
国際特許分類[B29C70/06]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 複合材料,すなわち補強材,充填材,あるいは予備成形部品からなるプラスチック材料,例.挿入物の成形 (1,218) | 補強材のみを含むもの,例.自己強化プラスチック (1,200) | 繊維状の補強材のみ (1,074)
国際特許分類[B29C70/06]の下位に属する分類
母材の中に異なる形状の繊維補強材が組み合わされて含まれ,一層以上の層をなしており,非補強層があるもの,あるいはないもの。
繊維状の補強材の構造に特徴があるもの (540)
国際特許分類[B29C70/06]に分類される特許
431 - 440 / 534
繊維強化プラスチック構造体
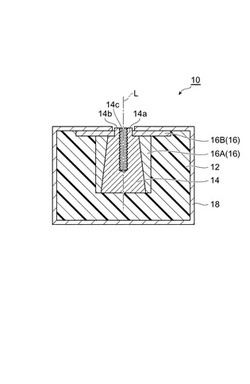
【課題】 FRP構造体において、金属製インサートとFRP製インサートとの間で剥離が生じても、強固な締結状態が損なわれることを防止可能とする。
【解決手段】 繊維強化プラスチック構造体10は、コア部材12と、コア部材を覆う繊維強化プラスチック製の外皮部材18と、コア部材の外部から内部まで延設された棒状の部材であって、外部に露出した一端には、取付対象物に締結するための締結部が形成され、外部から内部に進むほど、軸線に垂直な断面積が拡大する抜け止め部が形成されている、金属製の第1インサート部材14と、第1インサート部材の抜け止め部と係合する係合部が形成されている、繊維強化プラスチック製の第2インサート部材16と、を備える。
(もっと読む)
繊維強化プラスチック構造体

【課題】 エネルギー吸収性能を向上したFRP構造体を提供する。
【解決手段】 FRP構造体10は、固化されたマトリックス樹脂17と、マトリックス樹脂により形状維持された第1強化繊維基材15と、マトリックス樹脂に接合され、引張り力の増大に応じてマトリックス樹脂から剥離した本数が増加する複数の第2繊維16と、で構成されている。第2繊維16は、複数の異なる繊維長さを有する複数種類の第2繊維16A,16B,16C,16Dを含んでいるため、引張り力の増大に応じてマトリックス樹脂から剥離した本数が増加する。
(もっと読む)
編組を用いて製造する繊維複合部品
【課題】軽量で、荷重を適切に担うことができ、従来の金属部品に替えて使用することができるような繊維複合部品を、効率的に、低コストで製造することができるようにする。
【解決手段】繊維複合部品(1)が、凹面として形成された少なくとも1つの端面(4、5)を有するコア材(2)を備えており、その端面に貫通開口(12又は13)が近接配置されており、前記コア材(2)の両側の横側面(6、7)または両側の縦側面(8、9)と、前記貫通開口(12、13)の外周のうちの前記コア材(2)に接していない側の外周とを、編組により形成された繊維複合材(18)がループ状に囲繞している。
(もっと読む)
角部を有するFRP製中空部材の成形方法
【課題】
複雑な形状を有するFRP製中空部材、特に、角部を有する様な中空部材を、内圧成形法で容易に一体的に成形する方法を提供すること。
【解決手段】
角部を有するFRP製中空部材の成形方法であって、成形型のキャビティ内表面にプリプレグを積層・敷設し、このプリプレグで形成される中空部分に圧力バッグを挿入し、内圧成形法により一体成形する方法において、前記積層・敷設されたプリプレグの層間で且つ成形型のキャビティ内表面の角部に対応する部分に、プリプレグで被覆された樹脂ブロックを配置して成形する成形方法。
(もっと読む)
FRP製部材
【課題】 高い切り欠き強度を有するFRP製部材を提供する。
