
国際特許分類[B29K83/00]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29B,B29CまたはB29Dに関連する成形材料,あるいは補強材,充填材,予備成形部品用の材料についてのインデキシング系列 (15,254) | 主鎖中に硫黄,窒素,酸素または炭素のみを有しまたは有さないでけい素を有する重合体を成形材料として使用 (180)
国際特許分類[B29K83/00]に分類される特許
11 - 20 / 180
薄肉の中間成形品の製造方法
【課題】PPSの結晶化度を低く抑えることで二次加工が容易になり、製造効率を高めることで、二酸化炭素の排出量の減少ができる、好適な薄肉の中間成形品の製造方法を提供する。
【解決手段】非晶状態のポリフェニレンスルフィド(PPS)を含む樹脂組成物からなるシートを得る工程、前記シートをPPSのガラス転移温度(Tg)+20℃以上の温度から、冷結晶化温度(Tcc)+10℃以下の温度に予熱する工程、予熱したシートを10〜150℃に設定した金型内に入れて熱成形した後、さらに前記温度範囲で保持してPPSの結晶化度が20%以下である薄肉成形品を得る工程、有している薄肉の中間成形品の製造方法。
(もっと読む)
射出成形機及び射出成形方法
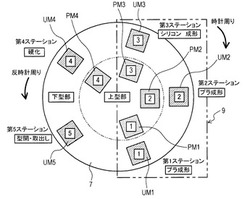
【課題】 熱可塑性樹脂部及び熱硬化性樹脂部が一体成形された樹脂成形品を射出成形する。
【解決手段】 キャビティの一部を構成する下型UM1〜UM5と、下型UM1〜UM5と共に熱可塑性樹脂が充填される第1キャビティを構成する第1上型PM1、PM2と、下型UM1〜UM5と共に熱硬化性樹脂が充填される第2キャビティを構成する第2上型PM3、PM4と、第1キャビティ内に熱可塑性樹脂を射出する第1噴射ヘッド5A、5Bと、第2キャビティ内に熱硬化性樹脂を射出する第2噴射ヘッド5Cとを備える射出成形機1において、シリコーン成形工程(ST3)の終了後、第2上型PM3、PM4と共に下型UM1〜UM5を硬化工程(ST4)に移動させるので、硬化工程にて熱硬化性樹脂の硬化させることができる。したがって、生産効率の低下を抑制しつつ、成形サイクルの相違を吸収して同一のシステム内で成形できる。
(もっと読む)
射出成形機

【課題】 低粘度で流動性を有する液状樹脂の成形材料を射出成形により成形する場合に、安定して金型内に成形材料を充填することができる射出成形機を提供する。
【解決手段】 射出位置に位置している金型2に対して、上下方向に昇降自在に射出装置4を設ける。金型2の下金型2bに下側が開口しているスプルー2dを形成し、射出装置4の上昇により該射出装置4に装填したシリンジ7のノズル部7bがスプルー2dに接続されてノズルタッチするようにする。シリンジ7のプランジャ7aを上昇させて該シリンジ7内の成形材料を金型2内に射出すれば、成形材料は金型2内を徐々に上昇して充填される。
(もっと読む)
凹凸基板およびその製造方法
【課題】太陽電池や平面発光体の基板材料に関するものであり、高い光散乱性と透過特性をあわせもつ透光性基板を提供する。
【解決手段】少なくとも、ガラス基板と、該ガラス基板上に形成した凹凸形成層からなる凹凸基板であって、
該凹凸形成層表面の凹凸形状は、複数のドーム状突起またはボウル状窪みが分布したものであり、ドーム状突起またはボウル状窪みの平均サイズは50〜1800nmで、凹凸形成層は実質的に直径100nm以上の粒子を含まず、頂点傾斜角が20°以上60°未満、中間点傾斜角が30°以上70°未満、かつ頂点傾斜角と中間点傾斜角の差が10°以上であることを特徴とする凹凸基板。
(もっと読む)
ナノプリント方法、ナノプリント装置およびスタンパの製造方法
【課題】精度良く高い再現性をもってナノプリントを実行することができるナノプリント方法を提供する。
【解決手段】下ステージ11の載置面11aに枠体Rと、マスタ版Aとを載置する。次に下ステージ11に対して上ステージ15を降下させ、上ステージ15の吸着面15aを枠体Rに当接させ、エアスイベル機構20によって上ステージ15を3次元空間で移動させて、下ステージ11と上ステージ15の平行出しを行なう。次にマスタ版A上に液状のシリコンゴムSを流し込み、上ステージ15の吸着面15aに保持されたスタンパ保持基板Cと、下ステージ15の載置面11a上のマスタ版Aとの間でシリコンゴムSを狭持する。シリコンゴムSが自然硬化してスタンパDが形成され、上ステージ15を上昇させることにより、スタンパDが上ステージ15のスタンパ保持基板Cにより保持される。スタンパDにインクGが塗布され、スタンパD上のインクGが被印刷基板Hに転写される。
