
国際特許分類[B29K105/22]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29B,B29CまたはB29Dに関連する成形材料,あるいは補強材,充填材,予備成形部品用の材料についてのインデキシング系列 (15,254) | 成形品の条件,形態または状態 (5,244) | 補強材,充填材または挿入物を有するもの (2,753) | 挿入物 (634) | 金属製の (246)
国際特許分類[B29K105/22]に分類される特許
81 - 90 / 246
繊維強化樹脂補強鋼板の製造方法及び繊維強化樹脂補強鋼板
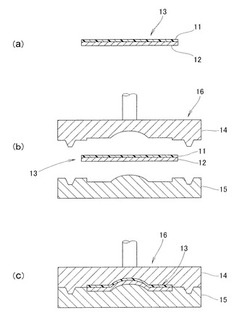
【課題】少ない工程で短時間に製造することができる繊維強化樹脂補強鋼板の製造技術を提供することを課題とする。
【解決手段】鋼板12に繊維強化樹脂を貼り合せて補強した繊維強化樹脂補強鋼板の製造方法において、硬化させる前の未硬化繊維強化樹脂11の少なくとも一面に鋼板12を貼合せ未硬化樹脂鋼板13を得る工程と、得られた未硬化樹脂鋼板12を所定の形状に成形する工程と、未硬化樹脂鋼板13に被溶接材を載せ、この被溶接材と鋼板12とで未硬化繊維強化樹脂11を挟んだ形態で被溶接材を鋼板12に溶接する工程と、得られた溶接物を硬化させる工程とからなることを特徴とする。
【効果】未硬化樹脂鋼板を所定の形状に加工する。繊維強化樹脂が未硬化であるため、1の工程で繊維強化樹脂及び鋼板を成形することができる。工程数を削減することができ繊維強化樹脂補強鋼板を短時間で製造することができる。
(もっと読む)
ポリブチレンテレフタレート樹脂組成物
【課題】冷熱サイクル環境での高度な耐久性等の性能と、シリコーンゴムとの接着性を両立させたポリブチレンテレフタレート樹脂組成物を提供する。
【解決手段】(A)ポリブチレンテレフタレート樹脂100重量部に対し、(B)コア層がアクリル系ゴムで構成されており、平均粒子径が2μm以上であるコアシェル型ポリマー5〜30重量部、(C)ガラス繊維20〜100重量部を配合してなる、シリコーンゴムとの接着性に優れたポリブチレンテレフタレート樹脂組成物。
(もっと読む)
樹脂製回転体の製造方法及び樹脂製回転体成形用半加工品の製造方法

【課題】1つの補強用繊維基材だけを用いた場合であっても、金属製ブッシュの外周部に設けた回り止め部と補強用繊維基材との結合強度を向上させた、信頼性の高い樹脂製回転体の製造方法を提供する。
【解決手段】 抄造装置を用いて、金属製ブッシュ2の外周部の周囲に補強繊維を集積させて1以上の突出部4Aを含む金属製ブッシュ2の外周部を囲む補強繊維集積体を形成する。プレス装置を用いて、補強繊維集積体を回転軸の軸線方向に圧縮して補強用繊維基材5を形成する。補強用繊維基材5に樹脂を含浸させ、樹脂を硬化して樹脂成形体6を形成する。
(もっと読む)
樹脂製回転体及びその製造方法、樹脂製回転体成形用半加工品及びその製造方法並びに補強用繊維基材成形用金型
【課題】 金属製ブッシュの外周部に設けた回り止め部と補強用繊維基材との結合強度を向上させた、信頼性の高い樹脂製回転体の製造方法を提供する。
【解決手段】 補強用繊維基材5を形成するために、多数の補強繊維が集まって構成され且つ中央部に金属製ブッシュの外周部が嵌る貫通孔を備えた筒状の補強繊維集積体8を形成する。補強繊維集積体8を金属製ブッシュ2の外周部に嵌める。金属製ブッシュ2の外周部に嵌めた補強繊維集積体8を、金属製ブッシュ2の外周部に向かう方向と軸の軸線方向とに圧縮する。
(もっと読む)
タッチパネル一体型樹脂成形体
【課題】タッチパネルの変形を抑えて構造精度を向上させたタッチパネル一体型樹脂成形体を提供する。
【解決手段】電子機器の筐体を構成する樹脂成形体の射出成形時にタッチパネルを金型内にインサートして一体成形したタッチパネル一体型樹脂成形体であって、タッチパネルは、入力面とは反対側に平板状の支持基板を有し、支持基板の裏面側には欠損部が設けられ、当該欠損部に支持基板より高い剛性を有する補強部材が嵌め込まれている。
(もっと読む)
金属モール付きガラス及びその製造装置
