
国際特許分類[B29C45/18]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 射出成形,即ち所要量の成形材料をノズルを介して閉鎖型内へ流入させるもの;そのための装置 (15,998) | 構成部品,細部または付属装置;補助操作 (10,151) | 射出成形機への材料の供給 (157)
国際特許分類[B29C45/18]に分類される特許
31 - 40 / 157
材料配合供給装置、及び材料配合供給方法
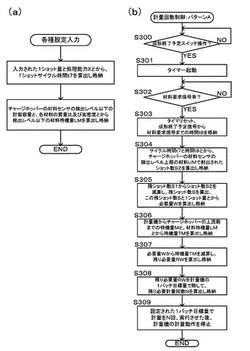
【課題】成形終了時における配合済みの材料を低減し得る材料配合供給装置、及び材料配合供給方法を提供する。
【解決手段】材料配合供給装置は、所定の成形終了予定信号を生成する信号生成部と、成形機の材料投入口の上部側に設置される貯留部と、計量機から前記貯留部の上流側までの材料の待機量Mを検出する待機量検出手段と、所定のプログラムに基づいて、前記成形終了予定信号を受信した後の成形終了までに前記成形機において必要とされる材料の必要量Wを算出し、この必要量から前記待機量を減算し、その残り必要量RWに応じた残り必要計量回数Nを算出して、該残り必要計量回数の計量を前記計量機において実行させ、以降の計量動作を停止させる計量回数制御手段とを備えている。
(もっと読む)
成形方法および成形装置

【課題】得られる成形品の性質を安定化することができる成形方法、および、その成形方法に用いる成形装置を提供すること。
【解決手段】
第1スクリュー6が内装され、材料投入口7が形成されたバレル5と、材料投入口7に接続され、バレル5に材料を投入する材料投入部3とを備える成形装置1を用いて、少なくとも材料投入口7まで常に満杯になるように、バレル5に材料を投入した状態で成形する。
(もっと読む)
成形機システム
【課題】作動液を節約可能な成形機システムを提供する。
【解決手段】成形機システム1は、液圧装置130をそれぞれ有する複数のダイカストマシン3と、複数の液圧装置130に共用される集中タンク5とを有する。
(もっと読む)
可塑化送出装置およびそのローターならびにこれを用いた射出成形機
【課題】バレルの一端面に摺接するローターの端面に螺旋溝を形成した従来の可塑化送出装置においては、成形材料の脱気が充分になされない場合があった。
【解決手段】材料流入通路が一端面に開口するバレルと、バレルの材料流入通路の開口を中心として回転駆動され、バレルの一端面に対して摺接する端面を有するローター25と、ローター25の端面25Fに形成されてバレルの一端面との間に成形材料の可塑化通路を画成し、径方向外側端部34OEから成形材料が供給されるとともに径方向内側端部34IEがバレルの材料流入通路の開口端に連通する螺旋溝34とを具えた本発明による可塑化送出装置は、径方向に沿った螺旋溝34の幅が径方向外側に向かって広くなる脱気促進部34dを螺旋溝34の径方向外側領域に有する。
(もっと読む)
射出成形機ホッパー
組立式ホッパー、電熱送風システム(14)及び温度制御システムを含む射出成形機ホッパーであり、組立式ホッパーは2つ又は2つ以上のサブホッパーからなり、各サブホッパーに独立なサブ供給口(1)、サブ排出口(7)、及び独立に制御可能な分岐送風口(8)が設けられ、サブホッパー全体のサブ排出口(7)は、サブ排出口(7)の下方に設けられる恒温チャンバー(9)に連通され、恒温チャンバー(9)の下部に主排出口(5)及び主送風口(6)が設けられ、恒温チャンバー(9)及び各サブホッパーは、独立な温度制御システムを有する。 (もっと読む)
材料供給システム
【課題】材料を速やかに乾燥させることができるとともに、射出成形機の射出シリンダ内のガス等を効率的に排出することができる材料供給システムを提供する。
