
国際特許分類[B29C45/20]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 射出成形,即ち所要量の成形材料をノズルを介して閉鎖型内へ流入させるもの;そのための装置 (15,998) | 構成部品,細部または付属装置;補助操作 (10,151) | 射出ノズル (188)
国際特許分類[B29C45/20]の下位に属する分類
国際特許分類[B29C45/20]に分類される特許
41 - 50 / 130
射出ノズル
【課題】比較的簡単な構成でありながらも十分に混練させ、しかも樹脂の種類や色を交換する際の負担を軽減し、さらに糸引き等の不具合の発生を抑制する射出成形機の提供。
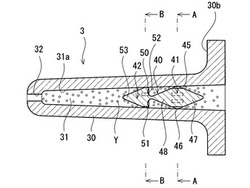
【解決手段】ノズルボディ30の樹脂通路31に着脱可能に配設され、シリンダ側から加えられる溶融樹脂の圧力を低減する第一圧力低減部41及び第二圧力低減部42を備える。第一圧力低減部41は、樹脂通路31を閉鎖する第一閉鎖部45、その外周面において凹設された複数の第一連通溝46、及び溶融樹脂を樹脂通路31の内周面31aに向って誘導する第一上流側ガイド部47を有する。また、第二圧力低減部42は、樹脂通路31を閉鎖する第二閉鎖部50、その外周面において凹設された複数の第二連通溝51、及び第一連通溝46を通過した溶融樹脂のうち第二連通溝51に流入されない溶融樹脂を第一圧力低減部41側に跳ね返し渦流を発生させる第二上流側ガイド部52を有する。
(もっと読む)
溶融樹脂供給装置

【課題】溶融状態の樹脂を移動型に対して能率良く供給できるようにする。
【解決手段】供給源接続流路形成部材10と、第1流路形成管30と、第2流路形成管50と、移動型接続流路形成部材70と、供給源接続流路形成部材10と第1流路形成管30との間に設けられ、第1流路形成管30が供給源接続流路形成部材10の下流端を中心に鉛直方向に沿って揺動可能となるように両者を接続する第1関節20と、第1流路形成管30と第2流路形成管50との間に設けられ、第2流路形成管50が第1流路形成管30の下流端を中心に鉛直方向に沿って揺動可能となるように両者を接続する第2関節40と、第2流路形成管50と移動型接続流路形成部材70との間に設けられ、第2流路形成管50が移動型接続流路形成部材70の上流端を中心に鉛直方向に沿って相対的に揺動可能となるように両者を接続する第3関節60とを有する。
(もっと読む)
射出成形機におけるノズルの温度制御方法
【課題】射出成形機において、シリンダ全体を必要以上に加熱することなく、型締めによって生じるノズル先端部の熱逃げを抑制して、より安定した成形動作を行えるようにする。
【解決手段】一対の金型の型締めを行う型締め機構部におけるノズルの周囲の位置に配置された、ノズルを加熱する加熱部を有する加熱部材を備える射出成形機におけるノズルの温度制御方法であって、型締め機構部による一対の金型の型締め動作中に、ノズルが一定の温度よりも高い温度となるようにノズルを予備加熱する予備加熱工程を備える。
(もっと読む)
射出装置のノズルタッチ装置
【課題】位置検出スイッチとスイッチ作動体との間隔変更によるノズルタッチ力の設定及び増減を、出力設定器に予め設けた目印をもって可能となす。
【解決手段】牽引ロッドの引張力によるばねの圧縮によりノズルタッチ力を出力するノズルタッチ力発生機構に出力設定器を設ける。その出力設定器を座板に横方向に摺動自在に取付けた出力設定板と、その出力設定板の一端に縦に取付けた位置検出スイッチ及びスイッチ作動体と、座板と出力設定板の折曲後端にわたりばね部材を介して回動自在に取付けた操作ねじと、座板と出力設定板の上縁に凹設した同一形状の複数の圧力設定用の目印とから構成する。位置検出スイッチとスイッチ作動体のいずれか一方をノズルタッチ力発生機構のばねケースに、他方を牽引ロッドの接続金具に設ける。
(もっと読む)
射出成形機
【課題】シリンダ全体を必要以上に加熱することなく、型締めによって生じるノズル先端部の熱逃げを抑制して、より安定した成形動作を行える射出成形機を提供する。