【課題】モール付きガラス及びその製造装置の提供。
【解決手段】ガラス11及びこのガラス11の周囲を部分的に囲う金属モール12を型51に配置し、型51に形成されるキャビティ53内に溶融樹脂を流し込み、金属モール12、ガラス11及び樹脂が一体形成された金属モール部14と、ガラス11に樹脂だけが一体形成された樹脂モール部15とを備える金属モール付きガラス10において、この金属モール付きガラス10は、金属モール部14の一端と樹脂モール部15の一端とが交差している交差部17、18を含み、この交差部17、18において、金属モール12は、樹脂モール部15に臨む部分が切欠かれていることを特徴とする。
【効果】溶融樹脂が交差部を通過する際に、溶融樹脂は切欠きを通って金属モール部から樹脂モール部へ流れる。このため溶融樹脂を円滑に流し込むことができ、金属モールが溶融樹脂により動かされる心配はなくなる。
(もっと読む)
生分解性樹脂成形品およびその製造方法
【課題】簡単な構造で断熱効果を実現しつつ環境の悪化を回避することができる生分解性樹脂成形品およびその製造方法を提供する。
【解決手段】生分解性樹脂成型品14では、本体21の表面は断熱材22で被覆される。簡単な構造で断熱効果が実現される。しかも、接着剤23は例えば加熱処理で溶融する。本体21の表面から断熱材22は容易に引き剥がされる。加えて、生分解性樹脂材料から形成される本体21は例えば土の中で容易に分解される。廃棄物の発生は防止される。その他、例えばサーマルリサイクルにあたって、本体の焼却時に石油系樹脂材料の焼却時に比べて二酸化炭素の排出量は半分程度に抑制される。環境の悪化は回避される。
(もっと読む)
樹脂製回転体の製造方法及び樹脂製歯車、樹脂製回転体成形用半加工部品の製造方法
【課題】1つの補強用繊維基材だけを用いた場合であっても、金属製ブッシュの外周部に設けた回り止め部と補強用繊維基材との結合強度を向上させた、信頼性の高い樹脂製回転体の製造方法を提供する。
【解決手段】補強用繊維基材5を形成するために、多数の補強繊維が集まって構成され且つ中央部に金属製ブッシュの外周部が嵌る貫通孔を備えた筒状の補強繊維集積体8を形成する。補強繊維集積体8を金属製ブッシュ2の外周部に嵌める。金属製ブッシュ2の外周部に嵌めた補強繊維集積体8を前記軸の軸線方向に圧縮する。この圧縮は、補強繊維集積体が内径方向と外径方向へ所定以上に広がるのを規制した状態で実施する。
(もっと読む)
筐体および電子機器
【課題】2種類の部材を強固に一体化しながらも筐体の小型化および薄型化ができる筐体を提供する。
【解決手段】第1の融解点を有する第1の材料にて形成される第1の部材5と、第1の融解点より低い第2の融解点を有する第2の材料から形成される第2の部材6とを有する筐体100の製造方法において、第1の部材5の端部5aが折り曲げられ当該端部5aが第2の部材6の内部に埋没する埋没箇所Zと、第1の部材5および第2の部材6が互いに一方の面のみにて接合する接合箇所Yとを連続して形成し、第1の部材5の端部5aの折り曲げ方向は、第1の部材5の接合箇所Yにおける第2の部材6との接合方向とし、第1の部材5の端部5aの折り曲げ開始位置5cは、埋没箇所Zと接合箇所Yとの境界位置Wにて形成するものである。
(もっと読む)
筐体の製造方法および金型
【課題】2種類の部材を強固に一体化しながらも筐体の小型化および薄型化ができる筐体の製造方法を提供する。
【解決手段】第1の融解点を有する第1の材料にて形成される第1の部材5と、第1の融解点より低い第2の融解点を有する第2の材料から形成される第2の部材6とを有する筐体100の製造方法において、第1の部材5の端部5aが折り曲げられ当該端部5aが第2の部材6の内部に埋没する埋没箇所Zと、第1の部材5および第2の部材6が互いに一方の面のみにて接合する接合箇所Yとを連続して形成し、第1の部材5の端部5aの折り曲げ方向は、第1の部材5の接合箇所Yにおける第2の部材6との接合方向とし、第1の部材5の端部5aの折り曲げ開始位置5cは、埋没箇所Zと接合箇所Yとの境界位置Wにて形成するものである。
(もっと読む)
81 - 90 / 246
[ Back to top ]