
国際特許分類[B29C45/20]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 射出成形,即ち所要量の成形材料をノズルを介して閉鎖型内へ流入させるもの;そのための装置 (15,998) | 構成部品,細部または付属装置;補助操作 (10,151) | 射出ノズル (188)
国際特許分類[B29C45/20]の下位に属する分類
国際特許分類[B29C45/20]に分類される特許
11 - 20 / 130
射出成形機及び射出シリンダ
【課題】ノズルの位置の調整作業を不要としながら射出材料の漏れを防止し、かつ、ノズルと金型との接触によるノズルの温度低下を防止すること。
【解決手段】本発明の射出成形機は、射出材料の注入口を有する金型の注入面に当接されて前記注入口を覆う当接面を有するノズル部が設けられた射出シリンダを備え、前記ノズル部が、前記金型と前記ノズル部との間の熱伝導を低減する断熱部を有することを特徴とする。
(もっと読む)
プリフォームの射出成形装置

【課題】プリフォームを射出成形する際、コールドスラグの発生を低減し、生産性などを向上させることができるプリフォームの射出成形装置の提供を目的とする。
【解決手段】プリフォームの射出成形装置1は、ボトムインサート3、ノズルインサート4及びニードルバルブ5を有し、ニードルバルブ5が、先端側に、円柱状のストレート部51、及び、ノズルインサート4のテーパ孔41と対応するテーパ角を有する截頭円錐状のテーパ部52を有し、溶融樹脂109の射出が閉じられるとき、テーパ部52の先端側の部分が、ボトムインサート3のゲート用孔31に挿入され、ストレート部51の先端側の部分が、ノズルインサート4のテーパ孔41に挿入される構成としてある。
(もっと読む)
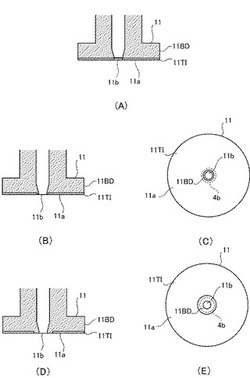
射出部とスプールブッシュとの接触構造
【課題】金型温度を低下させて冷却時間を短縮し、スプール孔内の成形樹脂を削減して、材料費および加工費を低減できる射出部とスプールブッシュとの接触構造を提供すること。
【解決手段】スプールブッシュ7の本体8の平面な端面27を、ノズル11との接触面13とする。本体8には、接触面13から端面37まで貫通するスプール孔19が設けられる。スプール孔19の径は、接触面13から遠ざかるにつれて増大する。スプール孔19の接触面13側の開口である樹脂注入口23の径は、ノズル11のノズル射出口15の径より小さいものとする。スプールブッシュ7の接触面13とノズル11の先端面29とを圧接したとき、ノズル射出口15の中心軸17に対して、スプールブッシュ7の接触面13が直交する。また、ノズル射出口15と樹脂注入口23とが連通し、ノズル射出口15の中心軸17とスプール孔19の中心軸21とが一致する。
(もっと読む)
射出成形ノズル
【課題】長尺のベース本体1を有する射出成形ノズルであって、ベース本体を通って、溶融物のための通路2が延びており、ベース本体上に長尺の温度制御要素3を配置してあり、温度制御要素は、ベース本体内への熱の導入のための加熱要素4a,4b,4cを含んでおり、加熱要素は、温度制御要素の両方の端部に、加熱コイル4a,4bを有している形式のものにおいて、射出成形ノズルの通路内の溶融物の温度分布を改善する。
【解決手段】ベース本体内への熱導入を減少させる手段5が設けられている。
(もっと読む)
ノズルタッチ方法およびノズルタッチ装置
【課題】ブレーキの摩耗は小さく、高価なサーボモータや制御アンプを使用することなく、所望のタッチ力を得ることができるノズルタッチ方法を提供する。
【解決手段】 射出ユニット(1)を、ノズルタッチ方向に駆動している過程において、該ユニット(1)が設定位置に達すると、押部材(14、15、19、…)の駆動を低速度、定押し力に変更し、その後、押部材に設けられているストッパ(35、35)が射出ユニット(1)に取り付けられているブラケット(18)に当接すると、押部材の駆動が停止し、そして押部材に制動(25)をかける。
(もっと読む)
射出成形方法
【課題】 金型がわずかに開いた状態で樹脂を充填する射出プレス成形方法、或いは射出圧縮成形方法により製品を連続成形する場合に、製品重量を安定化させる。
【解決手段】 本発明の方法よれば、射出完了後、特定の型締条件下において、金型キャビティ内の樹脂に型締力が負荷される状況とし、射出ユニットと金型キャビティとの間で樹脂を流通させることによって、金型キャビティ内の樹脂が、同じ挙動を繰り返し再現するようになるので、製品の重量を安定化させることができる。また、本発明の方法を表皮材のインサート成形等に用いれば、成形中に表皮材の厚みが変化しても、金型キャビティ内の樹脂の挙動は影響を受けにくいので、安定した運転が可能である。
(もっと読む)
充填成形装置及び充填成形方法
【課題】簡素かつ低コストな構成でキャビティ内の気体の滞留を抑制し、成型品への気泡の混入を防止できる充填成形装置を提供する。
【解決手段】真空引き装置によって通気路62を真空引きし、開閉ピン6を下降させ吸気口63を材料供給口22aに突出させて、通気路62と材料供給口22aを連通状態とする。これにより、充填前のキャビティ7が予め真空状態とされる。その後、開閉ピン6を上昇させて吸気口63を開閉スリーブ5に収納した後、開閉スリーブ5を上昇させてキャビティ7に成形材料を充填する。
(もっと読む)
一体型溶融装置を備えた金型アセンブリ
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
射出成形機及び射出シリンダ
【課題】ノズルの位置の調整作業を不要としながら射出材料の漏れを防止すること。
【解決手段】射出材料を射出するノズル部を射出シリンダと、金型に型締力を付与する型締手段と、を備えた射出成形機において、前記ノズル部が、射出材料の注入口を有する前記金型の注入面に当接する当接面と、前記当接面に設けられ、射出材料を前記注入面の前記注入口に射出する射出口と、を備え、前記当接面が前記注入口を覆う大きさを有し、前記ノズル部には前記当接面を前記注入面に押圧する方向に前記型締手段による型締力が作用することを特徴とする。
(もっと読む)
ワックスモデル射出成形装置の射出ノズル
【課題】ワックス鋳造後、ワックス射出装置のワックス供給流路内に残存し、廃棄しなければならないワックス量を減らすことができる射出ノズルを提供する。
【解決手段】ワックス樹脂の射出鋳造装置に使用される射出ノズル1であって、先端にワックス樹脂の吐出口8を有する外筒部2と、一端が該吐出口8と流体的に連通し、他端が排気系に流体的に連通するように、該外筒部2内に画定される排気流路3と、該排気流路3と該吐出口8との間を閉鎖し、または開放するように、該排気流路3内を摺動可能な排気流路封止弁4とを備え、一端が該吐出口8と流体的に連通し、他端がワックス樹脂供給源に流体的に連通するように画定されるワックス供給流路5と、該ワックス樹脂流路5と該吐出口8との間を閉鎖し、または開放するように、該ワックス樹脂流路5内を摺動可能なワックス封止弁6とを備える射出ノズル1により解決する。
(もっと読む)
11 - 20 / 130
[ Back to top ]