
国際特許分類[B29L31/58]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29Cに関連する特定物品についてのインデキシング系列 (16,477) | その他の特定物品 (2,863) | 内装材またはクッション,例.車輛用内装材またはパッド (557)
国際特許分類[B29L31/58]に分類される特許
31 - 40 / 557
シートクッションパッドの製造方法
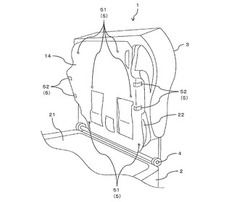
【課題】上型に対する補強布の取付作業が容易なシートクッションパッドの製造方法を提供する。
【解決手段】補強布14に取り付けられた変形可能な形状記憶部材52を、上型3(内型22)の形状に沿うように変形させ、その形状を維持させることにより、補強布14を上型3の形状に沿った状態で取り付ける。形状記憶部材52を上型3の形状に沿うように変形させるだけで、その形状を維持させることができるので、固定ピンを用いた方法などと比較して補強布14の取付作業が容易である。
(もっと読む)
表皮一体発泡品

【課題】インストルメントパネル等に好適な装飾性の高い溝状模様と皺模様を有する表皮一体発泡品を提供する。
【解決手段】可撓性のプラスチックからなる一枚の表皮15と、表皮15の裏面で発泡形成された発泡体とを有する表皮一体発泡品10において、表皮15には、発泡体の発泡形成時の発泡圧により表皮15の溝16が押圧されて溝幅が開口部側よりも底部側で狭くされた溝状模様Mを表面に有し、溝状模様Mの両端には、発泡体の発泡形成時の発泡圧により表皮15の溝16が押圧されて溝幅が開口部側よりも底部側で狭くされる際の表皮15の変形により発生した皺模様17を有する構成とした。
(もっと読む)
車両用内装部材の成形方法
【課題】スタンパブルシート内に加熱膨張性粒子を含むことでシート膨張時の厚さを厚くできるようにして、且つスタンパブルシートと表皮材とからなる貼合部材の剛性確保、及びスタンパブルシートと表皮材との接着性の両方を十分に満足できる貼合部材を得る。
【解決手段】熱可塑性樹脂、強化繊維及び加熱膨張性粒子を分散含有するスタンパブルシート1に表皮材2を重ねてから平板型のホットプレス機21で、熱可塑性樹脂が押し潰されて強化繊維との接触面積が増加するように加熱状態で圧縮することで、スタンパブルシート1表面に表皮材2を押付けて、スタンパブルシート1に表皮材2が貼り付けられた貼合部材3を製造する。その後ホットプレス機21を開き、加熱された貼合部材3のスタンパブルシート1中の加熱膨張性粒子を膨張させて所定の厚さの膨張貼合部材4を形成する。その後膨張貼合部材4をコールドプレス機に入れて加圧成形し車両用内装部材を成形する。
(もっと読む)
車両用内装材の製造方法及び射出成形装置
【課題】別部品の十分な接合強度を確保して製品品質を向上させることができる車両用内装材の製造方法を提供する。
【解決手段】本方法は、内装基材(天井基材2)の表面に別部品(リテーナ3、サイドクリップ4)を射出成形にて形成してなる車両用内装材の製造方法であって、内装基材の表面側には、非通気性を有する通気止め用シート層7が設けられており、内装基材の表面の別部品を形成する範囲に対して射出成形装置22を設置する設置工程と、射出成形装置により内装基材の表面から通気止め用シート層を貫通して孔13、15を穿設する穿設工程と、射出成形装置により溶融樹脂を孔内に供給する溶融樹脂供給工程と、孔内に供給された溶融樹脂を冷却する冷却工程と、内装基材の表面に対して射出成形装置を取り外す脱型工程と、を備える。
(もっと読む)
車両用内装材
【課題】別部品の十分な接合強度を確保して製品品質を向上させることができる車両用内装材を提供する。
【解決手段】本車両用内装材は、内装基材(天井基材2)の表面に別部品(リテーナ3、サイドクリップ4)を射出成形にて形成してなる車両用内装材(車両用天井材1)であって、内装基材の表面側には、非通気性を有する通気止め用シート層7が設けられており、内装基材には、別部品の接合面を含む表面から通気止め用シート層を貫通して孔13、15が穿設され、孔内には別部品の一部が入り込んでいる。
