
国際特許分類[B29K21/00]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29B,B29CまたはB29Dに関連する成形材料,あるいは補強材,充填材,予備成形部品用の材料についてのインデキシング系列 (15,254) | 不特定のゴムを成形材料として使用 (1,121)
国際特許分類[B29K21/00]に分類される特許
21 - 30 / 1,121
ゴムロール製造機およびゴムロールの製造方法
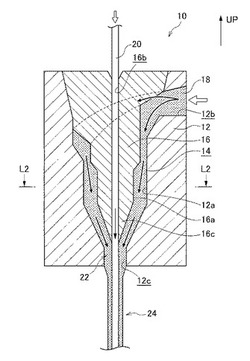
【課題】ゴムロールの肉厚ムラを抑制するようにしたゴムロール製造機を提供する。
【解決手段】円筒状を呈する外側ダイ12と、外側ダイ12との間に環状を呈する環状流路14が形成されるように外側ダイ12の内側に配置され、環状流路14を形成する部分において外側ダイ12の内周面12aよりもゴム材18に対する摩擦係数が大きい外周面16aを有し、さらに導電性軸体20を挿通させるための挿通孔16bが中心部に形成される内側ダイ16と、環状流路14から流れてくるゴム材18を挿通孔16bから出てくる導電性軸体20に接触させ、ゴム材18および導電性軸体20を一体化して外部に排出するための排出部22と、を有するように構成する。
(もっと読む)
タイヤ成形用部材の溝付け装置、タイヤ成形用部材の製造装置および製造方法

【課題】シート状未加硫ゴムの生産設備を停止させることなく、溝付けロールの交換が可能な技術を提供する。
【解決手段】突条を備えた溝付けロールを有し、搬送路に沿って搬送されるシート状未加硫ゴム表面に突条を押し付けることができる溝付け位置に溝付けロールを配置して、未加硫ゴム表面にエア逃がし用溝を形成する装置であって、回転軸と、回転軸に取り付けられる複数種の溝付けロールと、回転軸を昇降させて溝付けロールを溝付け位置に進入または退避させる昇降手段とを備え、溝付け位置における溝付けロールを他の溝付けロールに変更するときには、回転軸を上昇させて溝付けロールを溝付け位置から退避させ、回転軸を回転させた後、回転軸を降下させることにより、他の溝付けロールを溝付け位置に配置し、溝付けロールを使用しないときには、回転軸を上昇させて溝付けロールを溝付け位置から退避させる装置。
(もっと読む)
タイヤ加硫方法、及びタイヤ加硫機
【課題】不活性ガスを循環させるタイヤ加硫方法において、消費エネルギーを減らし、かつ、タイヤの生産性を高くする。
【解決手段】供給配管21を介してタイヤTの内部空間にガス(不活性ガス)を供給する供給工程と、戻り配管31を介してタイヤTの内部空間からガスを排出する排出工程と、回転式の循環装置60により戻り配管31を流れるガスを供給配管21へ供給する循環工程と、循環装置60を介して循環するガスを加熱装置52により加熱する加熱工程と、内圧出口ガス温度センサTC31(出口ガス温度センサ)により戻り配管31を流れるガスの温度を検出する出口ガス温度検出工程と、回転数減少工程とを備える。回転数減少工程は、内圧出口ガス温度センサTC31の検出温度が回転数減少温度T1(第1温度)以上の場合、内圧出口ガス温度センサTC31の検出温度が回転数減少温度T1未満の場合よりも、循環装置60の回転数をコントローラ70により減らす工程である。
(もっと読む)
ブラダーおよびそれを用いたタイヤ製造方法
【課題】カーカス層のスプライス部の存在に起因してサイドウォール部において発生する凹凸構造(バンピーサイド故障)を低減する空気入りタイヤの提供。
【解決手段】タイヤ成形時に使用するブラダーのカーカススプライス部が当接する部分に凹部を形成する。タイヤ成形時にブラダーに設けたこの凹部にカーカススプライス部を配置し、このカーカススプライス部にブラダーの凹部を、インナーライナー層を介して当接した状態で、ブラダー内部から加圧流体を供給しブラダーをインフレートして、グリーンタイヤを加硫する。このブラダー凹部は少なくともタイヤサイドウォール部内面に当節する範囲のブラダー部位に配置される。ブラダー凹部のサイズに関しては、タイヤ周方向長さはカーカススプライス長さの1〜5倍であり、凹部の最大深さはカーカス層厚さの0.5〜3倍であることを特徴とする。
(もっと読む)
ゴムローラの押出し成形機
【課題】芯金周囲のゴム材料にバリが生じたとしても、安定してゴムコーラの成形を行うことのできるゴムローラの押出し成形機を提供する。