【解決手段】材料供給システム30が備えるガス吸引装置100は、内部の空洞に材料を供給するための第1材料供給口102と第1材料排出口108とガス吸引口107とが形成された第1筐体101と、第1材料供給口102を開閉する第1シャッター104と、第1シャッター104が第1材料供給口102を開いているときに第1材料排出口108を閉じる第2シャッター110とを備え、材料供給システム30が備える材料加熱装置200は、第1材料排出口108と接続された第2材料供給口202と射出成形機40に材料を供給するための第2材料排出口210とが形成された第2筐体201と、第2筐体201の内部にある材料を加熱するバンドヒーター204とを備える。
(もっと読む)
プリプラ式射出装置
【課題】射出成形機の射出装置は、ペレット状の樹脂材料を可塑化する際に、該樹脂材料の熱劣化物や分解ガスの発生をより徹底して低減することを求められる。
【解決手段】本発明の射出装置は、射出装置をスクリュが後退しないプリプラ式射出装置で構成し、その可塑化シリンダの投入口中に存在する樹脂材料のレベルを低位に制御するとともに、給気手段と排気手段とによってその可塑化シリンダ中の樹脂材料に所望の飢餓率に合わせて供給量を制御したガス流体を加熱状態で通過させる。こうすることによって、その射出装置は、該樹脂材料をほぐれて緩んだ状態にするとともに樹脂材料の軟化を均等に行って、その後の可塑化における過剪断の発生を確実に防止する。そのうえ、本発明の射出装置は、特に飢餓状態を計量時間として検出してその計量時間を基準飢餓計量時間と比較判定して制御するので、連続成形中の飢餓率を所望の飢餓率に定量的に制御する。
(もっと読む)
材料供給装置および材料供給装置の作動方法
【課題】シャッタ部材と摺動される部材の間の摺動クリアランスへ入り込んだ樹脂粉等により、シャッタの気密シールが損なわれたり開閉不良を来たす等の問題や、または入り込んだ樹脂粉等やシャッタの金属粉等が加熱筒内に供給され、焼けを起こしたり成形品の品質を低下させるといった問題のいずれかを解決した材料供給装置および材料供給装置の作動方法を提供する。
【解決手段】真空吸引可能な加熱筒15内に供給路18,19,20を介して成形材料Mを供給する材料供給装置13において、前記供給路18,19,20を開閉自在なシャッタ部材と、前記シャッタ部材を挟んで両側に開口部が設けられるとともに前記シャッタ部材が格納されるケース部材と、ケース部材の内部空間を負圧状態とする負圧手段31とを有するシャッタ装置25,26を備える。
(もっと読む)
気流通路形成構造、ホッパユニット、および気流形成方法
【課題】成形機に供給される粉粒体に、成形機内で生じたガスが付着することを防止できる、気流通路形成構造、ホッパユニット、および気流形成方法を提供すること。
【解決手段】樹脂成形装置1は、ホッパ3と、成形機2と、ホッパ3および成形機2を接続する接続部材4と、接続部材4内を吸引する吸引装置5とを備えている。樹脂成形の材料としての粉粒体は、ホッパ3の排出口13から、接続部材4に形成された材料通路35を通過方向Tに通って、成形機2のシリンダ6の受入口9に供給される。シリンダ6内では、粉粒体が加熱溶融されることでガスが生じ、このガスの流れGが受入口9からホッパ3の排出口13に向かおうとする。一方、吸引装置5が、接続部材4の気流通路29内および材料通路35内を吸引しているので、材料通路35には、水平方向Hの気流Fが生じている。この気流Fにより、ガスの流れGがホッパ3の排出口13に向かうことが阻止される。
(もっと読む)
材料供給装置
【課題】
成形材料が入っている材料供給装置1において、ホッパー2の排出口15をシャッター6が開いた状態のまま、ホッパーユニット5を取り外してしまう場合があり、成形材料が散乱してしまうことがあった。
【解決手段】
シャッター6に、ホッパーユニット5の離脱防止手段を設け、シャッター6を閉じた時のみホッパーユニット5をホッパー台4から取り外すことができる様にすることで、排出口15開口時のホッパー2からの成形材料の散乱を防止する。
(もっと読む)
31 - 40 / 157
[ Back to top ]