
国際特許分類[B29C45/20]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 射出成形,即ち所要量の成形材料をノズルを介して閉鎖型内へ流入させるもの;そのための装置 (15,998) | 構成部品,細部または付属装置;補助操作 (10,151) | 射出ノズル (188)
国際特許分類[B29C45/20]の下位に属する分類
国際特許分類[B29C45/20]に分類される特許
61 - 70 / 130
可塑化移動装置及び可塑化移動方法

【課題】可塑化移動装置の耐久性を向上させることができ、コストを低くすることができ、成形サイクルを短くすることができるようにする。
【解決手段】固定プラテン14と、金型装置11と、射出装置13と、ロッド側に第1の媒体収容室が、ヘッド側に第2の媒体収容室が形成された可塑化移動シリンダと、可逆ポンプと、第1の媒体収容室と可逆ポンプとを接続する第1の媒体流路と、第2の媒体収容室と可逆ポンプとを接続する第2の媒体流路と、第1、第2の媒体流路間に配設され、可逆ポンプが停止させられる初期位置で第1の媒体流路と媒体タンクとを連通させるパイロットチェック弁とを有する。ノズルタッチ圧を、繰り返し、高くしたり、低くしたりするために、ボールねじを使用する必要がないので、可塑化移動装置22の耐久性を向上させることができる。
(もっと読む)
ナノ結晶ホット・ランナー・ノズル
本発明は、ノズルの部品、特にノズル先端部がナノ結晶材料で作られている、射出成形ランナー・システム用ノズルである。使用されているナノ結晶材料は、高い熱伝導率および大きな材料強度を有する、ナノ結晶銅およびナノ結晶ニッケルを含んでいる。従来の形態の金属は、その結晶粒が所望の特性を得るために100nm未満の寸法に小さくされるまで加工される。  (もっと読む)
(もっと読む)
整流ノズル、はんだ付け装置、コーティング装置及び射出成型装置

【課題】ロングリード部品のはんだ付けに適したはんだ噴流を得ることができる整流ノズルを提供する。
【解決手段】整流ノズル2が、板状のノズルプレート2aと、ノズルプレート2aの対象流体の供給側面に設けられ、ノズルプレート2aの対象流体の需要側面まで貫通した管状の突起部12とを備える。
(もっと読む)
射出ノズル用ミキシングチップ
【目的】簡易な構成且つ低コストで、メンテナンス及び射出成形機への装着が容易であり、連続成形中(自動運転中)の色ムラ発生ロスを著しく抑制することができる射出ノズル用ミキシングチップを提供する。
【構成】溶融樹脂が通過する射出ノズル内のスプルー部に配設され、溶融樹脂流路に規制を加えて前記溶融樹脂のミキシングを行う射出ノズル用ミキシングチップにおいて、
該ミキシングチップが、後端部と前端部の夫々に形成されたテーパー部を有し、該後端部と前端部のテーパー部が異なる角度に形成され、前後方向の向きを入れ換えてスプルー部に配設可能な構成であることを特徴とする射出ノズル用ミキシングチップである。
(もっと読む)
射出樹脂ミキシングエレメント及びそれを用いた射出成形用ノズル
【課題】溶融樹脂を充分に混合することができる射出樹脂ミキシングエレメント及びそれを用いた射出成形用ノズルを提供する。
【解決手段】射出成形用ノズル1を構成する射出樹脂ミキシングエレメント4は、溶融樹脂を混合する混合部41と、射出シリンダ5からの溶融樹脂を混合部41に導く導入部51と、混合部41からの溶融樹脂をノズルチップ6に導く導出部61とを備える。混合部41には、導入部51及び導出部61からそれぞれ間隔をあけて配置されると共に、中心線L1回りに回転可能に設けられ、外周部に導入部51側から導出部61側に延びる複数の略直線状の溝43を有する分流部42bが備えられる。分流部42bは、溝43を中心線L1に対して傾斜させて形成することによって、溶融樹脂の移動に伴って回転する。溶融樹脂は、溝43を通過する際に中心線L1回り(周方向)に移動することによって、撹拌されて混合される。
(もっと読む)
