
国際特許分類[B29C49/28]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | ブロー成形,即ちプリフォームまたはパリソンを型内で所定形状にブローするもの;そのための装置 (2,649) | ブロー成形装置 (75)
国際特許分類[B29C49/28]の下位に属する分類
可動型または可動型部品を用いるもの (60)
国際特許分類[B29C49/28]に分類される特許
1 - 10 / 15
滅菌状態でエア除去する無菌ブロー成形機械

【課題】滅菌性維持、向上させるためのクリーンルーム又はブロー成形機を提供する。
【解決手段】2つのブロー金型部品4a,4bを有するブロー金型4と、プラスチック材料プリフォーム10を膨張させるための流通可能な媒体を用いてプラスチック材料プリフォーム10に作用する加圧装置58と、運搬路に沿ってブロー金型4を運ぶ運搬装置2と、プラスチック材料プリフォーム10の膨張中にブロー金型4が内部で運搬され得るクリーンルーム20とを備え、プラスチック材料プリフォームに面するブロー金型4の内壁が開口部60を有し、開口部60を通して、流通可能な媒体が膨張プロセス中にキャビティから除去され得る。開口部60とクリーンルーム20との間に流れ接続部が設けられ、この流れ接続部が、クリーンルーム20の非滅菌環境に対して封止されている。
(もっと読む)
中空成形機

【課題】従来の中空成形機において、押出機を載置した台を回転支持する支点の位置は、型締装置の奥行き寸法の関係によって成形機のフレーム基台上にて任意の適切な位置をとることに困難な場合があった。そのため載置台後端側にかなりの量の重りを置く必要があったが、これらは外観上の見た目が悪く、かつ地震等によって不測の事態を生起させるおそれがあった。
【解決手段】成形機のフレーム基台1上に重量バランスをとる支点26の後方であって、押出機3を設けた揺動盤11とフレーム基台1との間に揺動盤11を揺動する装置30を設け、揺動装置30の後方に、支点26回りの重量バランスをとるため上下方向の一方向へ揺動盤11を押しまたは引く装置40を設けた構成とした。これにより、常に支点26回りの重量バランスをとることができる。
(もっと読む)
ブロー成形装置
【課題】小型でコンパクトに構成され、プリフォーム等の搬送を効率良く、確実に行い得るブロー成形装置を提案すること。
【解決手段】ブロー成形装置1の移送機構13は、円環状ガイドレールに沿ってプリフォーム等の保持部を備えたスライダをスライド可能に配置し、各スライダをターンテーブルの回転に応じて左右にスライドさせて、保持部に保持されるプリフォーム等の送りピッチを変更する。反転移送機構16は、ターンテーブルの回転に応じて、プリフォームを受け取って反転する動作、反転したプリフォームの口部にマンドレルを差し込む動作、ブロー成形品を受け取ってその口部からマンドレルを引き抜く動作、マンドレルを引き抜いた後のブロー成形品を反転させる動作を行う。型開閉機構33は、昇降軸による昇降運動をスライダのスライド運動に変換し、スライド運動を一対の操作アームによって型支持部材を左右に開閉する開閉運動に変換する。
(もっと読む)
硬いフィットメントを有するブロー成型により一体成型された容器
本発明は、ブロー成型により一体成型されたフルオロポリマー容器であり、薄い壁のフレキシブルな袋部および1または複数の硬い、厚い壁のフィットメントを有し、上記袋および1または複数の硬いフィットメントは、同じブロー成型プロセスにおいて、連続的なフルオロポリマー材料から形成されるものであり、完全に、一体成型された全て集積された容器である。 (もっと読む)
熱可塑性材料製の容器を製造するための成形装置
加熱した熱可塑性材料製の予形成体からブロー成形または延伸ブロー成形により容器を製造するための成形装置(1)であって、少なくとも2個の型ハーフ(3,4)と、これら型ハーフが互いに離れる開放位置と、互いに密着する閉鎖位置との間で移動させる駆動手段(5)とを有する少なくとも1個の成形型(2)を備え、2個の型ハーフ(3,4)を互いにヒンジ連結して、結合平面内に存在しかつ成形キャビティの軸線(Y−Y)に直交するヒンジ軸線(X−X)の周りに回転可能にし、このヒンジ軸線(X−X)は型ハーフ(3,4)の下方に配置するとともに、型ハーフ(3,4)を閉鎖位置にロックするロック手段を設けた、該成形装置(1)において、各型ハーフ(3,4)は、型ハーフ(3,4)を閉鎖位置にロックするロック手段(21)の内側表面領域(23)に衝合可能な外側表面領域(22)を有し、また前記ロック手段(21)は2個の型ハーフ(3,4)を閉鎖位置にロック可能なクランプ(25)の形式としたことを特徴とする。 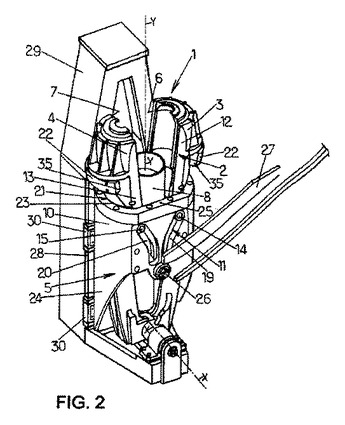 (もっと読む)
