
国際特許分類[B29C51/34]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 熱成形,例.マッチドモールド中におけるシートの成形または深絞りによる成形;そのための装置 (1,716) | 構成部品,細部または付属装置;補助操作 (561) | 金型 (298) | アンダーカット製品のためのもの (17)
国際特許分類[B29C51/34]に分類される特許
1 - 10 / 17
サイドホールプレス
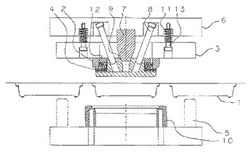
【課題】 プレスの上下に駆動するテ−ブルの動きを利用して、横方向にパンチを動かし、成形品の側面に抜き落とし穴や、切り込み加工をおこなうことを可能とする、抜き型の開発。
【解決手段】 傾斜面をもたせた二つの部品の内、一方を水平に配置した状態で、もう一方を垂直方向より、互いの傾斜面を接触させて押し進めることで、水平に配置した部品を水平方向へ移動させる原理とした構造部品を、パンチを水平に動かす手段として利用し解決する。
(もっと読む)
看板ユニット成形装置及び看板ユニット生産方法

【課題】
複数の看板ユニットにわたる模様の見栄えを向上させる看板ユニットをプレス加工により一体成形する看板ユニット成形装置を提供する。
【解決手段】
看板ユニット成形装置は、平板状材料の所定周囲部分を除く所定加工範囲を押圧し、所定周囲部分に形成されるフランジ部に対して高さを有する前面を形成するオス型と、所定加工範囲を押圧する第一の方向へのオス型の移動に伴って、平板状材料に接触して、前面の一部を周囲部分側に広げるように第一の回動方向に回動する回動部材とを備え、回動部材の第一の回動方向への回動により、前面の一部の投影面がフランジ部に重なるように側面が形成され、回動部材は、オス型の離型のための第一の方向と反対の第二の方向への移動に伴って、第一の回動方向と反対の第二の回動方向に回動して離型される。
(もっと読む)
延伸合成樹脂シートの成形方法
【課題】O−PETシート等を使用して凹陥部を有する容器を成形する方法を提案する。
【解決手段】加熱装置によって軟化させた延伸合成樹脂シートを雌金型の上に配置し、前記雌金型の内側凹部面と対向する外側凸部面が前記雌金型の凹部面形状と同じ形状の凸部面形状を有する雄金型を前記雌金型に圧入させ、前記外側凸部面で前記延伸合成樹脂シートの全面を均等に押圧する成形方法であって、前記雄金型を弾性部材で形成するようにした。また、雄金型を雌金型に圧入する工程の前に、予め真空成形法によって延伸合成樹脂シートを雌金型の内側凹部面に沿わせる工程を含むこともある。そして、雄金型の一部を構成する支持部材に対し、雄金型の外側凸部の表面に、弾性部材が所望厚さの層を有するように取り付けた。また、延伸合成樹脂シートはO−PETシートで、弾性部材は、シリコン系ゴムまたはフッ素系ゴムからなる。
(もっと読む)
シート成形容器及び複合容器
【課題】
シート成形において成形された容器の離型が容易であり、安定的に生産することが出来るシート成形容器を提供すること。
【解決手段】
底部及び側壁部を側なくとも備える樹脂製のシート成形容器であって、前記側壁部は周状に形成された膨出部を備え、前記膨出部に少なくとも一の谷部が形成されたことを特徴とするシート成形容器とすること。
(もっと読む)
加飾成形体の製造方法及び加飾成形体
【課題】加飾成形体の外表面の見映えを良くする技術の提供。また、脱型が容易な金型を利用することが可能で製造が容易な技術の提供。
【解決手段】樹脂フィルム13を樹脂成形体12における外表面12aの面縁に合わせて容易に屈曲でき、樹脂成形体12の外表面12aにおける面縁の形状を金型のキャビティーに合わせて正確に形成できる。よって外観上は樹脂フィルム13の縁を視認し難くでき、見映えを良い加飾成形体11を製造できる。また、樹脂フィルム13を圧空成形法で立体成形すれば、雄型9のみの利用で立体形成でき、脱型を容易にし、金型コストを小さくできる。
(もっと読む)
容器状成形物の製造方法及び容器状成形物
【目的】品質にバラツキのない高品質のフッ素樹脂製容器状成形物を容易且つ安価に製造することができるようにする。