【解決手段】ゴムローラの押出し成形機100は、芯金1を連続してクロスヘッド3に送り込むとともに、溶融状態のゴム材料2をクロスヘッド送り込み、ゴム形成体7をクロスヘッド3の出口3aから押し出す。押出し成形機3には、ゴム形成体7の外径を測定する外径測定器10と、各芯金1の端部が、外径測定装置10を通過する端部通過期間を測定する芯金位置計算器13と、が設けられている。また、芯金1とゴム材料2との少なくとも一方のクロスヘッド3への送り込み速度の制御を行う制御系は、フィードバック制御を、端部通過期間以外の期間に行う第1のモードと、該第1のモードとは異なる第2のモードと、により行う。端部通過期間以外の期間に端部通過期間に行う第1のモードによる制御を行う。
(もっと読む)
未加硫ゴムの押し出し方法及び押し出し制御装置
【課題】押し出し再開の初期段階において、未加硫ゴムの形状や重量を早期に安定させ、不具合品の発生を抑制することができる未加硫ゴムの押し出し方法及び押し出し制御装置を提供する。
【解決手段】押し出し機により押し出された一定形状の未加硫ゴムを搬送コンベア上に載せて搬送する未加硫ゴムの押し出し方法であって、未加硫ゴムが充填された押し出し機が停止した後に押し出しを再開する時に、未加硫ゴムが一定形状を保つように予め定められた一定の搬送速度で、所定時間または所定長さ未加硫ゴムを搬送する未加硫ゴムの押し出し方法。および前記のように制御する制御手段を備えている未加硫ゴムの押し出し制御装置。
(もっと読む)
ゴム押出成形装置
【課題】エアー溜まりの形成が抑制された高品質なタイヤが得られうる、ゴムシートを成形するゴム押出成形装置1の提供。
【解決手段】このゴム押出成形装置1は、その吐出部にダイプレート8を備えており、このダイプレート8の口金14のゴム吐出流路12の内面に、ゴムの吐出方向に延びる4本以上16本以下の凸条15が形成されており、この凸条15が、ゴム吐出流路12の幅方向に間隔をおいて並んでおり、これらの凸条15の配列ピッチWPが、5mm以上20mm以下であり、凸条15の断面形状が半円であって、その半径Rが、0.5mm以上0.8mm以下である。このゴム押出成形装置1によって押出成形されたゴムシートの面には、押出方向に延びる複数本の溝が形成される。
(もっと読む)
タイヤ用加硫金型および自動二輪車用タイヤ
【課題】金型強度を確保し、ショルダー部根元付近やサイドウォール部でのクラックの発生を抑制することができ、さらに、走行性能の低下を抑制することができるタイヤ用加硫金型および自動二輪車用タイヤを提供する。
【解決手段】自動二輪車用タイヤを製造するためのトレッドセグメントと一対のサイドプレートとに分割されたタイヤ用加硫金型であって、前記自動二輪車用タイヤのショルダーブロックとサイドウォール部との間につなぎ部が形成され、かつタイヤ外側に凸となるようにトレッド部の溝底ラインを湾曲させるキャビティーを有し、トレッドセグメントとサイドプレートとの割り位置が、つなぎ部の外表面上に位置し、さらに、所定の条件を満足するように形成されているタイヤ用加硫金型。
(もっと読む)
加硫モールドの分解組立装置および、それの使用方法
【課題】割りモールドと称される加硫モールドの、加硫機外で行う分解および組立作業を、モールドへの損傷のおそれなしに、容易にかつ短時間で行うことができ、加硫モールドの分解および組立の作業性を大きく向上させることのできる、加硫モールドの分解組立装置および、それの使用方法を提供する。
【解決手段】この発明の加硫モールドの分解組立装置は、支持台1と、支持台1上に設けられて、配置された加硫モールド20を昇降変位させる昇降テーブル2と、昇降テーブル2の周囲に配設されて、セクターモールド21を外周側から支持して該セクターモールド21を拡縮径変位させるモールド拡縮手段3とを具えてなる。
(もっと読む)
ゴムホースの製造方法、ゴムホース、及び端子金具付きゴムホース
【課題】製造スペースを低減しながら、第1及び第2の編組層を一体化して耐久性を向上させることが可能なゴムホースの製造方法及びゴムホースを提供する。
【解決手段】ゴムホースの製造方法は、ゴム内管2の外周側に第1の編組層31を形成し、第1の編組層31の外周側に熱可塑性樹脂層30を形成し、熱可塑性樹脂層30の外周側に第2の編組層32を形成し、第1の編組層31の外周側にゴム外管4を形成して、積層構造体10を形成する積層構造体形成工程と、積層構造体10を熱可塑性樹脂層30が軟化する温度以上に加熱することで、ゴム内管2及びゴム外管4を加硫させる加硫軟化工程と、熱可塑性樹脂層30を軟化させることにより、糸状体310,320の編目31a,32aに浸透した軟化状態の熱可塑性樹脂を固化することにより、第1及び第2の編組層310,320を一体化させる一体化工程と、を有する。
(もっと読む)
21 - 30 / 1,121
[ Back to top ]