
国際特許分類[B29C65/16]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 予備成形品の接合;そのための装置 (2,914) | 加圧下または非加圧下での加熱によるもの (1,788) | 波動エネルギーまたは粒子線照射を利用するもの (453) | レーザー光線 (391)
国際特許分類[B29C65/16]に分類される特許
11 - 20 / 391
レーザ包装方法及び樹脂フィルム包装製品の製造方法
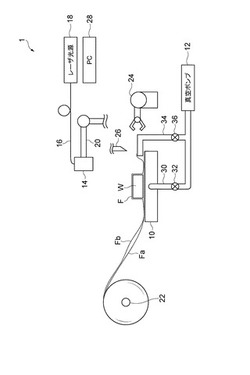
【課題】樹脂フィルムを焼損することなく樹脂フィルム同士を溶着することが可能なレーザ包装方法を提供する。
【解決手段】レーザ包装方法は、上面側に吸引孔を有するヒートシンク10上に樹脂フィルムFa、被包装物W及び樹脂フィルムFbを順次に重ねて配置する配置工程と、ヒートシンク10の吸引孔により樹脂フィルムFaを吸引することによって、樹脂フィルムFaをヒートシンク10の上面に吸着させる吸着工程と、樹脂フィルムFa,Fb間を減圧することによって、樹脂フィルムFa,Fbと被包装物Wとを密着させると共に樹脂フィルムFa,Fb同士を密着させる密着工程と、ヒートシンク10の吸引孔及び被包装物Wを避けるように、樹脂フィルムFa,Fbに対して樹脂フィルムFb側からレーザ光を照射することによって、樹脂フィルムFa,Fb同士を溶着する溶着工程とを有する。
(もっと読む)
レーザー溶着用熱可塑性樹脂組成物、成形品及び成形品の製造方法
【課題】機械的強度が良好でレーザー溶着特性に優れた熱可塑性樹脂組成物を提供する。
【解決手段】少なくとも1種のポリエステル樹脂又はポリアミド樹脂を含む熱可塑性樹脂(A)100重量部に対して、繊維長さ方向に垂直な断面が下記式による扁平率1.5以上の扁平形状であるガラス繊維(B)10〜150重量部を配合してなることを特徴とする、レーザー溶着用熱可塑性樹脂組成物。
扁平率=ガラス繊維断面の長径(D2)/ガラス繊維断面の短径(D1)
(もっと読む)
樹脂部材の接合方法

【課題】レーザー光を用いた樹脂部材の接合において、破断を抑制すると共に、所望の接合形状を安定的に得られる、樹脂部材の接合方法を提供する。
【解決手段】少なくとも一部が重なるように複数の樹脂部材を配置する工程と、回転可能な円筒状または球状のガラス製の加圧部材50で樹脂部材の重ね合わせ部を加圧しながら加圧部材50を走査させると共に、加圧部材50を介して重ね合わせ部にレーザー光Lを照射する工程とを備え、レーザー光を照射する工程では、加圧部材50と重ね合わせ部との間に、加圧部材50の加圧面よりも広い加圧面を有する相間部材40を配置することを特徴とする。
(もっと読む)
樹脂部材の接合方法
【課題】レーザー光を用いた樹脂部材の接合において破断を抑制する、樹脂部材の接合方法を提供する。
【解決手段】樹脂部材の接合方法は、少なくとも一部が重なるように複数の樹脂部材を配置する工程と、ガラス製の加圧部材50で重ね合わせ部を加圧しながら加圧部材50を走査させると共に、加圧部材50を介して重ね合わせ部にレーザー光Lを照射する工程とを備えている。照射する工程では、加圧部材50による加圧時間を3msec以上600msec以下とすることを特徴としている。
(もっと読む)
レーザビーム溶接方法及びこの方法により製造された成形部品
【課題】白色顔料着色部品をレーザビーム溶接する方法を提供する。
【解決手段】2つのプラスチック部品(A,B)をレーザ溶接する方法であって、1200〜2200nmのレーザ放射線から遠ざかる方向に向いた部品(B)は白色顔料着色量が0.5重量%以上且つ20重量%以下のプラスチック母材から成り、レーザ放射線に向いた部品(A)はプラスチック母材を備え、この方法は、(1)部品(A)の着色の有無とは関係なく、部品(A)を通るレーザビームの移動距離が10mm以下であるという条件及び(2)部品(A)の白色顔料着色量が重量%で表される場合、mmで表された部品(A)を通るレーザビームの移動距離(l)と重量%で表された白色顔料着色量の積は1.25未満であり、部品(A)を通るレーザビームの移動距離(l)が1mm以下であるという条件の下で実施される。
(もっと読む)
樹脂部品の製造方法及び樹脂部品同士の固定構造
