
国際特許分類[B29C49/56]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | ブロー成形,即ちプリフォームまたはパリソンを型内で所定形状にブローするもの;そのための装置 (2,649) | 構成部品;細部または付属装置;補助操作 (1,015) | 型開き,型閉めまたはクランプ手段 (51)
国際特許分類[B29C49/56]に分類される特許
11 - 20 / 51
プラスチック容器、特にボトルをブロー成形するためのプラントの成形ユニット
各パリソン(3)からプラスチック容器(2)、特にボトルをブロー成形するプラントは、2つの金型半部(17a,17b)を有する少なくとも1つの成形ユニット(15)を備え、一方の金型半部(17a,17b)は、容器(2)をブロー成形する少なくとも2つの成形キャビティ(19)の開位置と閉位置との間を他方の金型半部(17a,17b)に対して移動可能であり、2つの金型半部(17a,17b)は、成形ユニット(15)の供給経路(P)に実質的に接する閉鎖平面(20)において閉鎖するように配向される。  (もっと読む)
(もっと読む)
薄肉射出成形品の成形金型機構。

【課題】 薄肉射出成形品(例えば薄肉レンズ)の薄肉部に溶融樹脂が回りきる金型機構を実現する。
【解決手段】 射出成形機のエジェクターロッド107に一体的に固定されたエジェクター駆動プレート108のエジェクト方向と反対の面に、頭部に入れ子120と当接する入れ子押しピン109OPを固定した入れ子押しプレート109を設け、該入れ子押しプレートを109エジェクターロッド107の軸方向に移動可能、且つエジェクター駆動プレート108方向に常時付勢し、また、金型の可動側受板105と前記エジェクター駆動プレート108の間にあって、エジェクターロッド107の軸方向に移動可能で且つエジェクター駆動プレート108方向に常時付勢されているエジェクター押しプレート113に前記エジェクターピン115を固着した。
(もっと読む)
ブロー成形機

【課題】 第1,第2のブローキャビティ型固定板と底型固定板とを同期移動させ、かつ、第1,第2のブローキャビティ型固定板に設けた圧受け部材により底型へのブロー圧を圧受けすること。
【解決手段】 ブロー成形機は、第1,第2のブローキャビティ型が固定される第1,第2のブローキャビティ型固定板20,22と、底型が固定される底型固定板30と、第1,第2のブローキャビティ型固定板及び底型固定板を型締めする駆動力を発生するモータ40と、モータの駆動力を、第1,第2のブローキャビティ固定板と底型固定板との同期移動力に変換する型締め機構50と、第1,第2のブローキャビティ型固定板に設けられ、第1,第2のブローキャビティ型の型締め時に底型固定板と係合して、前記底型へのブロー圧を圧受けする圧受け部材20A,20Bと、型締め機構50に設けられ、底型固定板を型締め位置側に移動付勢する移動付勢部材100と、を有する。
(もっと読む)
プリフォーム射出成形装置
【課題】型開閉と型締めの各駆動源を別個として高速にて型開閉しながら、成形サイクル毎に最上位にある基盤を型開閉ストローク分だけ昇降させる必要の無いプリフォーム射出成形装置を提供する。
【解決手段】プリフォーム射出成形装置は、上方から順に、上部型締め盤20、可動盤40、下部基盤10及び下部型締め盤30を有する。上部型締め盤20と下部型締め盤30は、複数のクランプシャフトで連結されて一体的に昇降する。開閉駆動手段60は、可動盤40を型開位置と型閉位置とに昇降させる。型締め手段70は、下部型締め盤30を昇降させることで、下部型締め盤30と一体で複数のクランプシャフト及び上部型締め盤20を昇降させ、上部型締め盤20の下降位置を型締め位置として設定する。圧受け部材80,90は、上部型締め20が型締め位置に設定される際に、型締め力を可動盤40に伝達し、かつ、その型締め力を圧受けする。
(もっと読む)
ブロー成形装置
【課題】小型でコンパクトに構成され、プリフォーム等の搬送を効率良く、確実に行い得るブロー成形装置を提案すること。
【解決手段】ブロー成形装置1の移送機構13は、円環状ガイドレールに沿ってプリフォーム等の保持部を備えたスライダをスライド可能に配置し、各スライダをターンテーブルの回転に応じて左右にスライドさせて、保持部に保持されるプリフォーム等の送りピッチを変更する。反転移送機構16は、ターンテーブルの回転に応じて、プリフォームを受け取って反転する動作、反転したプリフォームの口部にマンドレルを差し込む動作、ブロー成形品を受け取ってその口部からマンドレルを引き抜く動作、マンドレルを引き抜いた後のブロー成形品を反転させる動作を行う。型開閉機構33は、昇降軸による昇降運動をスライダのスライド運動に変換し、スライド運動を一対の操作アームによって型支持部材を左右に開閉する開閉運動に変換する。
