定した回転処理条件により回転させる付着除去処理を行い、この後、プランジャ3を所定位置Xpまで後退させる制御を行う。
(もっと読む)
射出装置の材料供給装置
【課題】材料供給装置の加熱による温調を電熱によらず、射出装置の供給部と同様に媒体による温調とし、射出装置側の温調後の媒体を材料供給装置側の温調の熱媒に二次的に利用できるようにする。
【解決手段】材料供給装置はフィードスクリュを内部に有するフィードシリンダと、フィードシリンダの後端に取付けたフィードスクリュのモータと、フィードシリンダの後端部上のホッパと、フィードシリンダの先端部下の送出管路とからなる。フィードシリンダに温調流路を配設する。送出管路を射出装置の温調流路を設けた供給部に載置固定する。フィードシリンダの温調流路の流入側を上記供給部の温調流路の流出側と接続し、フィードシリンダと供給部とにわたる一連の温調回路を構成する。
(もっと読む)
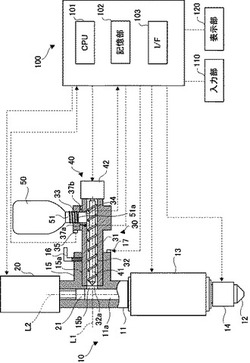
樹脂供給装置、射出成形装置、及び樹脂成形品
【課題】樹脂成形における樹脂ペレットの予備加熱を均一に行うことができる樹脂供給装置、射出成形装置、及び樹脂成形品の製造方法を提供する。
【解決手段】樹脂供給装置5は、樹脂ペレットPを搬送し射出成形機3に供給する樹脂供給装置である。樹脂供給装置5は、樹脂ペレットPの搬送方向(軸線A方向)に延在すると共に、樹脂ペレットPを内側に収容し筒軸A周りに回転自在に設けられた回転筒体25と、回転筒体25内の樹脂ペレットPを筒軸A方向に移動させるためのスクリュー部37と、回転筒体25内を加熱するバンドヒータ41と、回転筒体25を筒軸A周りに正逆両方向に回転させる回転制御部35と、を有する。
(もっと読む)
樹脂供給装置、射出成形装置、及び樹脂成形品の製造方法
【課題】樹脂成形で得られる長繊維強化樹脂製の成形品の強度を向上させることができる樹脂供給装置、射出成形装置、及び樹脂成形品の製造方法を提供することを目的とする。
【解決手段】樹脂供給装置5は、長繊維強化樹脂ペレットPを搬送し射出成形機3に供給する樹脂供給装置である。樹脂供給装置5は、長繊維強化樹脂ペレットPの搬送方向(軸線A方向)に延在すると共に、長繊維強化樹脂ペレットPを内側に収容し筒軸A周りに回転自在に設けられた回転筒体25と、回転筒体25内の長繊維強化樹脂ペレットPを筒軸A方向に移動させるためのスクリュー部37と、回転筒体25内を加熱するバンドヒータ41と、回転筒体25を筒軸A周りに正逆両方向に回転させる回転制御部35と、を有する。
(もっと読む)
ハングリー成形装置
【課題】ハングリー成形の本来の高い成形品質を確実に得ることを可能とする。
【解決手段】フィードシリンダー203の供給開口部203cから落下する原料の量を規制する原料供給規制手段を設けて、そのフィードシリンダー203の供給開口部203cから供給筒201の内部に落下する原料の量を適宜の量となるように調整し、原料の過多状態の発生のおそれを防止して供給筒201内における原料のカサ密度を好適状態に維持するように構成したものである。
(もっと読む)
射出成形システム
【課題】遮断バルブを開く時機の設定を簡素化し、成形材料の射出成形機への供給を過剰に行うことなく、生産性を向上させる射出成形システムを提供する。
【解決手段】射出成形システムには成形材料供給装置13、真空脱気装置14、射出成形機15が具備されている。成形材料供給装置13の第1のホッパ1及び第2のホッパ2には、真空計16及び真空計17が設けられている。また、真空計16及び真空計17で測定された真空度を比較する真空比較装置18が具備されている。真空比較装置18は、各々の真空度の差を比較し、真空度差が所定の値(圧力差によって遮断バルブ3が開となったときに少なくとも第2のホッパ2に衝撃が加えられることのない値)以下になったところで真空比較装置18は遮断バルブ3を開とする。
(もっと読む)
気流分離装置
【課題】合成樹脂ペレット等の粒状材料に混入している軽い夾雑物を気流によって分離除去するための気流分離装置を提供する。
【解決手段】上部に排気口11、下端に材料搬出口12を備える縦円筒形の分離器本体1内の中間部に、円錐状の上端部21を有するバッフル筒2が配置し、バッフル筒2の円筒部20に臨んで接線方向に開口する材料供給口13が設けられ、軽い夾雑物f,pを含む粒状材料gを一次空気A1と共に材料供給口13へ供給する材料供給手段と、下部空間32に二次空気A2を導入する二次空気導入手段とを具備し、送り込まれた軽い夾雑物f,pを含む粒状材料gは、一次空気A1と下方から吹き上がる二次空気A2に乗って環状空間30を周回しつつ螺旋状に上昇し、上部空間31へ至って粒状材料gが空気流速の低下に伴って落下する一方、遊離した軽い夾雑物f,pが上昇気流に乗って排気口11より排出される。
(もっと読む)
21 - 30 / 157
[ Back to top ]