
国際特許分類[B29C70/10]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 複合材料,すなわち補強材,充填材,あるいは予備成形部品からなるプラスチック材料,例.挿入物の成形 (1,218) | 補強材のみを含むもの,例.自己強化プラスチック (1,200) | 繊維状の補強材のみ (1,074) | 繊維状の補強材の構造に特徴があるもの (540)
国際特許分類[B29C70/10]の下位に属する分類
短繊維を使ったもの,例.マット状の (2)
相当な長さの,あるいは連続した長さの繊維を用いたもの (369)
国際特許分類[B29C70/10]に分類される特許
41 - 50 / 169
航空機のプロペラ羽根
翼形構造体(20)を備える航空機のプロペラ羽根(10)であって、翼形構造体は、糸の三次元織りによって得られた、マトリックスによって緻密化された少なくとも1つの繊維強化材と、多孔性剛性材料で製作された、所定形状の形状化部品(140)とを備え、強化材は、プロペラ羽根の前縁(20a)内の連続織りによって相互に連係された少なくとも2つの半体を備え、2つの半体は前記形状化部品(140)のまわりにぴったりと嵌ることを特徴とする、羽根。 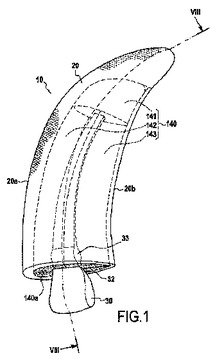 (もっと読む)
(もっと読む)
熱硬化性マトリックス中のCNT浸出繊維
構造支柱は、円筒形コアと前記コア内の内層と外層とを含む。前記内層及び外層は、熱硬化性マトリックス中のCNT浸出繊維材料を含む。複合材料は、熱硬化性マトリックスと約20から約500ミクロンまでの範囲又は約0.1から約15ミクロンまでの範囲の長さのCNTを有するCNT浸出繊維材料とを含む。後者の範囲において、CNTは複合材料の約0.1重量パーセントから約5重量パーセントまで存在する。構造支柱を製造する方法は、円筒形マンドレルの周囲に第1のCNT浸出繊維を前記マンドレルの軸に対して略平行に湿式巻き付けすることと、前記第1のCNT浸出繊維の周囲にベースライン層を前記マンドレルの軸と実質的に非平行な角度で湿式巻き付けすることと、前記ベースライン層の周囲に第2のCNT浸出繊維を前記マンドレルの軸に対して略平行に湿式巻き付けすることとを含む。 (もっと読む)
ケースの製造方法、及びケース

【課題】各織物25の幅を大きくしなくても、ファンケース1の強度低下を抑えつつ、軸長の長いファンケース1を製造すること。
【解決手段】(N+2)種類の組み合わせの複数の織物25をマンドレル7の成形面S側に順次巻付けることにより、軸方向の位置が異なる(N+2)種類の継ぎ目Jを有しかつファンケース1の最終形状と同形状の成形体1Fを成形すること。
(もっと読む)
繊維強化複合材料用プリフォームの縫合装置及び縫合方法
【課題】幅が変化する形状のプリフォームの場合にも生産性を向上できるようにする。
【解決手段】移送方向Rへのプリフォーム11の移送に伴い、作業幅領域S1に対応するプリフォーム11の幅(移送方向Rと直交する方向のプリフォーム11の長さ)が変化して(作業幅領域S1の幅が変化して)或るステッチ針16が作業幅領域S1から外れた場合、第1支持ブロック15及び第2支持ブロック20が下動されてステッチ針16及び第1接触プレート211が実線で示す作業位置から鎖線で示す退避位置に切り換え配置される。又、糸ガイド33が実線で示す作業位置から鎖線で示す退避位置に切り換え配置されると共に、第2接触プレート411が実線で示す作業位置から鎖線で示す退避位置に切り換え配置される。
(もっと読む)
繊維プリフォーム、繊維強化コンポジットおよびその製造方法
【課題】織り繊維プリフォーム(100,200)、プリフォーム(100,200)を組み込んだ強化コンポジット、およびそれらの製造方法の提供。