【構成】 融点がX℃である熱溶融性フッ素樹脂からなる無延伸且つ単一層のシート材11を、ヒータ14で(X−60)℃〜(X+30)℃に加熱した上で、所定形状に真空成形することによって、容器状成形物12を製造する。シート材11がメルトフローレートが0.5〜20g/10分であるフッ素樹脂(PTFE樹脂を除く)で構成される場合には、シート材11の加熱温度を(X−60)℃〜X℃とする。また、シート材11がPTFE樹脂が構成される場合にあって、それが変性PTFE又はこれとPTFEホモポリマとの混合樹脂であるときにはシート材11の加熱温度を(X−30)℃〜(X+30)℃とし、PTFEホモポリマであるときにはシート材11の加熱温度をX℃〜(X+30)℃とする。
(もっと読む)
インストルメントパネルの製造方法
【課題】インストルメントパネル基材に覆った表皮がデザイン意匠となるインストルメントパネルにおいて、インストルメントパネル基材の角部で、表皮が真空成形法によりシャープなエッジ形状をインストルメントパネルの製造方法を提供する。
【解決手段】インストルメントパネル1の製造方法は、インストルメントパネル基材10に表皮20が被覆する表皮被覆部2のうち、補助成形型53で押圧して、表皮20の一部が、インストルメントパネル基材10の角部11に被覆する角部表皮被覆部6の成形にあたり、表皮側成形型52及び補助成形型53に形成された吸引孔52H,53Hを通じて、表皮20を外部から吸引する角部表皮被覆部吸引工程を備えている。
(もっと読む)
成型装置および成型方法
【課題】 製品精度を確保し得る成型装置の提供。
【解決手段】 主成型部材と、アンダーカット部を成型可能な突出部を有する補助成型部材との組合わせから構成され、補助成型部材は突出部がアンダーカット部から離型可能な傾斜角度をもって主成型部材に対して内外傾斜方向に上昇下降可能に支持されて、主成型部材側に下降した成型位置と主成型部材から上昇して突出部がアンダーカット部から側方に移動した離型位置とに切替え自在とされ、突出部がアンダーカット部に係止した状態で主成型部材に対して上昇することで突出部がアンダーカット部から側方に離れるよう主成型部材に案内されて離型位置となり、且つ突出部がアンダーカット部から離れた後は自重のみで主成型部材に対して下降して成型位置に戻る成型装置。
(もっと読む)
レンズ用成形金型およびプラスチックレンズ
【課題】品種切換えが容易であり、且つ樹脂の使用効率が高く、光学特性の優れたレンズを低コストで製作することができるレンズ用成形金型およびプラスチックレンズを提供する。
【解決手段】向かい合う2面で光学面2を形成するプラスチックレンズ1を成形するレンズ用成形金型10は、型開き方向に傾斜を持つ金型案内用斜面14a、21を有し且つレンズ用離形空間27でのレンズフランジ部成形面17、23を有する固定側金型11及び可動側金型12と、型開き方向に対してレンズ用離形空間27を中心に垂直方向へ摺動可能の一対のスライドコア14と、一対のスライドコア14それぞれに保持されて離形空間27により向かい合う光学面2を成形するための形状部15と、を備える。
(もっと読む)
シート成形方法、シート成形金型及びシート成形方法により製造された容器
【課題】プラスチックシート素材を成形して、内周面にアンダーカット部を有する成形品を成形する技術において、その型再現性を良好にする。
【解決手段】シート成形金型10は雌型12と雄型14とから構成され、雄型14は、成形品の内周面形状の一部に該当する形状を有するコア本体16と、該成形品のアンダーカット部に該当する形状を有しコア本体16に対して型開閉方向及び径方向に移動可能なスライドコア18とを有する。コア本体16とスライドコア18には、それぞれ互いに摺接可能なカム面16a、18aが形成され、該カム面16a、18aは雌型12の方に向うにつれて外径方向に向かう傾斜面となっている。雌型12と雄型14との間にシート素材を挿入させた後、型を閉めて、コア本体16及びスライドコア18と雌型12とを接近させると共に、カム面16a、18aを利用して、スライドコア18をコア本体16に対して外径方向に移動させることにより、スライドコア18によってアンダーカット部を付形する。
(もっと読む)
1 - 10 / 17
[ Back to top ]