
国際特許分類[B29C47/00]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 押出成形,すなわち所定の形状を与えるダイまたはノズルを通して成形材料を押し出すもの;そのための装置 (4,755)
国際特許分類[B29C47/00]の下位に属する分類
あらかじめ形成された部品または層状物品と一体化するもの,例.挿入物の周囲へまたは物品を被覆するための (411)
多層または多色物品の製造 (560)
構成部品,細部または付属装置;補助操作 (3,466)
国際特許分類[B29C47/00]に分類される特許
11 - 20 / 318
ポリアセタール樹脂押し出し成形品
【課題】剛性・靭性等の機械的特性に優れ、且つ、押し出し成形品を切削加工した際に反り、変形の少ない、押し出し成形品及びその切削加工品を提供すること。
【解決手段】本発明のポリアセタール樹脂組成物の押し出し成形品は、ポリアセタール樹脂(I)と、平均粒径が50nm以上500nm以下であり、pHが9.2以上10.0以下である軽質炭酸カルシウム(II)と、炭素数12〜27の1価の脂肪酸(III−I)と、炭素数28以上の1価の脂肪酸(III−II)と、脂肪酸のカルシウム塩(IV)と、を含有し、前記軽質炭酸カルシウム(II)の含有量が、前記ポリアセタール樹脂(I)100質量部に対して、5〜50質量部であり、質量比([(III−I)+(III−II)]/(II))が0.020〜0.050であり、質量比([(III−I)+(III−II)]/(IV))が3〜15である。
(もっと読む)
押出し成形体
【課題】ダイスの寸法との乖離が小さい、成形体を与え得る熱可塑性エラストマー組成物を提供すること。
【解決手段】 下記成分(A)30〜70重量部および下記成分(B)70〜30重量部を含有してなる熱可塑性エラストマー組成物を押出し成形して得られる成形体(ただし、成分(A)と成分(B)の合計を100重量部とする)。
成分(A):ポリプロピレン系樹脂
成分(B):125℃におけるムーニー応力緩和面積が100〜300であるエチレン−α−オレフィン共重合体
成分(A)の20℃キシレンに不溶の成分の固有粘度(135℃、テトラリン)[ηcxis]が0.8〜2.3dl/gである前記成形体。
成分(A)の20℃キシレンに可溶の成分の含有量が8〜30重量%であり、該成分の固有粘度(135℃、テトラリン)[ηcxs]が1〜10dl/gである前記成形体。
(もっと読む)
樹脂発泡体及びその製造方法
【課題】導電付与材の含有量が少ないにもかかわらず、良好な導電性能を有し、かつ柔軟性に優れる樹脂発泡体、及び該樹脂発泡体を効果的に製造する方法を提供する。
【解決手段】(1)2種類の樹脂I及び樹脂IIと、導電付与材とを含む樹脂組成物からなる発泡体であって、該樹脂組成物が、前記導電付与材が多く含まれる樹脂相Iと、少なく含まれる樹脂相IIとからなる樹脂発泡体、及び(2)(a)導電付与材を、2種類の樹脂の内一方の樹脂Iに混練して樹脂組成物Iを調製する工程、(b)前記樹脂組成物Iと、もう一方の樹脂IIとを混練して、樹脂組成物IIを調製する工程、(c)前記樹脂組成物IIに物理発泡剤を含浸させて樹脂組成物IIIを調製する工程、及び(d)前記樹脂組成物IIIを発泡させて、樹脂発泡体を形成させる工程、を順次施す樹脂発泡体の製造方法である。
(もっと読む)
ポリスチレン系樹脂発泡シートの製造方法
【課題】低密度で、且つ、坪量が100g/m2以下となるような軽量性を有するポリスチレン系樹脂発泡シートを連続気泡の形成を抑制しつつ製造することができるポリスチレン系樹脂発泡シートの製造方法を提供すること。
【解決手段】ポリスチレン系樹脂と発泡剤とを含有するポリスチレン系樹脂組成物を押出発泡させてポリスチレン系樹脂発泡シートを作製するポリスチレン系樹脂発泡シートの製造方法であって、前記ポリスチレン系樹脂として、温度160℃、一定ひずみ速度0.1/秒の条件で一軸伸長粘度を測定して求められる時間−伸長粘度曲線の対数プロットにおける非線形領域の一次近似直線の傾き(a1)と上記曲線における線形領域の一次近似直線の傾き(a2)との比(a1/a2)が1.2以上2.0以下となるポリスチレン系樹脂を用いて、密度0.035g/cm3〜0.065g/cm3、坪量100g/m2以下のポリスチレン系樹脂発泡シートを作製することを特徴とするポリスチレン系樹脂発泡シートの製造方法を提供する。
