
国際特許分類[B29D29/00]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックまたは可塑状態の物質からの特定物品の製造 (3,594) | ベルトまたはバンドの製造 (302)
国際特許分類[B29D29/00]の下位に属する分類
コンベアベルト (7)
有歯駆動ベルト (82)
V字形断面を有する駆動ベルト (31)
国際特許分類[B29D29/00]に分類される特許
51 - 60 / 182
耐熱性樹脂ベルト、及び、その製造方法、定着装置、並びに、画像形成装置
【課題】ポリイミド樹脂シートの両端部を接着してなる無端状ベルト基材の接合部分周囲に、貼り合わせ部の段差解消のために接着剤のはみ出しを生じさせた場合であっても、無端状ベルト基材とその外側に形成された層との間に永続的で、かつ、強固な密着力が得られる耐熱性樹脂ベルトを提供する。
【解決手段】耐熱性樹脂シートを接着剤で円筒状に接着して構成されてなる円筒状基体の外側に、弾性層、及び、離型層が、この順に積層されてなる耐熱性樹脂ベルトにおいて、前記円筒状基体の外表面の耐熱性樹脂シートを構成する樹脂と前記接着剤を構成するポリマーとに、モノマーをグラフト重合によって形成された密着性向上膜を有している耐熱性樹脂ベルト。
(もっと読む)
エレベータベルト形成方法
例示的なエレベータベルト形成方法は、複数のテンション部材の各々が他のテンション部材とは別に個々にコーティングされるように、ジャケット材料の個々のコーティングを各テンション部材に適用するステップを含む。個々のコーティングの一部は、テンション部材を固定して所望の配列とし、エレベータベルトの外形状を構成する単一のジャケットを形成するように互いに接合される。 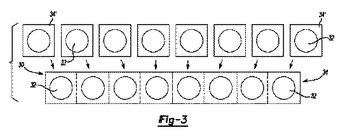 (もっと読む)
(もっと読む)
ゴム成分(A)と基布(B)とを強固に加硫接着した筒状成形品及びその製造方法。
【課題】基布上にゴムを強固に接着した筒状成形品及びその製造方法の提供。具体的には回転式ゴム印用の無端印字ベルトの製造時に、補強布とゴムとの煩雑な接着工程を必要としない製造方法の提供。
【解決手段】ゴム成分と基布を、接着剤を塗布することなしに強固に加硫接着した筒状成形品。射出成形用金型のキャビティ内に、表面を基布で被覆した中芯を貫通させて、この基布上にゴムを射出成形し、加硫することで加硫接着をさせる筒状成形品の製造方法。
(もっと読む)
エンドレスベルトの製造方法

【課題】 転写ベルト13の製造時に、ベルト本体の端部側に皺(歪み)が発生してしまうことを抑制する。
【解決手段】 ベルト本体13Aの端部から中央側にずれた位置にガイドベルト13Bを配置してベルト本体13Aとガイドベルト13Bとを接着した後、ベルト本体13Aのうちガイドベルト13Bより端部側の領域を切断除去する。これにより、ガイドベルト13Bが設けられた部位を挟んで両側に、接着層が形成されていない非接着部位が存在することとなる。したがって、接着剤が硬化して収縮する際に、接着層の両側に設けられた非接着部位により、接着層が他の部位に比べて大きく収縮してしまうことが抑制されるので、転写ベルト13の製造時に、ベルト本体13Aに大きな歪みが発生することを抑制できる。
(もっと読む)
ベルト成形体の成形装置、及び、ベルト成形体の成形方法
【課題】ベルト輪状体の積層成形工程から帆布の巻き付け工程までを一つの装置で一貫して実行できる、ベルト成形体の成形装置を提供する。
【解決手段】上記ベルト成形体7は、圧縮ゴム層2と心線3、伸張ゴム層4を含む積層物であるベルト輪状体5に帆布6を被覆して成る。上記成形装置100は、前記ベルト成形体7と嵌合する溝27を外周に有する成形型10と、前記帆布6を前記成形型10の上記溝27上に供給する帆布供給部11と、前記圧縮ゴム層2に相当するV芯36を前記帆布6の外周側に供給するV芯供給部12と、前記心線3を前記V芯36の外周側に供給する心線供給部13と、前記伸張ゴム層4に相当する上芯47を前記心線3の外周側に供給する上芯供給部14と、を備える。