(もっと読む)
モールドシートの製造方法及びモールドシート
【課題】連続的に生産できるモールドシートの製造方法を提供する。
【解決手段】基材が巻き取られた供給ロール及びエンボスロールを準備する(S1)。供給ロールから基材を巻きだし、基材をエンボスロールに搬送する。そして、基材とエンボスロールとの間に、シリコーン組成物からなる未硬化層を形成し、未硬化層を基材とエンボスロールとにより挟む(S2)。エンボスロールを加熱しながら回転し、未硬化層の表面に複数のエンボスパターンを転写しながら未硬化層を熱硬化する(S3)。熱硬化された未硬化層が形成された基材を、エンボスロールから剥がした後、未硬化層をさらに熱硬化してシリコーン層を形成する(S4)。
(もっと読む)
微細凹凸構造を表面に有する物品の製造方法
【課題】モールドの微細凹凸構造の転写性が良好であり、硬化物層に残存する気泡が抑えられ、基材としてプラスチックを用いることができ、しかも製造時間を短縮できる、微細凹凸構造を表面に有する物品の製造方法を提供する。
【解決手段】モールド40の微細凹凸構造側の表面にアルコキシシラン、その加水分解物、縮合物の1種以上と光感応性酸発生剤とレベリング剤とを含む塗布液を塗布して塗布液層24を形成する工程、塗布液層24を部分硬化させてナノインデンテーション測定において、0.4mN試験荷重がかかった時の押し込み深さが、0.18μm以上である部分硬化物層26を形成する工程、部分硬化物層26を介してモールド40と基材10とを重ね、部分硬化物層26に活性エネルギー線を照射して硬化物層20を形成する工程、モールド40を離型する工程を有する物品1の製造方法。
(もっと読む)
微細構造体及び微細構造体の製造方法
【課題】構造体自体の更なる小型化を可能とし、耐久性に優れた合成樹脂製の微細構造体を提供することを目的とする。
【解決手段】本発明は、一方の面に開口する一又は複数の微細空間を有する微細構造体であって、上記一又は複数の微細空間を区画する隔壁の平均厚さ(T)が20μm以上350μm以下であり、基材としてシリコーン樹脂が用いられていることを特徴とする。上記一又は複数の微細空間の深さ(D)の隔壁の平均厚さ(T)に対するアスペクト比(D/T)としては2以上25以下が好ましい。また、当該微細構造体は、微細粒子を含有するとよい。
(もっと読む)
光拡散性ジメチルシリコーンゴム組成物及びLED光拡散成型体
【課題】耐候性に優れ、全光線透過率と光拡散性を両立した硬化物を与える光拡散性ジメチルシリコーンゴム組成物、及び該組成物を成形、硬化してなるLED光拡散成型体を提供する。
【解決手段】ジメチルポリシロキサン又はジメチルポリシロキサンと無機質充填剤又はジメチルポリシロキサンと無機質充填剤とウエッターとからなる透明又は半透明な未架橋ジメチルシリコーンゴム配合物100質量部に、平均粒径が0.5〜100μmで、かつフェニル基含有シロキサン単位を含むシリコーン弾性体粒子からなる光拡散剤0.1〜100質量部を添加、分散してなることを特徴とする光拡散性ジメチルシリコーンゴム組成物。
(もっと読む)
シームレスベルトの成形金型および製造方法
【課題】樹脂合流部におけるウエルドラインの発生を十分に抑制するシームレスベルトの成形金型および製造方法を提供すること。
【解決手段】内側マンドレル21、外側マンドレル31、および該内側マンドレルと外側マンドレルとの隙間に溶融樹脂を注入するための樹脂注入口41を備え、内側マンドレルが外周面に、樹脂注入口から注入された溶融樹脂を内側マンドレルと外側マンドレルとの隙間において周方向に拡散させるコートハンガー型樹脂流路51を有し、コートハンガー型樹脂流路51が、内側マンドレル21の軸を中心としたとき樹脂注入口41とは略反対側の位置方向Sのところで、該流路内の樹脂の流れをせき止めるための流れ止め部52を有し、該流れ止め部52の周方向長さt1が内側マンドレルの外周長Lに対して0.050〜0.400%であるシームレスベルトの成形金型、および該金型を用いるシームレスベルトの製造方法。
(もっと読む)
11 - 20 / 180
[ Back to top ]