
国際特許分類[B29C55/18]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 延伸による成形,例.ダイを通して引き抜くもの;そのための装置 (2,429) | 板またはシートの (2,215) | 表面間,例.ローラー間,で圧延するもの (56)
国際特許分類[B29C55/18]に分類される特許
21 - 30 / 56
高靱性ポリオレフィンシート
圧伸による引き続く加工により高靱性、高配向ポリオレフィンシートを形成するのに適した、凝集した事実上最高密度のポリオレフィンを製造する方法であって、下記を含む該方法:
a)計量した量のポリオレフィン粉末を、2つの逆方向に回転する加熱したカレンダーロールの間のニップに供給し;
b)該粉末を、ポリオレフィンシートの凝集した最高密度のシートが生成するまで該ニップを通して圧延し;そして
c)凝集したポリオレフィンシートが一旦、該ニップを出ると、該ニップ内の温度を調節して、特定の靱性及び伸長性を得る。かかる方法を行うための装置もまた記載される。かかる方法は、別個の費用のかかる圧縮ステップの必要性を除くだけでなく、高い融解熱を有する高靱性、高配向ポリオレフィンシートを製造するための従来の工程に従って圧伸する準備ができた、凝集したポリオレフィンシートを生成する。
(もっと読む)
光学フィルムの製造方法、光学フィルム、偏光板、光学補償フィルム、反射防止フィルムおよび液晶表示装置
【課題】液晶ディスプレイに使用した場合に十分な光学補償を実現できる、特殊な内部構造を有する光学フィルムおよびその製造方法を提供する。
【解決手段】挟圧装置を構成する第一挟圧面と第二挟圧面の間に熱可塑性樹脂を含有する組成物の溶融物を通過させて連続的に挟圧してフィルム状に成形する工程を含むフィルムの製造方法であって、前記挟圧装置によって該溶融物にかかる圧力が20〜500MPaであり、かつ、前記第一挟圧面の移動速度を前記第二挟圧面の移動速度よりも速くすることを特徴とする光学フィルムの製造方法。
(もっと読む)
熱可塑性フィルム、その製造方法、偏光板および液晶表示装置
【課題】大きな位相差の傾斜構造を有し、熱寸法変化率が改善されており、かつ、液晶表示装置に使用した際に対角線状に表示むらの発生しない熱可塑性フィルムおよびその製造方法を提供する。
【解決手段】熱可塑性樹脂を含有する組成物をダイから溶融押出しする工程と、溶融押出しされた溶融物を互いに周速の異なるチルロールとタッチロール間を通過させてフィルム状に成形する工程と、フィルム状に成形した溶融物をTg−15℃〜Tg+30℃の温度下において0.5〜15kgf/mの張力で搬送する工程と、を含むことを特徴とする熱可塑性フィルムの製造方法(但し、Tgは前記熱可塑性樹脂のガラス転移温度を表す)。
(もっと読む)
軟質シートの製造方法

【課題】効率的な軟質シートの製造方法、特に圧延工程が短縮化された軟質シートの製造方法を提供すること。
【解決手段】前記軟質シートの原料である混合物と、この溶融物が通過する断面穴を有するダイとを用意し、当該混合物を当該ダイの断面穴へ通過させることにより長尺物を成形する押出工程と、前記押出工程により成形された長尺物を切断して所定の切断物を得る切断工程と、前記切断工程により得られた所定の切断物を圧延して均一な性状のシートを成形する圧延工程とを有し、前記混合物の材料がフッ素樹脂に無機質充填材を配合した組成物であり、前記押出工程により成形された長尺物の断面形状が環状であることを特徴とする軟質シートの製造方法。
(もっと読む)
プラスチックフィルム延伸装置
【課題】従来とは異なる形式でプラスチックフィルムを延伸させる。
【解決手段】プラスチックフィルムがその長さ方向に間欠的に送られる。さらに、延伸部材および受け台がプラスチックフィルムの送り経路に設けられ、プラスチックフィルムの厚さ方向両側に配置され、互いに対向する。そして、プラスチックフィルムが一時的に停止しているとき、プラスチックフィルムの幅方向両側縁間において、延伸部材が受け台に向かって前進し、プラスチックフィルムおよび受け台に押し付けられ、プラスチックフィルムがその長さ方向に延伸される。その後、延伸部材が受け台から後退し、プラスチックフィルムから離れる。