(もっと読む)
ブロー成形装置の型開閉機構
【課題】ブロー成形装置の型開閉機構を、従来のように3本以上の操作アームを用いたリンク機構から構成される型開閉機構に比べて、小型でコンパクトに構成できるようにすること。
【解決手段】複数のブロー成形型29が一定の送りピッチで円環状搬送路に沿って搬送され、各ブロー成形型が左右に開閉可能な一対の成形型部材から構成されているブロー成形装置の型開閉機構33において、複数のブロー成形型29が一定の角度間隔で搭載されたターンテーブル28と、ターンテーブル28の回転に伴って昇降する昇降軸98と、昇降軸98の昇降に伴って、ブロー成形型29の開閉方向に直交する方向にスライドするスライダ100と、スライダ100のスライド運動をブロー成形型29の開閉運動に変換する一対の操作アーム103、104とを有している。
(もっと読む)
容器をブロー成形するための装置
本発明による装置は、容器をブロー成形するために用いる。まずパリソンの熱調整を行い、次にブロー成形型内でパリソンにブロー成形圧を作用させることによりパリソンを容器に成形する。少なくとも2つのブロー成形セグメントから成るブロー成形型を、担持構造物上に配置されているブローステーションの型担持体によって位置決めする。ブロー成形型に加えて底部を使用する。型担持体と底部とは双方とも機械的に位置決め可能であるように配置されている。型担持体と底部とは機械的に互いに連結されている。両型担持体のうち一方の型担持体は運動不能に、他方の型担持体は回動可能にそれぞれ担持構造部によって保持されている。底部は両型担持体のそれぞれに対し相対的に可動に配置されている。底部は型担持体に対し相対的に運動軌道部を有し、運動軌道部は、ブローステーションの縦方向に延在している成分と、縦方向に対し横方向に延在している成分との双方を備えている。 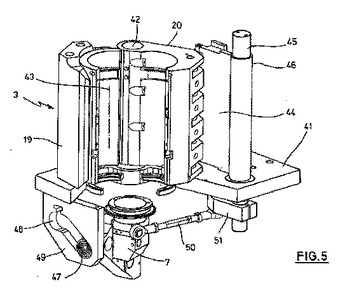 (もっと読む)
(もっと読む)
二軸延伸ブロー成形機の型締め機構
【課題】一対の延伸成形型の開閉動作の速度を高めることにより、処理速度の速い二軸延伸ブロー成形機を実現すること。
【解決手段】二軸延伸ブロー成形機1の延伸成形部5において、一対の延伸成形型51、52を開閉するための型締め機構53は、共通の揺動機構56の揺動板における揺動中心から左右対称の位置での移動を利用して、一対の延伸成形型51、52を開閉するための一対のトグルリンク機構54、55を完全に同期をとって逆方向に移動させるようにしている。従って、型開閉時に型締め機構53の各部分に偏負荷が発生することがなく、各部分の摩耗の発生、各部分への衝撃力の印加等といった弊害を回避できる。よって、円滑で迅速な型開閉動作を実現でき、結果として、二軸延伸ブロー成形機1の動作速度を高めることができる。
(もっと読む)
ブロー成形機の型締め装置
【課題】部品点数が少なく構造の簡単なブロー成形機の型締め装置を得る。
【解決手段】進退可能に対向配置された一対の型板2,3と、これを貫通する複数本のタイバー4,5と、タイバー4,5を回転させるサーボモータ6を備える。タイバー4,5は逆方向にねじ切りされた雄ねじ部17,18を有し、一方の雄ねじ部17は型板2に回転可能に設置されたボールねじナット12と嵌り合い、他方の雄ねじ部18は型板3に固定されたボールねじナット13と嵌り合う。サーボモータ6を回転させることによりタイバー4,5が回転し、型板2,3が同期して前進して型閉め及びパリソンの食い切りが行われる。
(もっと読む)
熱可塑性材料製の容器を製造するための成形装置
加熱した熱可塑性材料製の予形成体からブロー成形または延伸ブロー成形により容器を製造するための成形装置(1)であって、少なくとも2個の型ハーフ(3,4)と、これら型ハーフが互いに離れる開放位置と、互いに密着する閉鎖位置との間で移動させる駆動手段(5)とを有する少なくとも1個の成形型(2)を備え、2個の型ハーフ(3,4)を互いにヒンジ連結して、結合平面内に存在しかつ成形キャビティの軸線(Y−Y)に直交するヒンジ軸線(X−X)の周りに回転可能にし、このヒンジ軸線(X−X)は型ハーフ(3,4)の下方に配置するとともに、型ハーフ(3,4)を閉鎖位置にロックするロック手段を設けた、該成形装置(1)において、各型ハーフ(3,4)は、型ハーフ(3,4)を閉鎖位置にロックするロック手段(21)の内側表面領域(23)に衝合可能な外側表面領域(22)を有し、また前記ロック手段(21)は2個の型ハーフ(3,4)を閉鎖位置にロック可能なクランプ(25)の形式としたことを特徴とする。 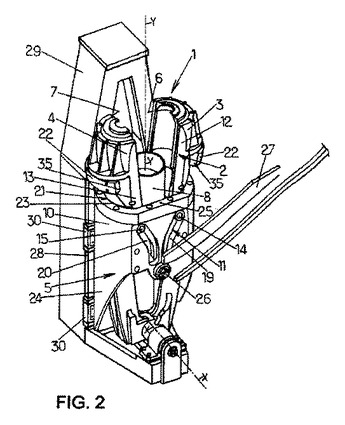 (もっと読む)
(もっと読む)
11 - 20 / 51
[ Back to top ]