
国際特許分類[B29K105/08]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29B,B29CまたはB29Dに関連する成形材料,あるいは補強材,充填材,予備成形部品用の材料についてのインデキシング系列 (15,254) | 成形品の条件,形態または状態 (5,244) | 補強材,充填材または挿入物を有するもの (2,753) | 連続長の,例.コード,ロービング,マット,織物,ストランド,ヤーン (1,374)
国際特許分類[B29K105/08]の下位に属する分類
配向されたもの (60)
国際特許分類[B29K105/08]に分類される特許
31 - 40 / 1,314
フィラメントワインディング装置
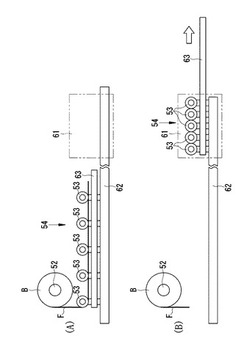
【課題】ガイドの清掃を効率よく、短時間で行うことのできるフィラメントワインディング装置を提供する。
【解決手段】繊維束Fを案内する複数のガイド53と、ガイド53を清掃するための清掃部61と、を備え、ガイド53を清掃する場合に、ガイド53を清掃部61に移動させて清掃する。ガイド53の清掃をガイド53が配置された位置で行うのではなく、清掃部61が配置される特定の位置にガイド53を移動させ、その位置でガイド53の清掃を行うため、ガイド53の清掃を効率よく、短時間で行うことができる。
(もっと読む)
フィラメントワインディング装置

【課題】各繊維束ガイド91・92よりも広い幅の繊維束Fをライナー1の外周面1Sに巻き付けることができ、ライナー1の部位に応じて繊維束Fの幅Wfを変えて巻き付けることができるフィラメントワインディング装置を提供することである。
【解決手段】ライナー1の回転軸Raに対して略垂直方向に伸縮する第1繊維束ガイド91及び第2繊維束ガイド92を放射状に設けた第1ヘリカルヘッド43及び第2ヘリカルヘッド44を備え、ライナー1を回転させながら第1ヘリカルヘッド43及び第2ヘリカルヘッド44を通過させることでライナー1の外周面1Sに繊維束Fを巻き付けていくフィラメントワインディング装置100において、第1繊維束ガイド91及び第2繊維束ガイド92からライナー1の外周面1Sに供給される繊維束Fの経路上で、繊維束Fに接触して繊維束Fの幅Wfを拡げる第1拡張ガイド48及び第2拡張ガイド49を具備する。
(もっと読む)
フィラメントワインディング方法及びフィラメントワインディング装置
【課題】ライナーに繊維層が形成されているか否かに関わらず、フープ巻きを開始する際に、繊維束の甘巻きやコンビ巻きを不要として、フープ巻きに要する時間を短縮する。
【解決手段】フープ巻きを開始する場合には、フープ巻きの開始位置Mにおいて、繊維束Fの巻き付け位置WPを保持部53からライナー1に移動させ、ライナー1への繊維束Fのフープ巻きを開始する巻き付け開始動作を行う。フープ巻きを終了する場合には、フープ巻きの終了位置Nにおいて、繊維束Fの巻き付け位置WPをライナー1から保持部53に移動させ、保持部53に繊維束Fを巻き付けて繊維束Fを保持させる退避動作を行う。
(もっと読む)
織物基材及び繊維強化複合材料
【課題】強化繊維のクリンプが無く、しかも形態保持性及び賦形性が良く繊維強化複合材料の強化繊維基材に適した織物基材を提供する。
【解決手段】織物基材10は、繊維束からなり互いに平行に配列された複数の強化繊維用経糸11と、繊維束からなり互いに平行にかつ強化繊維用経糸11と交差する方向に配列された複数の強化繊維用緯糸12とを備えている。強化繊維用緯糸12より細い糸条からなり、強化繊維用緯糸12と同方向に延びる補助緯糸13は、強化繊維用経糸11に対して強化繊維用緯糸12の反対側に配列されている。強化繊維用経糸11より細い糸条からなる補助経糸14a,14bは、強化繊維用経糸11と同方向に延びかつ強化繊維用経糸11同士の間に配列され、強化繊維用緯糸12に係合した状態での折り返し及び補助緯糸13に係合した状態での折り返しが混在した状態で配列されている。
(もっと読む)
繊維強化樹脂材の製造方法
【課題】熱可塑性樹脂からなる非連続繊維樹脂材の一部を熱可塑性樹脂からなる連続繊維補強材で補強してなる繊維強化樹脂材の製造に際し、安価な方法で、非連続繊維樹脂材と連続繊維補強材の間を高い強度で接続することのできる繊維強化樹脂材の製造方法を提供する。
