
国際特許分類[B29K105/22]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29B,B29CまたはB29Dに関連する成形材料,あるいは補強材,充填材,予備成形部品用の材料についてのインデキシング系列 (15,254) | 成形品の条件,形態または状態 (5,244) | 補強材,充填材または挿入物を有するもの (2,753) | 挿入物 (634) | 金属製の (246)
国際特許分類[B29K105/22]に分類される特許
31 - 40 / 246
射出成形用金型及び複合品の製造方法
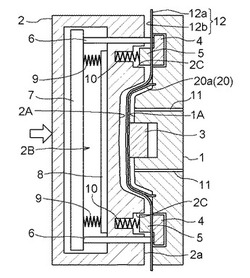
【課題】金属製材料の表面の加飾と裏面の樹脂部の成形とを良好に行うことができる射出成形用金型及び複合品の製造方法を得る。
【解決手段】凸状部20aを有する金属体20の表面に加飾層を形成するとともに、金属体20の裏面に樹脂部が形成された複合品の製造に用いる射出成形用金型であって、金属体20を配置する第1型1と、第1型1と型締めして、第1型1と金属体20との間に樹脂注入用のキャビティを形成する第2型2と、第1型1と第2型2との型締め前に、転写シート12を第2型2の型面から離間する位置に配置するとともに、転写シート12を金属体20の凸状部20aに押し付けつつ、凸状部20aに沿って接触させる加飾シート保持機構と、を備えた。
(もっと読む)
燃料電池用セパレータの製造方法および搬送装置

【課題】金属板に樹脂部品をモールド成形して燃料電池用セパレータを製造する際、予備加熱した金属板を射出成形機に搬送する際に外気の影響を受け、予備加熱した金属板の温度がばらついてしまい樹脂部品の寸法精度が低下する課題を解決する。
【解決手段】予備加熱された金属板を射出成形機に搬送する搬送工程において、前記金属板は前記搬送装置に備えられた加熱手段で加熱されながら搬送される。
(もっと読む)
無機充填剤を高充填した樹脂組成物の圧縮成型品の製造方法
【課題】無機充填剤が高充填されることにより、高い熱伝導率を有する圧縮成型品の製造方法を提供すること。
【解決手段】樹脂(a)、及び無機充填剤(b)を少なくとも含有する樹脂組成物(c)を圧縮成型する工程を含む樹脂成型品(d)の製造方法において、該樹脂組成物(c)中の該無機充填剤(b)の体積充填率(A)と該圧縮成型品(d)中の該無機充填剤(b)の体積充填率(B)とが、B/A≧1.05を満足することを特徴とする前記圧縮成型品の製造方法。
(もっと読む)
薄層樹脂被覆鋼管およびその製造方法
【課題】被覆樹脂層全体の厚さを300μm以下に押出し成形して成り、使用済み後は鋼管と樹脂を分離することなく、そのまま廃棄処分することができる薄層樹脂被覆鋼管およびその製造方法を提供する。
【解決手段】電縫鋼管10の表面の溶接ビートが除去処理され、次いでサイジングミルにより鋼管10の外周面の真円度を数十ミクロン単位に高める成形加工が行なわれ、この鋼管10の外周面に接着剤が塗布され、その上に多層ダイスにより鋼管10全周面へ均等厚さに押出された被覆樹脂層2を順次に複数層被覆して、被覆樹脂層2全体の厚さが300μm以下に押出し成形され、管軸方向に均等断面に構成されている。
(もっと読む)
ポリブチレンテレフタレート樹脂組成物および成形品
【課題】衝撃強度、加水分解性および粘度安定性に優れ、さらには低温と高温試験を繰り返すヒートサイクル性に優れるため、金属がインサートされた機械機構部品、電気電子部品または自動車部品に有用なポリブチレンテレフタレート樹脂組成物および成形品を提供する。
【解決手段】(A)ポリブチレンテレフタレート樹脂100重量部に対して、(B)(B1)エチレン(共)重合体および(B2)無水マレイン酸またはメタクリル酸グリシジル0.01〜15重量%を共重合したエチレン共重合体から選択される一種以上のエチレン系樹脂0.5〜50重量部および(C)(C1)単官能のグリシジルエステル化合物の少なくとも一種と(C2)グリシジルエーテル化合物の少なくとも一種のエポキシ化合物0.1〜6重量部からなるポリブチレンテレフタレート樹脂組成物。
(もっと読む)