(もっと読む)
熱可塑性樹脂ベルト及びその製造方法
【課題】ベルト背面にフッ素系樹脂フィルムを強固に貼着することのできる熱可塑性樹脂ベルト及びその製造方法の提供。
【解決手段】熱可塑性樹脂によりベルト本体3を形成する。ベルト本体3の背面側に表面接着処理を施したフッ素系樹脂フィルム6を配置する。ベルト本体3及びフッ素系樹脂フィルム6を加温して、ベルト本体3を構成する熱可塑性樹脂の溶融粘度を105〜106poiseの範囲に設定する。ベルト本体3及びフッ素系樹脂フィルム6を一定時間加圧する。ベルト本体3及びフッ素系樹脂フィルム6を加圧したまま冷却する。ベルト本体3の背面にフッ素系樹脂フィルム6が貼着される。
(もっと読む)
ベルト押し延ばし型マンドレル
【課題】旋盤等の装置の中心線上で大きなベルトを精度よく保持することが可能なマンドレルを提供し、そうしたベルトを嚢状部材無しで低コストに製造できるようにする。
【解決手段】筒状の芯軸1の両端にそれぞれ円形プレート3,5の対を配置し、隣り合った2個の円形プレートに面するようプレート3又は5の表面に溝6を形成し又は予め形成しておき、その溝6内にOリング7を配することによってマンドレルを形成する。ボルトでプレート3・5間を締め付けるとOリング7が変形してプレート3,5の周から部分的に出っ張るので、締め付けが均等であれば、このマンドレルに筒状で金属製のシート10を装着したとき、マンドレルとシート10の間の間隔が十分均等になる。更に、シート10の周りにベルト11を介しベルト基材12を装着又は形成し、その上に被覆を形成することによって、被覆付のベルトが得られる。
(もっと読む)
ベルトの製造方法、ベルト搬送装置および画像形成装置
【課題】パターン列が形成された搬送ベルトの製造に要する時間と手間を軽減できる製造方法を提供する。
【解決手段】載置された記録紙Sを搬送するための搬送ベルト15の製造方法は、位置に関する情報を示すパターン32,34が連続したパターン列30を、一の方向に沿って板状のベルト基材20に形成する形成工程と、前記一の方向と交差し、それぞれが対向する前記ベルト基材20の対向する一方の端部と他方の端部を接合する接合工程と、を備え、前記形成工程は、前記接合工程よりも前に実行する。
(もっと読む)
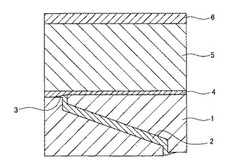
定着ベルト及びその製造方法
【課題】工程数を削減して、製造コストを低減することができる定着ベルト及びその製造方法を提供する。
【解決手段】耐熱シートを複数積層し接着してなるベルト基材11と、ベルト基材11の外側に設けられたトナー離型層12とを有する円筒状の定着ベルト10において、ベルト基材11が複数の耐熱シートを、熱可塑性樹脂からなる接着層14を介し積層して形成され、トナー離型層12が熱可塑性樹脂からなり、ベルト基材11の接着層14とトナー離型層12とを一度の加熱で同時に溶融して、ベルト基材11の耐熱シートを接着すると共に、ベルト基材11にトナー離型層12を固定した。
(もっと読む)
ベルトの製造方法
【課題】延び難く周長の変化が少ないベルトの製造方法を提供する。
【解決手段】ベルトの製造方法が、結晶性熱可塑樹脂で形成された繋ぎ目の無いシームレス状の基体を、周方向にテンションが加わるように張架した状態で、式(1)に示す熱処理温度(Te1)で保持する熱処理工程を有する。
Tg≦Te1≦Ts (1)
(Tg:熱可塑性樹脂のガラス転移点、Te1:熱処理温度、Ts:熱可塑性樹脂の軟化点)
(もっと読む)
51 - 60 / 182
[ Back to top ]