【解決手段】成形型10のキャビティC内に予備加熱されて軟化した熱可塑性樹脂からなる連続繊維補強材J1’を収容し、キャビティC内にさらに溶融する熱可塑性樹脂からなる非連続繊維樹脂材J2’をチャージし、予備加熱され、かつ、軟化した連続繊維補強材J1’や溶融する非連続繊維樹脂材J2’よりも相対的に硬い押し込みピンPが成形型10の内部からキャビティC内に押出されて連続繊維補強材J1’と非連続繊維樹脂材J2’を跨ぐように押し込まれ、硬化した連続繊維補強材J1が非連続繊維樹脂材J2の一部を補強してなる繊維強化樹脂材Jを製造する方法である。
(もっと読む)
繊維強化複合コア及びパネル
【課題】繊維強化コアパネルが、波形に広がることも、また横向きのウェブと交差することもできるウェブを形成するようにロービング層を螺旋状に巻き付けたプラスチック発泡体のストリップから形成される。
【解決手段】施巻ストリップは、間隔を置いて配置されるストリップと交互にすることができ、またストリップ間のスペーサーはウェブの座屈強度を増す。間隔を置いて配置されるストリップ間の連続巻着ロービングは、補強された縁部を有するパネルを形成するために折りたたむことを可能にする。連続施巻ストリップを螺旋状に包んで環状構造物を形成し、また複合パネルは、熱硬化性樹脂と熱可塑性樹脂の両方を併用することができる。連続施巻ストリップ又はストリップ切断材は、スキン材料を受け取って補強複合パネルを形成することができる成形装置中へ長手方向又は横方向のどちらかで連続的に送り込むことができる。
(もっと読む)
樹脂シート製造装置、樹脂シート製造方法、樹脂シートおよび表示素子用樹脂基板
【課題】本発明の課題は、表面の凹凸が従来より低減された樹脂シートを提供することである。
【解決手段】本発明に係る樹脂シート製造装置200は、送り部210と、張り合わせ部230と、硬化部240とを備える。送り部210は、樹脂前駆体シート130を一方向に送る。樹脂前駆体シート130は、樹脂前駆体を含むシートである。張り合わせ部230は、樹脂前駆体シート130に支持体140を張り合わせる。硬化部240は、張り合わせ部230と同じ位置、または、張り合わせ部230の樹脂前駆体シート130の送り方向下流側であって張り合わせ部230の近傍の位置に配置される。また、硬化部240は、樹脂前駆体シート130の少なくとも幅方向の両端部分または両端付近部分の樹脂前駆体を硬化させる。
(もっと読む)
均一な厚みを有する薄肉成形体およびその製造方法
【課題】強化繊維と熱可塑性樹脂とを含む繊維強化複合材料から構成され、表面が平滑であり、均一な厚さを有する薄肉成形体およびその製造方法を提供する。
【解決手段】平均繊維長が5mm以上100mm以下の強化繊維と熱可塑性樹脂とを含む繊維強化複合材料から構成される薄肉成形体であって、
強化繊維体積含有率(Vf=100×強化繊維の体積/(強化繊維の体積+熱可塑性樹脂の体積))が5〜80%であり、
1.5mm以下の均一な厚みを有し、
下記式(1)
臨界単糸数=600/D (1)
(ここでDは強化繊維の平均繊維径(μm)である)
で定義される臨界単糸数以上で構成される強化繊維束(A)について、強化繊維全量に対する割合が20Vol%以上99Vol%以下であることを特徴とする薄肉成形体。
(もっと読む)
繊維強化複合板の成形方法
【課題】繊維強化複合板の少なくとも一方の面に金属板を当接させた状態で成形を行うことによって、繊維強化複合板の一部が破断したり、繊維強化複合板の一部にくびれ等の局所的不規則変形が生じたりすることがなく、繊維強化複合板を容易に、短時間で、かつ、低コストで安定的に変形させることができ、種々の形状の良質な成形品を安価で大量に生産することができるようにする。
【解決手段】繊維強化複合材から成る板状の繊維強化複合板を一対の金型を備える成形装置10によって成形する成形方法であって、前記繊維強化複合板を、その表面又は裏面の少なくとも一方に金属板を当接させた状態で、前記一対の金型の間に挟み込んで成形を行い、成形後に前記金属板を前記繊維強化複合板から取り外す。
(もっと読む)
高圧ガスタンク、及び高圧ガスタンクの製造方法
【課題】繊維強化層を構成するフープ層において巻きの乱れが生じておらず、高い耐圧強度を有する高圧ガスタンクを提供する。
【解決手段】この高圧ガスタンク1は、繊維強化層3が、少なくともその一部において、タンクライナ2の中心軸に対し略垂直な面に沿ってカーボン繊維7が巻き付けられてなるフープ層3aを有しており、フープ層3aをタンクライナ2の中心軸に対して垂直な面で見た場合において、その面に現れるカーボン繊維7の断面形状の周方向に沿った長さが、カーボン繊維7の直径の20倍以上である。
(もっと読む)
31 - 40 / 1,314
[ Back to top ]