
国際特許分類[B29C47/00]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 押出成形,すなわち所定の形状を与えるダイまたはノズルを通して成形材料を押し出すもの;そのための装置 (4,755)
国際特許分類[B29C47/00]の下位に属する分類
あらかじめ形成された部品または層状物品と一体化するもの,例.挿入物の周囲へまたは物品を被覆するための (411)
多層または多色物品の製造 (560)
構成部品,細部または付属装置;補助操作 (3,466)
国際特許分類[B29C47/00]に分類される特許
41 - 50 / 318
樹脂成形体
【課題】優れた柔軟性を有しながら、一定の強度も担保された樹脂成形体を提供する。
【解決手段】樹脂と繊維とを含み、前記樹脂はポリオレフィンであり、前記繊維は表面処理されていない天然繊維であり、前記繊維の繊維径が90μm以下であり、且つ繊維間距離が200μm以下である樹脂成形体である。
(もっと読む)
エチレン系重合体ペレットおよび該ペレットを用いる押出成形方法
【課題】フィーダーやポンプ等を用いて溶融樹脂に添加することなく直接ペレットに液体を添加しながら、単軸押出機によって安定して押出成形することができるエチレン系重合体ペレットを提供する。また当該ペレットを用い、液体添加剤を添加して単軸押出機によって押出成形する方法を提供する。
【解決手段】160℃における混練トルクが2〜15Nmであるエチレン系重合体のペレットであって、比表面積が1800〜3000mm2/gであるペレット。
(もっと読む)
樹脂成形品の押出成形方法及び装置
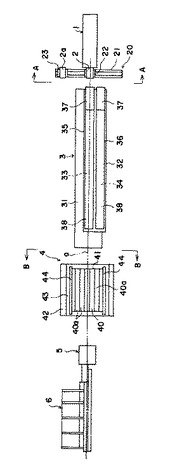
【課題】異なる形状の樹脂成形品を押出成形できるようにする段取り時間を短くして、効率良く押出成形作業できる樹脂成形品の押出成形方法の提供。
【解決手段】押出機1に取り付けた金型2と隣接して交替用の金型2aを待機させると共に、サイジング装置3の押出ラインaと合致したサイジングユニット35と隣接している交替用のサイジングユニット36を待機させ、前述の押出成形終了して休止したときに、前記交替用の金型2aを押出機1に取り付けて金型交替し、前記交替用のサイジングユニット36を押出ラインaと合致させてサイジング装置3の交替をし、前記引取機4の上下の無端状回転体41を押出ラインaと直交する方向に移動してパッド40のいずれか1つの支持面40aを押出ラインaと合致させて引取機4の交替をし、その後に押出成形する方法。
(もっと読む)
自動車燃料用インタンクチューブおよびその製法

【課題】耐圧性能に優れたインタンクチューブの提供を目的とする。
【解決手段】燃料タンク2内に配設され、燃料タンク2の変位および燃料ポンプ5の振動を吸収する構成を備えた単層構造の自動車燃料用インタンクチューブ1である。そして、上記自動車燃料用インタンクチューブ1が、脂肪族ポリアミド樹脂を主成分とする樹脂材料からなる単層構造に形成され、かつ、下記の耐圧特性(X)を備えている。
(X)試験液〔Fuel C:メタノール=85:15(容量基準)〕中に80℃で168時間浸漬したインタンクチューブ内に、加圧媒体としてシリコンオイルを充填し、インタンクチューブの両端を試験用パイプで塞ぎ、昇圧速度1.0MPa/minで、室温にて耐圧試験を行い、インタンクチューブが破裂するか、もしくは試験用パイプが抜けた時の圧力(破壊圧力)が2.8MPa以上である。
(もっと読む)
脱臭性、導電性に優れた木炭プラスチック部材
【課題】脱臭性および導電性に優れた建築・建材用の木炭プラスチック部材を提供すること
【解決手段】炭化炉内燃焼最高温度が800℃以上で炭化し、比表面積が300m2/g以上である木炭と熱可塑性樹脂を機械的に粉砕および混合してなる熱可塑性複合体を押出成形した、表面比抵抗率が100〜107Ω/sq.であることを特徴とする、脱臭性と導電性に優れた木炭プラスチック部材とする。これにより脱臭性および導電性に優れた建築・建材用の木炭プラスチック部材を提供することができる。
(もっと読む)