(もっと読む)
シートクッションパッドの製造装置及び製造方法
【課題】成形されるシートクッションパッドの表面に硬化部及びエアポケットが生じるのを効果的に防止することができるシートクッションパッドの製造装置及び製造方法を提供する。
【解決手段】上型3の下面におけるキャビティ23を形成する領域(凹部22)の外側に、第1溝部26を形成し、第1溝部26の外側に第2溝部27を形成する。少なくとも第2溝部27にシール部材25を収容し、キャビティ23が形成された状態ではシール部材25を下型2の上面に当接させる。キャビティ23が形成された状態では、シール部材25が下型2の上面に当接するため、シール性が向上し、硬化部が生じるのを効果的に防止することができる。また、第2溝部27よりも内側に第1溝部26が形成されていることにより、当該第1溝部26が発泡硬化時におけるキャビティ23内の空気の逃げ場として機能するため、エアポケットが生じるのを効果的に防止することができる。
(もっと読む)
車両用成形内装材
【課題】車両用成形内装材において、成形時に大きな変形を伴うものでも、裂け目や極薄部分が出ないような構造及びその製造方法を提供する。
【解決手段】硬質ウレタン発泡体からなる基材層11と、基材層11の両側にそれぞれ接合された第1ガラス繊維補強層12及び第2ガラス繊維補強層14と、第1ガラス繊維補強層11の外側に接合された表皮層13と、第2ガラス繊維補強層14の外側に接合された裏面層15とからなる車両用成形内装材であって、第1ガラス繊維補強層11がガラス繊維フィラメントのガラスマットからなり、第2ガラス繊維補強層14がガラス繊維フィラメントのガラスペーパーからなる。
(もっと読む)
セグメント化された着脱可能な締結具
【課題】弾性ポリウレタンフォームで成形されるシート・クッション等の締結具(面ファスナー)を成形時に締結具をフォームから保護するカバー部材を破棄等の無駄にすることが無く、あらゆる形状に適用でき、確実に保護できるカバー部材の提供。
【解決手段】セグメント化されたフック・ループ式締結具10は、成形の形状に適合する様に、複数の締結セグメント12から構成され、ベース16部の締結面上には、フック形またはループ形のいずれかの複数の締結部材20が担持される。隣接する各一対の締結部材20の間に配され、かつこれらを接続するのが、二つまたは三つの直交する軸のまわりで撓むことができる締結セグメント12の幅よりも細い幅を有する可撓性ネックで連結され各セグメントは、モールド時に締結具を保護するバリヤを有する事で達成した。
(もっと読む)
ポリオール組成物、及びそのポリオール組成物を用いた硬質ポリウレタンフォームの製造方法
【課題】高反応性、低粘度のポリオール組成物及びそれを用いた硬質ポリウレタンフォームの製造方法の提供。
【解決手段】各々独立してメチル基、又は下記式(3)で示される置換基を有するヒドロキシアルキル化ジエチレントリアミン類(A)からなる群より選ばれる2種以上の化合物と、下記式(3)で示される置換基を有するヒドロキシアルキル化エチレンジアミン類(B)からなる群より選ばれる化合物1種又は2種以上とを含有するポリオール組成物。
(上記式(3)中、R10〜R13は各々独立して水素原子、又はメチル基を表し、nは1〜3、mは0〜2の整数を表す。)を用いる。
(もっと読む)
車両用内装材の製造方法
【課題】深絞り成形で成形された部位の薄肉化を抑制可能な車両用内装材の製造方法を得ることを目的とする。
【解決手段】温度制御手段62は、ドアトリム12を構成する基材30のうち、ドアアームレスト部26となる深絞り部30Bの加熱温度が、トリム本体部12Aとなる基材本体部30Aの加熱温度よりも低くなるように、各加熱器46A,46Bの加熱ブロックの加熱温度を制御する。更に、温度制御手段62は、基材本体部30Aのうち、深絞り部30Bと隣接する部位(以下、「隣接部位30AR」という)の加熱温度が、基材本体部30Aの他の部位の加熱温度(基準温度)よりも高くなるように、各加熱器46A,46Bの加熱ブロックの加熱温度を制御する。
(もっと読む)
31 - 40 / 557
[ Back to top ]