
国際特許分類[B29L31/58]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29Cに関連する特定物品についてのインデキシング系列 (16,477) | その他の特定物品 (2,863) | 内装材またはクッション,例.車輛用内装材またはパッド (557)
国際特許分類[B29L31/58]に分類される特許
61 - 70 / 557
シート状部材付き衝撃吸収材、シート状部材付き衝撃吸収材の配置車両、及び、シート状部材付き衝撃吸収材の製造方法
【課題】衝撃性能が互いに異なる部位を1つの部材に精度良く安定的に形成することで、乗員の体格が大きくても小さくても乗員に対して適切に衝撃吸収を行うことができるシート状部材付き衝撃吸収材、シート状部材付き衝撃吸収材の配置車両、及び、シート状部材付き衝撃吸収材の製造方法を提供することを課題とする。
【解決手段】衝撃吸収材32の部分的な設定表面位置にシート状部材34を配置することにより、シート状部材34が配置された部位と配置されていない部位とで衝撃吸収性能を異ならせたシート状部材付き衝撃吸収材30を製造する。
(もっと読む)
車両用内装部材の製造方法

【課題】スタンパブルシート内に加熱膨張性粒子を含むことでシート膨張時の厚さを厚くできるようにして、且つスタンパブルシートと表皮材とからなる貼合部材の剛性確保、及びスタンパブルシートと表皮材との接着性の両方を十分に満足できる貼合部材を得る。
【解決手段】熱可塑性樹脂、強化繊維及び加熱膨張性粒子を分散含有するスタンパブルシート1を用意する。スタンパブルシート1に表皮材2を重ねてから平板型のホットプレス機21で加熱圧縮してスタンパブルシート1表面に表皮材2を押付けて、スタンパブルシート1に表皮材2が貼り付けられた貼付部材3を製造する。その後ホットプレス機21を開き、加熱された貼付部材3のスタンパブルシート1中の加熱膨張性粒子を膨張させて所定の厚さの膨張貼付部材4を形成する。その後膨張貼付部材4をコールドプレス機に入れて加圧成形し車両用内装部材を成形する。
(もっと読む)
成形用金型及び該成形用金型を用いた発泡成形体の製造方法
【課題】キャビティの密封性を維持しつつ適正な量のガス抜きを可能として成形体の品質の低下を防止することのできる成形用金型、及び該成形用金型を用いた発泡成形体の製造方法を提供すること。
【解決手段】内部にキャビティCを形成するように開閉可能に構成された2つの分割型12、14の少なくとも一方の分割面18にキャビティCの周囲を囲ってパッキン16が設けられた成形用金型10であって、パッキン16を、その少なくとも一部が分割面18から突出する状態で設け、パッキン16の突出表面に、キャビティC内のガスを排出するガス排出路としてのパッキン溝部22を形成し、パッキン溝部22を、その底部22aが分割面18を越える深さに形成する。これによれば、ガス排出量を適正に維持して多量の発泡材料Pの分割面18、20間への浸入を抑えつつ、ガス排出量を適量にすることができる。
(もっと読む)
発泡成形部材及びその製造方法
【課題】発泡成形部材を金型から脱型し易く、且つ発泡成形体の発泡成形時に補強材の凸部が変形することを防止することができる発泡成形部材及びその製造方法を提供する。
【解決手段】発泡成形体は、第1の部分3と、該第1の部分3から延出した第2の部分4,5とを有している。発泡成形体は、発泡合成樹脂が第1の部分3から第2の部分4,5に向かって膨張することにより成形されたものである。第2の部分5は、その延出方向の途中部が先端側よりも厚さが大きなものとなっている。第2の部分5に補強材10が配設されている。第2の部分5の途中部において、補強材10に、該第2の部分5の内部側へ膨出した膨出部13が設けられている。膨出部13の第2の部分5と反対側に、発泡成形体2の成形時に該膨出部13の変形を防止するための変形防止部材15が設けられている。
(もっと読む)
樹脂成形体
【課題】優れた柔軟性を有しながら、一定の強度も担保された樹脂成形体を提供する。
【解決手段】樹脂と繊維とを含み、前記樹脂はポリオレフィンであり、前記繊維は表面処理されていない天然繊維であり、前記繊維の繊維径が90μm以下であり、且つ繊維間距離が200μm以下である樹脂成形体である。
(もっと読む)
シートパッドの製造方法
【課題】成形型への小パッドの取付作業性を向上するとともに、シートパッド損傷のおそれを低減することができるシートパッドの製造方法を提供する。