(もっと読む)
タイヤ成形方法
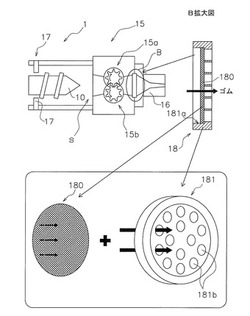
【課題】ファイナルゴム混練とプロファイル成形の間に発生する中間在庫をなくしサイクルタイムの大幅削減を実現可能なタイヤ成形方法を提供する。
【解決手段】非加硫性ゴムを混練する工程と、この非加硫性ゴムを押出機1により連続混錬する工程と、を有するタイヤ成形方法であって、押出機1による工程は、加硫系薬品を供給し、加硫性ゴムを連続混練する工程と、加硫性ゴムを熟成する工程と、熟成された加硫性ゴムを所定の断面形状のタイヤ部材として連続押し出し成形する工程と、を有することを特徴とする。
(もっと読む)
樹脂枠材、建具、及び樹脂枠材の製造方法

【課題】防火性及び断熱性が良好な樹脂枠材、建具、及び樹脂枠材の製造方法を提供する。
【解決手段】塩化ビニル系樹脂に強化繊維を分散させた成形材料を押出成形することにより形成される樹脂枠材としての下枠(20)であって、強化繊維は、その径方向の断面が非円形形状であり、かつ、その長さ方向が成形材料の押出方向に沿って配向されている。下枠(20)は、強化繊維がガラス繊維(60)であり、ガラス繊維(60)に対する塩化ビニル系樹脂の質量比((塩化ビニル系樹脂)/(ガラス繊維(60)))が2.3以上19以下であることが望ましい。
(もっと読む)
樹脂発泡体及びその製造方法
【課題】歪回復性に優れ、特に、高温で樹脂の復元力による気泡構造の収縮が少なく、高温での歪回復性に優れる樹脂発泡体を提供する。
【解決手段】本発明の樹脂発泡体は、エラストマー及び活性エネルギー線硬化型化合物を含む樹脂組成物から得られ、未発泡状態の測定サンプルについての動的粘弾性測定により求められるガラス転移温度が30℃以下であり、未発泡状態の測定サンプルについての動的粘弾性測定により求められる20℃における貯蔵弾性率(E’)が1.0×107Pa以上であることを特徴とする。
(もっと読む)
流体解析方法
【課題】任意の位置での流体の滞留時間を容易に判断することができる流体解析方法を提供する。
【解決手段】多数の微小要素で表現されるモデルを用いてコンピュータにより流体の流動状態を評価する流体解析方法であって、前記流体の流動状態を求める第1の流体解析工程と、前記第1の流体解析工程で解析された前記流体中の流れと逆向きに移動するよう設定した仮想粒子を任意の初期位置に配置し、前記流体中の前記仮想粒子の位置情報を求める第2の流体解析工程と、前記仮想粒子が前記流体の流入部に到達した時刻を前記仮想粒子の初期位置での滞留時間として、流体の流動状態を評価する流動状態評価工程とを備えたことを特徴とする流体解析方法。
(もっと読む)
ポリプロピレン系フィルムおよびその積層体
【課題】
本発明は、パウチの大型化に際しても、耐低温衝撃性、ヒートシール性、耐屈曲白化性、耐ユズ肌性、耐ブロッキング性等を高いレベルでバランス良く兼備したレトルト包装用シーラントフィルムおよびその積層体を提供することにある。
【解決手段】
本発明のポリプロピレン系フィルムは、(a)プロピレン・エチレンブロック共重合体80〜96重量%、(b)炭素数3〜10のα−オレフィンとエチレンとを含有し、密度が0.86〜0.90g/cm3であるエチレン・α−オレフィン共重合体エラストマー2〜10重量%、および(c)密度0.94〜0.97g/cm3のポリエチレン系重合体2〜10重量%からなる樹脂組成物を溶融製膜したポリプロピレン系フィルムであって、(a)プロピレン・エチレンブロック共重合体は、20℃キシレン不溶部の割合が75〜90重量%で、該不溶部の極限粘度([η]H)が1.8〜2.2dl/gであり、該可溶部の極限粘度([η]EP)が2.5〜3.3dl/gであって、かつ、[η]H+0.6≦[η]EPであることを特徴とする。
(もっと読む)
ポリフェニレンスルフィド樹脂押出成形品
【課題】耐熱性、耐薬品性、耐摩耗性、電気絶縁性に優れるというポリフェニレンスルフィド樹脂本来の特性を損なうことなく、表面外観に優れたポリフェニレンスルフィド樹脂押出成形品を提供する。
【解決手段】メルトフローレート(ASTM D−1238−70に従い、温度315.5℃、荷重5000gにて測定)が30g/10分以下、220℃での結晶化時間が3.0分以上であるポリフェニレンスルフィド樹脂を主成分としたポリフェニレンスルフィド樹脂押出成形品を得る。
(もっと読む)
11 - 20 / 318
[ Back to top ]