
国際特許分類[B29C70/10]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 複合材料,すなわち補強材,充填材,あるいは予備成形部品からなるプラスチック材料,例.挿入物の成形 (1,218) | 補強材のみを含むもの,例.自己強化プラスチック (1,200) | 繊維状の補強材のみ (1,074) | 繊維状の補強材の構造に特徴があるもの (540)
国際特許分類[B29C70/10]の下位に属する分類
短繊維を使ったもの,例.マット状の (2)
相当な長さの,あるいは連続した長さの繊維を用いたもの (369)
国際特許分類[B29C70/10]に分類される特許
11 - 20 / 169
糸条、シート状の強化繊維基材、プリフォーム及び繊維強化複合材料の製造方法
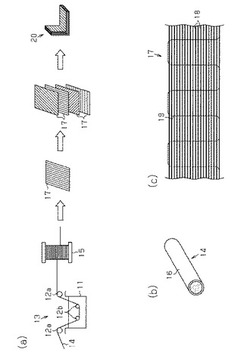
【課題】シート状の強化繊維基材を賦形して形成されたプリフォームの形体安定性を確保するために必要なバインダーの使用量を、粉末のバインダーを使用した場合に比べて減らす。
【解決手段】糸条14を、熱可塑性のエポキシ樹脂を主成分とし、かつ収束剤及びバインダーの機能を兼ね備えた樹脂組成物のエマルジョンで処理、乾燥するサイジング処理により前記樹脂組成物の被膜16が表面に形成された糸条14が得られる。その糸条14で形成されたシート状の強化繊維基材17が積層された状態で賦形されてプリフォーム20が形成される。
(もっと読む)
強化繊維基材、プリフォーム、繊維強化複合材料及び強化繊維基材の製造方法並びに繊維強化複合材料の製造方法

【課題】強化繊維基材を賦形して形成されたプリフォームの形体安定性を確保するために必要なバインダー機能と、プリフォームから製造される繊維強化複合材料の靭性強化機能とを有するバインダーの使用量を、粉末のバインダーを使用した場合に比べて減らす。
【解決手段】繊維強化複合材料の強化材となるプリフォーム17は、繊維束の表面が、主鎖にエポキシ樹脂骨格を有しかつ側鎖にヒドロキシ基、エステル基およびアミド基から選択される少なくとも1の基を備えた熱可塑性の樹脂組成物により膜状に被覆されている強化繊維基材11からなる。前記樹脂組成物は50%以上がフェノキシ樹脂からなる。
(もっと読む)
繊維複合材料およびそれを用いたサンドイッチ材
【課題】耐衝撃性が求められる用途および部材に好適な繊維複合材料を提供する。
【解決手段】繊維Aおよび繊維Bと、熱可塑性樹脂とを含む繊維複合材料であって、繊維Aは融点が200℃以上で引張破断ひずみが5%以上の有機繊維であり、繊維Bは200℃×10分乾熱収縮率が1%以下であり、繊維A100体積部に対し、繊維Bは10〜100体積部であり、複合材料中に繊維Aと繊維Bの絡合糸を含んでいる繊維複合材料。
(もっと読む)
ドライプリフォーム、複合材料からなる環状構造体、及びその製造方法
【課題】高強度且つ軽量で、形成が容易であり、且つ、設計の自由度の高い環状ドライプリフォーム及びこれを用いた複合材料からなる環状構造体を提供する。
【解決手段】マンドレル20の外周に捲回され、マンドレル20の環方向(0°方向)と交差する方向(+θ方向)と平行に引き揃えられ、マンドレル20の環方向で少なくとも一周は継ぎ目なく連続した強化繊維からなる第1の強化繊維層11を設ける。
(もっと読む)
強化プラスチック構造体、強化プラスチック構造体の製造方法、構造体、風車ブレードおよび風車
【課題】部材が独立して動くことによるずれが生じにくく、かつ設置場所へ容易に設置することが可能な強化プラスチック構造体、強化プラスチック構造体の製造方法、構造体、風車ブレードおよび風車を提供することを目的とする。
【解決手段】本発明に係る強化プラスチック構造体は、一面側から厚さ方向に形成された複数の切れ目3を有する板状の合成樹脂材2と、合成樹脂材2の他面側に貼付されたシート材4とを有する層部材を備え、層部材が複数積層されている。