強化エラストマー
エラストマーの全体にわたって離散した多孔質材料片が分布しているエラストマー。好ましくは、その多孔質材料は延伸ポリテトラフルオロエチレン(PTFE)であり、組成物の引張応力は50%伸び率で約1MPaより大きく、好ましくは1.5MPaより大きく、100%伸び率で2MPaより大きく、好ましくは3MPaより大きい。  (もっと読む)
(もっと読む)
異形押出成形用樹脂組成物及び異形押出樹脂成形品
【課題】強度、耐衝撃性、耐熱性、耐傷付き性に優れた樹脂成形品を与え得る芳香族ビニル系樹脂組成物を提供する。
【解決手段】以下の(1)に定義するゴム強化芳香族ビニル系樹脂(A)、以下の(2)に定義するエチレン・α−オレフィン系ゴム強化芳香族ビニル系樹脂(B)、以下の(3)に定義する超高分子量芳香族ビニル系樹脂(C)の所定比率から成る芳香族ビニル系樹脂成分に対し、滑剤(D)及び無機フィラー(E)を所定の割合で含む。
(1)ゴム質重合体(但しエチレン・α−オレフィン系ゴムを除く)の存在下に芳香族ビニル化合物をグラフト重合して成るグラフト重合体から成り、アセトン可溶分の重量平均分子量が100万以下である樹脂。
(2)エチレン・α−オレフィン系ゴムの存在下に芳香族ビニル化合物をグラフト重合して成るグラフト重合体から成り、アセトン可溶分の重量平均分子量が100万以下である樹脂。
(3)芳香族ビニル化合物を重合して成り、アセトン可溶分の重量平均分子量が200万以上である樹脂。
(もっと読む)
異形押出成形用樹脂組成物及び異形押出樹脂成形品
【課題】強度、耐衝撃性、耐熱性、耐傷付き性、表面外観及び形状性に優れた異形押出樹脂成形品を与え得る異形押出成形用樹脂組成物を提供する。
【解決手段】以下の(1)に定義するゴム強化芳香族ビニル系樹脂(A)、以下の(2)に定義する超高分子量芳香族ビニル系樹脂(B)の所定比率から成る芳香族ビニル系樹脂成分に対し、滑剤(C)及び無機フィラー(D)を所定の割合で含む。
(1)ゴム質重合体の存在下に芳香族ビニル化合物をグラフト重合して成るグラフト重合体(a1)、及び、所望により、芳香族ビニル化合物を重合して成る重合体(a2)から成り(但し、(a2)の割合は(a1)と(a2)の合計量に対して90質量%以下である)、アセトン可溶分の重量平均分子量が100万以下である樹脂。
(2)芳香族ビニル化合物を含む単量体成分を重合して成り、アセトン可溶分の重量平均分子量が200万以上である樹脂。
(もっと読む)
機能性樹脂成形体の製造方法
【課題】環境負荷の大きなエッチング液を用いることなく密着性に優れる金属膜が形成されたポリプロピレン系樹脂等の熱可塑性樹脂からなる機能性樹脂成形体を提供する。
【解決手段】熱可塑性樹脂からなる多孔質層2を有し、多孔質層のセル20内に機能性材料を分散させた機能性材料分散シート1を作製するシート作製工程と、得られた機能性材料分散シート1を加熱圧縮することにより、セル20の容積を減少させて、多孔質層が薄肉化された圧縮層を有する加工体を作製する加熱圧縮工程とを有する機能性樹脂成形体の製造方法。
(もっと読む)
偏光板、ならびにそれを用いた液晶パネルおよび液晶表示装置
【課題】モアレ等の表示不良のない、表示品位に優れた液晶表示装置を得ることができる偏光板、ならびにこれを用いた液晶パネルおよび液晶表示装置を提供する。
【解決手段】ヨウ素または二色性染料が吸着配向されたポリビニルアルコール系偏光フィルム101に接着剤層103を介して、プリズム形状またはレンズ形状を表面に有するシート部材102をその平坦面側で積層し、偏光板100とする。シート部材102は、熱可塑性樹脂から溶融押出しされた溶融状シートを、表面に転写型を備えたロールと表面が平坦なロールとで挟圧することによって製造され、プリズム形状またはレンズ形状の稜線のピッチ間隔が1μm以上70μm以下である。転写型を備えたロールに接した面がプリズム形状またはレンズ形状となり、表面が平坦なロールに接した面が平坦面となる。この偏光板を用いた液晶パネルおよび液晶表示装置も提供される。
(もっと読む)
41 - 50 / 318
[ Back to top ]