(もっと読む)
プラスチックフィルム延伸装置
【課題】従来とは異なる形式でプラスチックフィルムを延伸させる。
【解決手段】プラスチックフィルムがその長さ方向に間欠的に送られる。さらに、延伸部材および受け台がプラスチックフィルムの送り経路に設けられ、プラスチックフィルムの厚さ方向両側に配置され、互いに対向する。そして、プラスチックフィルムが一時的に停止しているとき、プラスチックフィルムの幅方向両側縁間において、延伸部材が受け台に向かって前進し、プラスチックフィルムおよび受け台に押し付けられ、プラスチックフィルムがその長さ方向に延伸される。その後、延伸部材が受け台から後退し、プラスチックフィルムから離れる。
(もっと読む)
延伸熱可塑性ポリエステル系樹脂シートの製造方法
【課題】 本発明は、表面にしわ状の凹凸のない平滑な延伸熱可塑性ポリエステル系樹脂シートを安定的に製造することができる延伸熱可塑性ポリエステル系樹脂シートの製造方法を提供する。
【解決手段】 本発明の延伸熱可塑性ポリエステル系樹脂シートの製造方法は、長尺状の非晶状態の熱可塑性ポリエステル系樹脂シートを一対の回転するロール間に供給して圧延した後、得られた圧延熱可塑性ポリエステル系樹脂シートを上記ロールの回転速度よりも大きく且つ上記ロールの回転速度の1.2倍以下の速度で牽引することを特徴とする。
(もっと読む)
延伸熱可塑性ポリエステル系樹脂シートの製造方法
【課題】 本発明は、引抜延伸によって厚みの略均一な延伸熱可塑性ポリエステル系樹脂シートを安定的に製造することができる延伸熱可塑性ポリエステル系樹脂シートの製造方法を提供する。
【解決手段】 本発明の延伸熱可塑性ポリエステル系樹脂シートの製造方法は、長尺状の非晶状態の熱可塑性ポリエステル系樹脂シートをガラス転移温度よりも20℃低い温度以上で且つガラス転移温度よりも10℃高い温度以下に予熱した後、ガラス転移温度よりも20℃低い温度以上で且つガラス転移温度未満に維持された一対のロール間に上記熱可塑性ポリエステル系樹脂シートを供給して引抜延伸する延伸熱可塑性ポリエステル系樹脂シートの製造方法であって、上記熱可塑性ポリエステル系樹脂シートの幅方向の両端部を上記一対のロールの入口部においてガラス転移温度よりも30℃低い温度以上で且つ上記予熱温度以下に冷却することを特徴とする。
(もっと読む)
ポリオレフィンフィルムの製造法
本発明は、少なくとも500,000g/モルの重量平均分子量を持つ、粉末形態にある、出発超高分子量ポリオレフィンを等圧プレスを用いる圧縮工程に付し、圧縮されたポリオレフィンをポリマーの加工中のいずれの点でもポリマー温度が融点よりも高い値に上昇することがないような条件下でローリング工程と少なくとも1つの延伸工程に付す工程とを有する、超高分量ポリオレフィンのフィルムを製造する方法に関する。この方法は高品質の超高分子量ポリオレフィンフィルムの製造を可能とする。 (もっと読む)
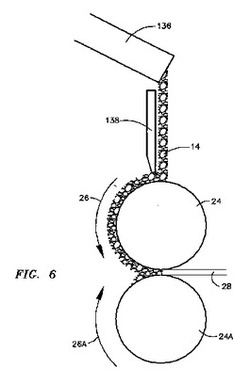
高靱性ポリオレフィンシートの製造方法及び装置
下記a)〜c)を含む、圧伸により更に加工して高靭性、高配向のフィルム、テープ、繊維又はシートを形成するのに適した、実質的に最高密度のポリオレフィンの製造方法:
a)計量した量のポリオレフィン粉末を、最も小さいポリオレフィン粉末粒子のサイズよりも小さいギャップに且つ該ポリオレフィン粉末の融点よりも高い温度に最初は設定した2つの加熱したカレンダーロールの間のニップに供給し;
b)該粉末をこれらの条件下で、凝集ポリオレフィンシートが生成されるまで該ニップを通して圧延し;そして
c)ポリオレフィンの凝集シートが一旦該ニップを出ると、該ニップ内の温度を、該ポリオレフィン粉末の融点未満の温度に下げ、そして該ギャップを、最も大きい該粉末粒子の厚さを超える所望のレベルに増加させる。
(もっと読む)
21 - 30 / 56
[ Back to top ]