(もっと読む)
容器を製造するための装置及び方法
容器製造のための方法及び装置を開示する。容器吹込み成形要素は、複数の容器を同時に製造することができる。2つの隣接する容器は、第1の距離を置いて配置される。容器運搬要素は、所定の容器位置で前記複数の容器を受容することができる。前記2つの隣接する容器に対応する前記所定の容器位置は、第2の距離を置いて配置される。移行要素(200)は、前記複数の容器を前記吹込み成形要素(100)から前記容器運搬要素(300)に移動させることができる。前記複数の容器が前記吹込み成形要素から取り出された後であり且つ前記複数の容器が前記容器運搬要素によって受容される前に、前記2つの隣接する容器間の距離は、前記第1の距離から前記第2の距離に変えられる。  (もっと読む)
(もっと読む)
ブロー成形機システム
【課題】ヒータモジュールとブロー成形部の温度を個々に最適に制御して安定してブロー成形できるブロー成形機システムを提供する。
【解決手段】空気調和機12により温湿度制御される成形機械室10内にブロー成形機11を設置し、そのブロー成形機11のヒータモジュール部11aとブロー成形部11bに、それぞれ独立して排気フード30a、30bを設置し、その両排気フード30a、30bの排気ライン31a、31bに、排気ファン33a、33bを接続してヒータモジュール部11aとブロー成形部11bの周囲の空気を成形機械室10外にそれぞれ独立して排気し、かつ、ヒータモジュール部11aの排気温度を一定に制御すると共に必要に応じて空気調和機12に循環させるものである。
(もっと読む)
生分解性樹脂製品及びその成形方法及び成形装置
【課題】 使用される材料に多く割合で生分解性樹脂材料を包含し、かつ、十分なバリアー性を有し、かつ内層及び外層の結合力が実用上問題がない程度に強い生分解性樹脂製品及びその成形方法及び成形装置を提供すること。
【解決手段】 外側に生分解性樹脂層を、内側にバリアー性樹脂層を有し、外側から内側へ延びた断面において、前記外側生分解性樹脂層と前記内側バリアー性樹脂層の間であって、前記外側生分解性樹脂層側にバリアー性樹脂アンカー層を設け、前記内側バリアー性樹脂層側に生分解性樹脂アンカー層を設け、前記外側生分解性樹脂層と前記生分解性樹脂アンカー層とが連続して形成され、前記バリアー性樹脂アンカー層と前記内側バリアー性樹脂層が連続して形成されている生分解性樹脂製品。
(もっと読む)
二軸延伸ブロー成形方法
【課題】射出成形機を使用し成形設備が大掛かりでなく、成形された二軸延伸ブロー成形容器の品質が良好な二軸延伸ブロー成形方法を提供する。
【解決手段】射出成形機上で、順次、プリフォーム10を射出成形する第1工程と、成形したプリフォームを延伸温度に調整する第2工程と、ブロー成形用割型内で延伸温度に調整したプリフォームを縦方向へ延伸する第3工程と、縦方向へ延伸したプリフォームをブロー成形する第4工程と、成形された二軸延伸ブロー成形容器を取り出す第5工程とを同一ステーション内で行う。
(もっと読む)
中空成形品の製造方法及びその装置
【課題】三次元状に屈曲した中空成形品を製造する場合でも、パリソンの肉厚を均一にすることのできる中空成形品の製造方法及びその装置を提供する。
【解決手段】ダイヘッド2のパリソン吐出方向がキャビティ溝1aに対してダイヘッド2の進行方向に所定角度の鋭角をなすように、多軸ロボット6によりダイヘッド2をキャビティ溝1aの傾斜に応じて傾動させながらダイヘッド2を金型1に対して移動させるようにしたので、ダイヘッド2から吐出されるパリソンをキャビティ溝1aの傾斜に対して常に直角よりも大きい所定の角度をなすように屈曲させながら吐出することができ、その屈曲部分における内側の縮み量と外側の伸び量をそれぞれ小さくすることができる。
(もっと読む)
1 - 10 / 15
[ Back to top ]