【解決手段】可塑化された樹脂材料を一対の金型により形成されるキャビティ内へ射出するノズルを有する射出機構部2と、一対の金型の型締めを行う型締め機構部と、型締め機構部におけるノズル10の周囲の位置に配置され、ノズルを加熱する加熱部24を有する加熱部材9とを備える。
(もっと読む)
樹脂成形装置
【課題】樹脂成形装置の小型化ならびに低コスト化を実現することで、完成製品の製造ライン内に樹脂成形装置を組み込むことを可能とし、半製品の中間在庫を不要にする。
【解決手段】密閉された内部に溶融樹脂材Mを溜めることが可能で、かつ、該内部に圧縮空気を供給することが可能なタンク10と、このタンクに対し、その内部と連通させた状態で一体的に結合された射出ノズル40とを備えている。タンク10の内部に供給される圧縮空気の圧力によって溶融樹脂材Mを射出ノズルから所定の金型内に充填する。
(もっと読む)
射出成形装置および射出成形方法。
【課題】 気泡跡が無い射出成形品を得る。
【解決手段】 射出成形金型100のキャビティ110内を一旦真空にしてから、該キャビティ110内に溶融樹脂を充填して成形品を成形する射出成形装置において、前記キャビティ110に連通するスプルーブッシュ120と該スプルーブッシュ120に溶融樹脂を射出する射出ノズル130との接触部で、スプルーブッシュ120の先端の突出円筒部120TEにOリング120Rを嵌め込んで接触部をOリング120Rでシールした。この結果、接触部からの外部空気の侵入が無くなり、キャビティ110内の真空状態が良くなり、気泡が無い外観品質の優れた成形品を得ることが可能になり、また歩留まりが向上し、作業性も改善され、射出成形加工におけるトータル的な製品コストの削減が可能になった。
(もっと読む)
射出成形機
【課題】ノズルの進入が制限されることなく、キャビティの変形を抑制することで良好な成形品を得ることができる射出装置およびノズルタッチ機構を提供する。
【解決手段】本発明の射出成形機は、ノズル2の先端部8よりも後退した位置に配置されたノズル押し当て部10と、固定側金型40aに挿入され、キャビティ45に連通するスプール24bの少なくとも一部を構成する孔が形成されたスプールブシュ押し当て部11とを有する。ノズル押し当て部10はノズル2の先端部8側の端面であるノズル側当接面10aを有する。スプールブシュ押し当て部11はノズル側当接面10aが当接するブシュ側当接面11aと、ノズル2の先端部8が当接するノズル先端部当接面11bとを有する。ノズル2の先端部8がノズル先端部当接面11bに当接するとブシュ側当接面11aに当接する位置に、ノズル側当接面10aが形成されている。
(もっと読む)
積層品の成形装置及び成形方法
【課題】成形装置が簡略化され安価で、成形サイクル時間が短く、樹脂漏れや樹脂の固化による成形不良を防止した積層品の成形装置及び成形方法を提供する。
【解決手段】固定型に間隔を置いて複数のキャビティ面を設けたスライド型を有する一対の金型と、金型を開閉する型締ユニットと、型締ユニットの軸線方向及び軸線方向と交差方向に配した型閉じして形成されるキャビティに溶融樹脂を充填する複数の射出ユニットとを備えた成形装置を用い、スライド型の成形用ノズル係止部に軸線方向と交差方向に配した射出ユニットとの着脱を可能とする係止手段を備え、スライド型と射出ユニットを係止して、スライド型の所定の成形位置への移動は射出ユニットの移動手段によって行われる積層品の成形装置と積層品の成形方法。
(もっと読む)
射出ノズル温度制御方法
【課題】射出成形工程の停止期間に射出ノズルと金型を接触させておいた場合であっても、射出成形工程の停止期間後の射出成形時における、ノズル詰まりや糸引きを防止して成形品の未充填や外観不良を防止することを目的とする。
【解決手段】射出成形工程の停止期間中における射出ノズルの温度制御の設定温度を、射出成形中の設定温度より高い所定の設定温度に変更することにより、射出成形工程の停止期間に射出ノズルと金型を接触させておいた場合であっても、射出成形工程の停止期間後の射出成形時における、ノズル詰まりや糸引きを防止して成形品の未充填や外観不良を防止することができる。
(もっと読む)
41 - 50 / 130
[ Back to top ]