【解決手段】成形型の内面に小パッド14を保持させておき、該成形型内に発泡原液を供給して発泡させることにより、パッド本体に小パッド14が一体化されたシートパッドを製造するに際し、成形型の内面に先端が拡大した横断面形状を持つ凸条28を設けておくとともに、小パッド14における成形型に対する取付け面14Aに凸条28が嵌合する凹溝30を設けておき、凸条28と凹溝30を嵌合させて小パッド14を成形型に保持させる。
(もっと読む)
半硬質ポリウレタンフォーム形成性組成物、これを用いた車両用インストルメントパネルのクラッシュパッドの製造方法及びこの製造方法により得られる車両用インストルメントパネルのクラッシュパッド
【課題】本発明は、低臭気性でかつキュア性及び成形性に優れる半硬質ポリウレタンフォーム形成性組成物を提供することを目的とする。
【解決手段】
ポリオール組成物(A)、触媒(B)、ポリイソシアネート成分(C)及び発泡剤(D)を含んでなり、(B)の含有量が(A)の重量を基準として0.3〜1.5重量%である半硬質ポリウレタンフォーム形成性組成物。
ポリオール組成物(A):重合体ポリオ−ル(A1)及び/又はポリエーテルポリオール(A2)からなり、特定のポリエーテルポリオ−ル(a1)、(a2)及び(a3)を含有するポリオール組成物。
触媒(B):N,N−ジメチルアミノプロピルウレア及び/又はN,N−ジメチルアミノプロピルアミンからなる触媒。
ポリイソシアネート成分(C):MDI系イソシアネートの含有量が50〜100重量%であり、他のポリイソシアネートの含有量が0〜50重量%であるポリイソシアネート成分。
(もっと読む)
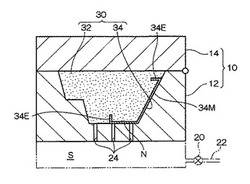
成形用金型、成形方法及び該方法を用いて成形された成形品
【課題】成形品を厚み方向に亘って、少なくとも2種類の成形樹脂で形成する。
【解決手段】本発明は、第1の樹脂にて形成された第1の成形体2と、該第1の樹脂とは異なる強度の樹脂から形成され、第1の成形体2の厚み方向に被さる第2の成形体7からなる芯材1を製造する金型3に関する。金型3は、固定型4と該固定型4に接近離間する可動型5を具え、両型4、5の間にキャビティ30を設けている。固定型4のキャビティ30側に、予め成形された第1の成形体2が取り付けられ可動型5の移動方向に延びた突起40を具え、可動型5に第2の成形体7を形成する樹脂をキャビティ30に充填する充填口6を設けている。突起40によって、第1の成形体2と固定型4との間に形成される第1の成形体2の厚み方向の隙間Mは、第2の成形体7を形成する樹脂によって充填される。
(もっと読む)
発泡成形体の成形方法
【課題】外観および耐衝撃強度に優れた発泡成形体およびその成形方法を提供すること。
【解決手段】繊維強化ポリオレフィン樹脂組成物を溶融させる溶融工程と、溶融状態の前記繊維強化ポリオレフィン樹脂組成物に物理発泡剤を溶解させる溶解工程と、固定側金型と、この固定側金型に接して固定側金型との間に金型キャビティを形成する可動側金型と、前記金型キャビティ内に溶融状態の樹脂を供給するランナと、ランナ側開口部と、金型キャビティ側開口部と、を有し、かつ、所定の要件を満足するゲート部と、を有する射出成形用金型の前記金型キャビティに前記繊維強化ポリオレフィン樹脂組成物を充填する充填工程と、前記射出成形用金型を所定量開いて前記金型キャビティの容積を増大させ、前記繊維強化ポリオレフィン樹脂組成物を発泡させる発泡工程と、を有することを特徴とする自動車部品用の発泡成形体の成形方法。
(もっと読む)
クッションパッド及びその製造方法
【課題】上面層よりもコア層が積極的にたわむ特性を有し、且つ着座時のフィット感の優れたクッションパッドを提供する。
【解決手段】車両用シートに用いられるウレタンフォーム製のクッションパッドは、クッションパッドを第1層から第2n+1層(nは1〜5の整数)に等分に区分したときの上面層2である第1層の温度36℃、周波数1Hzにおける粘弾性特性(tanδ1)が0.065〜0.144であるとともに、コア層3である第n+1層の温度36℃、周波数1Hzにおける粘弾性特性(tanδn+1)が0.052〜0.102である。そして、上面層2の温度36℃、周波数1Hzにおける粘弾性特性(tanδ1)に対する、コア層3の温度36℃、周波数1Hzにおける粘弾性特性(tanδn+1)の比率が0.7〜0.8である。
(もっと読む)
61 - 70 / 557
[ Back to top ]