【課題】光透明樹脂で形成された部品と光吸収樹脂で構成された部品の部品同士の固定部が見栄えを損なうことなく観視者に違和感を与えないような固定構造及びそのような部品の製造方法を提供することにある。
【解決手段】光吸収部材10の、切欠部を有しない第1立壁部12と切欠部18を有する第2立壁部13により形成された溝部16に光透明部材1の脚部3を挿入して嵌合部45を形成し、嵌合部45の光透明部材1側から、第2立壁部13の切欠部18に露出した光透明部材1の脚部3に向かって一回目のレーザ照射を行い第1立壁部12と脚部3との仮融着接合固定を行い、切欠部18に露出した脚部3の一回面のレーザ照射とは異なる位置に二回目のレーザ照射を行って本溶融接合固定とした。
(もっと読む)
レーザ照射による樹脂部材の溶融接合方法
【課題】光透過性樹脂部材と光吸収性樹脂部材とをレーザ照射により溶融接合するにあたり、作業効率が良好で且つ溶融接合領域全域に亘って均一な接合状態を確保することができる溶融接合方法を提供することにある。
【解決手段】第1のレーザスキャンヘッド30から発するレーザ光L1によって第1のレーザ走査経路C1を走査照射し、第2のレーザスキャンヘッド35から発するレーザ光L2によって2レーザ走査経路C2を走査照射し、第1のレーザ走査経路C1及び第2レーザ走査経路C2においてレーザ光L1とレーザ光L2がオーバーラップして走査照射する領域A及びBにおける走査照射速度を、レーザ光L1又はレーザ光L2が単独で走査照射する領域における走査照射速度の2倍の速度とした。
(もっと読む)
樹脂フィルム接合体の製造方法
【課題】 接合部分の段差を小さくし、光吸収剤を塗布する工程を必要とせず、さらに光吸収剤が異物として付着することを抑制しつつ、効率的に、樹脂フィルム部材同士を接合して樹脂フィルム接合体を作製し得る樹脂フィルム接合体の製造方法を提供する。
【解決手段】 樹脂フィルム部材の端面同士を突き合わせて接合して樹脂フィルム接合体とする樹脂フィルム接合体の製造方法であって、用いるレーザー光の波長に対して前記樹脂フィルム部材よりも光吸収率が高く、算術平均粗さ(Ra)が0.5μm未満である表面を有する光吸収部材を用い、前記端面同士が突き合わせられた部分を前記表面に当接させ、前記光吸収部材にレーザー光を照射して発熱させることにより、前記樹脂フィルム部材の端面同士を熱溶着させ、前記光吸収部材から、突き合わせられた部分を剥離して、樹脂フィルム接合体とすることを特徴とする樹脂フィルム接合体の製造方法。
(もっと読む)
樹脂フィルム接合体の製造方法
【課題】 接合部分の段差を小さくし、光吸収剤を塗布する工程を必要とせず、さらに光吸収剤が異物として付着することを抑制しつつ、効率的に、樹脂フィルム部材同士を接合して樹脂フィルム接合体を簡便に製造し得る樹脂フィルム接合体の製造方法を提供する。
【解決手段】 樹脂フィルム部材の端面同士を突き合わせて接合して樹脂フィルム接合体とする樹脂フィルム接合体の製造方法であって、用いるレーザー光の波長に対して前記樹脂フィルム部材よりも光吸収率が高く、水に対する接触角が60°以上である表面を有する光吸収部材を用い、前記端面同士が突き合わせられた部分を前記表面に当接させ、前記光吸収部材にレーザー光を照射して発熱させることにより、前記樹脂フィルム部材の端面同士を熱溶着させ、前記光吸収部材から、突き合わせられた部分を剥離して、樹脂フィルム接合体とすることを特徴とする樹脂フィルム接合体の製造方法。
(もっと読む)
樹脂フィルム接合体の製造方法
【課題】 接合部分の段差を小さくし、光吸収剤を塗布する工程を必要とせず、さらに光吸収剤が異物として付着することを抑制しつつ、効率的に、樹脂フィルム部材同士を接合して樹脂フィルム接合体を簡便に製造し得る樹脂フィルム接合体の製造方法を提供する。
【解決手段】 樹脂フィルム部材の端面同士を突き合わせて接合して樹脂フィルム接合体とする樹脂フィルム接合体の製造方法であって、用いるレーザー光の波長に対して光吸収率が高く、300℃の温度環境下で安定性を有する表面を備えた光吸収部材を用い、前記端面同士が突き合わせられた部分を前記表面に当接させ、前記光吸収部材にレーザー光を照射して発熱させることにより、前記樹脂フィルム部材の端面同士を熱溶着させ、前記光吸収部材から、突き合わせられた部分を剥離して、樹脂フィルム接合体とすることを特徴とする樹脂フィルム接合体の製造方法。
(もっと読む)
11 - 20 / 391
[ Back to top ]