【解決手段】織りプリフォーム(100,200)は、多数のたておよびよこの糸あるいはファイバを含む。それらの糸あるいはファイバは、織り込むことにより、連続的ならせんファブリック(50)を形成する。らせんファブリック(50)は、アルキメデスらせんの形をとる。プリフォーム(100,200)のよこ糸は、一様なあるいは可変性のひピッチ、または一様なあるいは可変性の分離角度をもつ。アルキメデスらせんのらせんファブリック(50)は、集合あるいは巻くことにより、円錐形シェル構造を形成する。その構造は、スピンナあるいは出口コーンの一部になり得る。らせんファブリック(50)は、差動テークアップ機構を備える織機で織り得る。
(もっと読む)
繊維強化複合材料
【課題】優れた強度及び耐衝撃性を兼ね備えた繊維強化複合材料を提供することにある。
【解決手段】強化繊維とマトリクス樹脂とからなる繊維強化複合材料であって、該強化繊維が、単繊維繊度が10〜45dtex、結晶化度が55〜70%の芳香族ポリアミド繊維であることを特徴とする繊維強化複合材料とする。
(もっと読む)
FRP積層体の成形方法
【課題】UDプリプレグの端材が発生することを防止してFRP積層体のコスト低減に寄与するとともに、擬似等方性を有するFRP積層体を容易に得ることができるFRP積層体の成形方法を提供する。
【解決手段】一定の幅LのUDプリプレグ4を生成する工程と、UDプリプレグ4を裁断して、第一の形状たる一辺の長さLの正方形の基材1を生成する工程と、基材1の四隅を、基材1の隣り合う各辺の中点を結ぶ各線分X1〜X4に沿って折り曲げて、第二の形状たる一辺の長さ(√2)×L/2の正方形の積層基材1aを生成する工程と、一定の幅(√2)×L/2のUDプリプレグ6を生成する工程と、UDプリプレグ6を裁断して、第二の形状たる正方形の基材2を生成する工程と、積層基材1aと、繊維方向の位相を90°ずらして配置した二つの各基材2a・2bと、を積層して、第二の形状たる正方形のFRP積層体11を成形する工程と、を備える。
(もっと読む)
繊維強化複合材料のプリフォーム及びその製造方法
【課題】プリフォームを三次元繊維構造体で構成した場合に、形状保持性及び繊維束のほつれ防止性を付与するバインダ繊維が繊維強化複合材料の成形型に貼り付くことによる脱型不良の発生を防止する。
【解決手段】プリフォームは組糸12及び芯糸13で組織された三次元ブレイディング11で構成され、組糸12は連続繊維の繊維束14の外側にバインダ繊維15が螺旋状に巻き付けられた糸条16で形成されている。バインダ繊維15は三次元ブレイディング11の内部に位置し、かつ繊維束14に融着している。繊維束14に対するバインダ繊維15の巻き付けピッチは、組糸12が三次元ブレイディング11の表面に露出する部分12aの長さより大きく、かつ、バインダ繊維15が三次元ブレイディング11の内部側にのみ位置する巻き付け状態となるように設定されている。
(もっと読む)
繊維強化複合材料のプリフォーム及びその製造方法
【課題】曲げ部を有するプリフォームを取り扱う場合に曲げ部やその近傍が変形し難く、そのプリフォームを使用した繊維強化複合材料の曲げ部における強度低下を抑制することができる繊維強化複合材料のプリフォームを提供する。
【解決手段】プリフォーム11は、連続繊維からなる二次元繊維基材が複数積層されて少なくとも2軸配向となる積層繊維群が、曲げ部11aと平面部11bとが連続する立体的な形状に形成されている。二次元繊維基材はバインダ繊維14bにより互いに接合されており、曲げ部11aのバインダ繊維量が他の部分のバインダ繊維量より多い。二次元繊維基材は、連続繊維からなる繊維束14aの外側にバインダ繊維14bが螺旋状に巻き付けられた強化繊維14で織られた織物で構成されている。
(もっと読む)
ドライ繊維プリフォームの自動生産のための方法及び装置
本発明は、樹脂浸透法による負荷担持複合部材製造用として意図される長尺織布プリフォームを製造するための装置及び方法に関する。
より具体的には、本発明の主題である装置及び方法は、例えば、航空機機体フレーム又はフレームセグメントの実現のために意図される事実上円形のプリフォーム製造用として設計される。
本発明は、同一平面には無い少なくとも二つのウィングを含む形状を有するプリフォームを製造するために、長尺形状の長さ全体に亘って、少量の結合剤を含む繊維性バンドをゆっくりと連続的に積層するための方法を提供する。
(もっと読む)
41 - 50 / 169
[ Back to top ]