射出成形工法に用いられるガス注入用ノズル装置
【課題】横長状中空成形体の肉厚を横断面形全体において略均等な状態に形成させる。
【解決手段】高圧ガスを噴射させるノズル装置7の噴射口15の方向を横長状キャビティ空間部の長手方向に合せる。ノズル装置7をネジ止め機構38等を介して固定されるとともにガスの流動が可能なように形成される中空部35を有するベース部3と、ベース部3に対して上方向へ延伸するように形成されるとともに本ベース部3に設けられた中空部35に連通する中空部25を有する形態からなる軸部2と、軸部2の上端部21のところに設けられるものであって軸部2に形成された中空部25に連通して溶融合成樹脂材10中へガスを噴出させるように形成されるとともに、ガスの噴出方向を上下方向並びに平面視において左右方向へ調整することのできるように形成された開口部からなる噴出口15を有するノズルヘッド1と、からなるようにする。
(もっと読む)
射出成形用ノズル
【課題】特に部品点数を少なくして、かつ、容易に液状材料の良好な混合が可能な射出成形機用の射出成形用ノズルを提供すること。
【解決手段】液状材料を流通させるための湯道20を内部に備えたノズル本体部14と、該ノズル本体部14に設けられつつ前記湯道20の延長部に形成され、かつ、液状材料用の出口開口部を形成する口金部24とを備えて成る、射出成形機の射出成形用ノズル10において、前記湯道20を通って延びつつ液状材料を混合するための複数の内蔵構造物60を、前記口金部24に設けた。 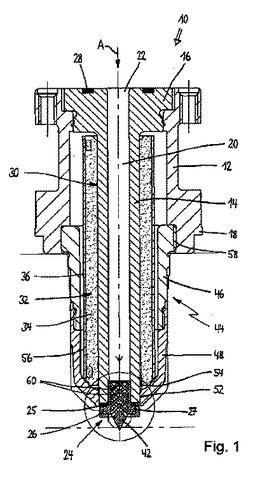 (もっと読む)
(もっと読む)
射出成形機のノズルタッチ機構
【課題】圧力源を必要とせず、簡便な構成で好適なノズルタッチを行なうことが可能な射出成形機のノズルタッチ機構を提供する。
【解決手段】ノズル4aを金型K1に所定の押付力で密着させるための押付力調整機構7が、第1シリンダ部15と、第2シリンダ部16と、圧力検出手段21と、切替弁20と、制御装置22とを備え、射出ユニット4の進退時には、第2シリンダ部16のピストン16bで区画された前方側の第2圧力室R1と後方側の第3圧力室R2を連通させ、射出ユニット4を進出させノズル4aが金型K1に当接した際には、第1シリンダ部15の第1圧力室S2の圧力が第1の圧力レベルに達するとともに、第1圧力室S2と第2圧力室R1を連通させ、連通した第1圧力室S2と第2圧力室R1との圧力が、ノズル4aを金型K1に所定の押付力で密着させる第2の圧力レベルに達するとともに、電動機11の駆動を停止させて所定の押付力を保持する。
(もっと読む)
サンドブラスト機ジェットノズルの成型方法
【課題】 寸法の縮小による変形を生じないサンドブラスト機ジェットノズルの成型方法。
【解決手段】ノズル部アクセサリー1を成型し、該ノズル部アクセサリーをジェットノズルモールド2内に嵌入し、鋳ぐるみによる射出成形法により該ジェットノズルを成型する。該ノズル部アクセサリーは底部が広がったラッパ状開口の柱体或いは底部に開口を設置するU状体で、しかも該ノズル部アクセサリーと射出されたジェットノズルの材料はUHMW PE(超高分子量ポリエチレン)などの同一材質の番号材料であるため、成型されたジェットノズルは収縮せず、しかも外観形状がより美しい最適品質を達成する。
(もっと読む)
射出成形装置のノズルヒータ
【目的】ノズルヒータの少なくとも1つのヒータ体が射出成形中に故障した場合であっても射出成形を直ちに停止することなく射出成形の続行が可能であり、ノズルヒータの定期交換の手間を削減することができる射出成形装置のノズルヒータを提供する。
【構成】射出成形装置の射出ノズル近傍に配設されて、該射出ノズルから射出される溶融樹脂を加熱するノズルヒータにおいて、
1つのノズルヒータユニット内に、独立した配線系統を有する2以上のヒータ体が配設された構成であることを特徴とする射出成形装置のノズルヒータである。
(もっと読む)
61 - 70 / 130
[ Back to top ]