複合押出成形品及びその製造方法
【課題】装飾カバー部とモール本体部とを一体化したベルトモールディングの湾曲や反りを防止しながら端末に加工や処理を容易に施すことができるようにする。
【解決手段】ベルトモールディング10は、モール本体部12の外面形状のうちの装飾カバー部11の内面に対向する部分が装飾カバー部11の内面形状の相似的縮小形に形成されて、装飾カバー部11の内部空間内にモール本体部12の一部が非接着状態で嵌め込まれていて、装飾カバー部11とモール本体部12がそれぞれ相手部材に対して長手方向には移動が許容されて長手方向と交差する方向には移動が阻止されている。更に、モール本体部12の長手方向の一方の端末を所定の長さだけ切断してモール本体部12の長さを装飾カバー部11の長さよりも短くすることで、装飾カバー部11の端末にモール本体部12が存在しない端末段差部が形成されている。
(もっと読む)
複合品、射出成形用金型及び複合品の製造方法
【課題】金属体と樹脂部との意匠性の良さを共に活かすことができ、且つ、一体性を高くする。
【解決手段】開口部2aを有する金属体2と、開口部2aを充填するように、金属体2の裏面の一部に射出成形により一体的に成形された樹脂部3とを備え、金属体2は、樹脂部3に埋設されるように、開口部2aの周縁から一体的に立ち上がるアンカー部2bを含む。
(もっと読む)
電子写真用弾性ローラの製造方法
【課題】寸法精度、特には振れの小さいローコストな電子写真用弾性ローラの製造方法を提供する。
【解決手段】
軸芯体の両端部を鉛直方向に把持固定し中心軸の傾きを補正し、環状スリットを有する環状塗工ヘッドを用いて、軸芯体を鉛直方向に移動させ環状スリットから未硬化の弾性層材料を吐出して軸芯体外周上に塗工し硬化させる電子写真用弾性ローラの製造方法において、
前記吐出塗工前に、軸芯体の中心軸を基点座標として軸芯体の長手方向における最大振れ座標を検出する軸芯体振れ座標検出工程;
前記吐出塗工時に、環状塗工ヘッドの中心位置を基点座標から最大振れ座標の方向に一定の割合で移動し、最大振れ座標を検出した軸芯体の長手方向位置に環状塗工ヘッドが到達した後は環状塗工ヘッドの中心位置を基点座標の方向に一定の割合で移動する塗工時環状塗工ヘッド位置補正工程;
を有する方法。
(もっと読む)
射出成形用金型及び複合品の製造方法
【課題】金属製材料の表面の加飾と裏面の樹脂部の成形を簡易に行うことができる射出成形用金型及び複合品の製造方法を得ることを目的としている。
【解決手段】金属体20の裏面に樹脂部30が成形され、その樹脂部30の成形と同時に金属体20の表面が加飾シートFにより加飾された複合品の製造に用いることができる射出成形用金型であって、金属体20が配置される第1キャビティ面が形成された第1型1と、金属体20の表面に沿った形状を有する第2キャビティ面が形成され、第1型1との型締めによって金属体20と第1キャビティ面との間に樹脂部30に対応したキャビティを形成する第2型2と、金属体20の裏面に対向するように第1キャビティ面に形成された、キャビティVに溶融樹脂を射出するゲート4とを備えた。
(もっと読む)
芯材の製造方法及びトリム材の製造方法並びに芯材
【課題】トリム材に埋設される芯材に補強用変形部を効率良く形成できるようにすると共に、補強用変形部による芯材の剛性を十分に確保できるようにする。
【解決手段】スリッタローラ30で帯状金属板28の幅方向に延びるスリットを長手方向に所定間隔で形成して芯材片部を形成するスリット形成工程を実行した後、圧延ローラ31で帯状金属板28のうちのスリットが形成されていない部分を圧延してスリットを長手方向に拡大して空間部を形成する圧延工程を実行して、芯材片部と空間部とを有する一次芯材14Aを形成する。この後、変形部形成ローラ33で一次芯材14Aの幅方向に延びる補強用の凸状変形部と凹状変形部を長手方向に交互に繰り返し形成する変形部形成工程を実行する。この際、凸状変形部と凹状変形部を一次芯材14Aの長手方向に沿う断面が連続的にS字状(空間部を介して連続するS字状)になるように形成する。
(もっと読む)
31 - 40 / 246
[ Back to top ]