(もっと読む)
複合構造体
【課題】航空機翼のエーロフォイルに好適に使用され、
角部において荷重を効果的に伝達できる複合構造体を提供する。
【解決手段】第1のセクション、第2のセクション、及び第1のセクションと第2のセクションとを接合する湾曲した角部を含む複合構造体であって、繊維強化プライのスタックを含み、該スタックは、第1のセクションから角部の内側を曲がって第2のセクションへ延びる第1の外側プライと、第1のセクションから角部の外側を曲がって第2のセクションへ延びる第2の外側プライとを含み、不連続的な第1の内側プライが、第1の外側プライ及び第2の外側プライ間に挟まれ、該構造体の内部で途切れており、第2のセクション内よりも第1のセクション内に該第1の内側プライが多く位置しており、第2の内側プライが第1の外側プライ及び第2の外側プライ間に挟まれた複合構造体。
(もっと読む)
FRP構造体
【課題】面内強度を向上でき、かつ表面平滑性に優れたFRP構造体を提供する。
【解決手段】繊維強化布を幅方向に接続して成形されたFRP構造体であって、0゜方向層11と90゜方向層12とを有する繊維強化布1どうしを突き合わせ、その突き合わせ部の90゜方向層12の上に、90゜方向層の一方向帯布2を直接重ねて一体成形したFRP構造体。
(もっと読む)
ガラス繊維強化プラスチックの製造方法、及びガラス繊維強化プラスチック
【課題】ガラスロービングに含まれ得る導電性異物の検出を確実に行うことにより、電気絶縁性に優れたガラス繊維強化プラスチックを効率よく且つ確実に製造する技術を提供する。
【解決手段】ガラスロービング2を用いたガラス繊維強化プラスチックの製造方法であって、ガラスロービング2は、複数本のガラスフィラメントからなるストランド1がロール状に巻回されたものであり、ガラスロービング2からストランド1を解舒する解舒工程と、解舒したストランド1を検出器10に通過させる通過工程と、検出器10の信号に基づいて、ストランド1に含まれる異物を検出する検出工程と、異物を含むストランド1を選択的に取り除く除去工程と、除去工程を経たストランド1に樹脂を含浸させる含浸工程と、樹脂含浸後のストランド1を成形する成形工程と、を包含する。
(もっと読む)
フィラメントワインディング成形用炭素繊維およびその製造方法
【課題】糸幅が均一な扁平形状で、解舒に際してその断面形状を矩形に保ったまま、糸幅が均一で糸束が回転することなく引き出され、樹脂含浸後、マンドレルなどに巻き上げた際に、糸幅の変動を生じない特徴を有し、FW成形やヤーンプリプレグ成形に適した炭素繊維およびその製造方法を提供すること。
【解決手段】ストランド引張強度が4000MPa以上、ストランド引張弾性率が225GPa以上350GPa以下であり、フィラメント数が15000〜60000、単糸繊度が0.25〜0.8dtexである炭素繊維束をボビンに巻き上げた炭素繊維パッケージであって、ボビン上糸幅が3.5×10−4〜7.5×10−4mm/dtexであり、明細書に記載される条件で炭素繊維束を解舒したときの解舒時の糸幅の変動率がCV値で10%以下であり、かつ解舒時の糸幅の平均値に対して75%未満の糸幅を有する部分が5/1000m以下であることを特徴とするフィラメントワインディング成形用炭素繊維である。
(もっと読む)
繊維強化プラスチック板及びその製造方法
【課題】圧縮強度が大きな繊維強化プラスチック板及びその製造方法を提供する。
【解決手段】繊維強化プラスチック板1は、マトリックス樹脂2と、マトリックス樹脂2を強化する複数の繊維束4とを備える。繊維束4は、繊維強化プラスチック板1の板厚方向に略直交する方向に積層されている。
(もっと読む)
11 - 20 / 169
[ Back to top ]