【解決手段】 少なくとも一つ以上の切り欠きを有する繊維強化複合材料(FRP)製部材であって、引張破断伸度が異なる2種以上の補強繊維を含み、応力集中領域において、弾性主軸方向に配向されている全補強繊維体積に占める、弾性主軸方向に配向されている補強繊維Aの体積割合VA1が、応力集中領域外において、弾性主軸方向に配向されている全補強繊維体積に占める、弾性主軸方向に配向されている補強繊維Aの体積割合VA2よりも高く、かつ、VA2が0.1以下であるFRP製部材。
補強繊維A:FRP製部材に含まれる補強繊維の中で最も引張破断伸度の高い補強繊維
応力集中領域:切り欠き端部より弾性主軸と直行する方向に(式1)で定義される距離d(mm)以内の領域
【数1】
V0:FRP製部材中の全補強繊維体積に占める、弾性主軸方向に配向されている補強繊維の体積割合
(もっと読む)
テープ貼付経路設定方法及びプログラム並びにテープ貼付装置
【課題】長尺状のテープを対象物に貼り付ける場合に、しわの発生を防ぐとともに、テープの隙間や重複を許容値内に抑えること。
【解決手段】対象物に長尺状のテープを貼付する場合において、テープの中心線が対象物の測地線に一致するように、テープ貼付経路を設定する。
(もっと読む)
ゲージの小さなタイヤプライを製造する装置および方法
【課題】ゲージ厚さが小さく、端部数が小さいコード間隔の補強プライを作る装置および方法を提供する。
【解決手段】ゲージ厚さが小さく、25.4mm(1インチ)当たりの端部数が小さいプライ層10が、カレンダ装置またはクロスフィード押し出し装置を用いて形成できる。複数のコード12の各外周面の頂部が、外側のゴム層14の表面と同一平面内にあってもよく、外側のゴム層14の表面から突出していてもよい。任意に設けることができるゴムの表面被覆は、製造中にコード12が押しのけられるのを防ぐために、複数のコード12を覆っている。
(もっと読む)
複合材料の構造要素、特にコネクティングロッドの上に、突出部を作製する方法
本発明は、複合繊維からなる1次層(N1、...、N7)の積層物から少なくとも局所的に作られており突出部を形成するための少なくとも1つの延長部(113)を画定する複合材料の構造要素上に、突出部を作製する方法を提供する。この方法は、少なくとも延長部において1次層を分離する工程と、その1次層の間に中間層(116)を挿入する工程を含む。 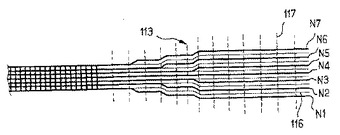 (もっと読む)
(もっと読む)
複合材料コネクティングロッドの作製方法
本発明は、互いに滑ることが可能なように重ね合わせて結合された複数の1次層から構成される複合繊維布帛から、対向する2つの縁部(112)を有するパターン(110)を切り抜く工程と、1次層が互いに滑って2つの縁部に面取り形状を付与するように、パターンをチューブに巻く工程と、面取り形状の縁部を重ね合わせて接合する工程とを含む、複合材料コネクティングロッドの作製方法に関する。  (もっと読む)
(もっと読む)
ツールアセンブリ、航空機の翼、航空機の翼および翼外板の製造方法、ならびに複合積層体を製造するためのシステム
【課題】 一系統群の航空機の翼を元の翼のモデルに基づいて製造するための方法およびシステムを提供する。
【解決手段】 航空機の複合翼および他の構造を製造するための方法およびシステムをここに開示する。この発明の一実施例に従った複合積層体を製造する際に使用するツールアセンブリは、可動支持システムによって担持されたツールプレートを含む。ツールプレートは、繊維強化樹脂材料を支持し、繊維強化樹脂材料の外側モールド線(OML)を規定するよう構成されたツール表面を含む。可動支持システムは、コントローラからの信号に応答してツール表面の形状を自動的に変更し、完成部品のOMLを変えて、特定の用途に適合するよう構成されている。一実施例では、可動支持システムは、ツールプレートに動作可能に結合された複数のテレスコープ式作動装置を含み得る。
(もっと読む)
431 - 440 / 534
[ Back to top ]