
国際特許分類[B29L31/58]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29Cに関連する特定物品についてのインデキシング系列 (16,477) | その他の特定物品 (2,863) | 内装材またはクッション,例.車輛用内装材またはパッド (557)
国際特許分類[B29L31/58]に分類される特許
51 - 60 / 557
シートパッド及びその製造方法
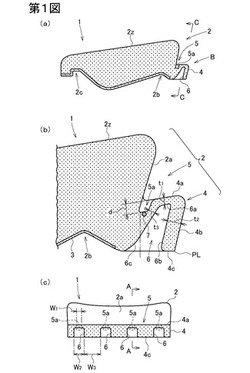
【課題】シートパッドの着座者側の面に凹部が設けられているシートパッドにおいて、この凹部とシートパッドのパーティングラインとの間において該着座者側の面に成形不良が発生することを防止することが可能なシートパッド及びその製造方法を提供する。
【解決手段】シートパッド1は、発泡成形用金型10内において発泡成形された発泡成形体2よりなる。発泡成形体2は、パーティングラインPLにおいて交わる一連の第1の成形面2a,4a,4bと第2の成形面4cとを有しており、発泡成形用金型10内において該第2の成形面4bを上向きにして発泡成形されたものであり、該第2の成形面4cがシートパッド1の着座者と反対側の面となっている。第1の成形面4aに、第2の成形面4cに向って凹陥する第1の凹部5が設けられている。第2の成形面4cに、第1の凹部5とパーティングラインPLとの間に向って凹陥する第2の凹部6が設けられている。
(もっと読む)
車両内装部材

【課題】全体としてソフトな質感を有すると共に見栄えがよい車両内装部材を提供する。
【解決手段】車両内装部材は、一般部14から裏側へ凹んだ凹部16が設けられた基材12と、前記一般部14の表側から前記凹部16の側面の少なくとも一部にかけて覆うように設けられ、該基材12より柔らかい第1表皮材22と、前記第1表皮材22において前記凹部16の側面を覆う第1シール部26に当接する第2シール部32および前記凹部16を塞ぐように延在する部位を有し、基材12より柔らかい第2表皮材28と、前記凹部16および第2表皮28の間で発泡成形された発泡体34とを備えている。
(もっと読む)
樹脂内装パネル
【課題】外観見栄えを悪化させることなく、かつ成形サイクルが短くスキン層が薄くて触感の良いパッドを備えた樹脂内装パネルを提供する。
【解決手段】側面部7の延出端に基材9が外側に向かって一体に延出する基材延出部分からなる断面略L字状のフランジ部19を基材9を露出させて形成し、フランジ部19に、側面部7延出方向に凹み、パッド13成形時に基材9とパット側成形型105との間のキャビティ114に第二樹脂R2を導入する凹状溝部21をパッド13成形時のパッド側成形型105後退量D2よりも深く形成する。
(もっと読む)
車両用クッション体の製造方法
【課題】成型後脱型する際に、背あて部背面などに破れが生じるのを回避する車両用クッション体の製造方法を提供する。
【解決手段】上金型12と該上金型に取り付けられた中子13と下金型11からなる成型用金型を用いてヘッドレスト部と背あて部が一体となった車両用クッション体を製造する方法において、少なくとも前記ヘッドレスト部内側に相当する前記中子13表面を袋状フィルム14で覆い、さらにウレタン発泡原液を金型内に供給した後、上金型12を閉じ発泡成型させる。
(もっと読む)
車両用内装部品及びその製造方法
【課題】容易に製造できるとともに、端部の端末精度を向上させつつ、外観の形状や見栄えが良好な車両用内装部品及びその製造方法を提供する。
【解決手段】本車両用内装部品(ドアトリム1)は、第1スキン層2A、樹脂発泡層2B及び第2スキン層2Cを順に備える基材2からなり、第2スキン層側の面が意匠面とされる車両用内装部品であって、その端部には、基材を第2スキン層側から第1スキン層側へ押しつぶした偏平状の舌片部3が形成され、この舌片部は、第1スキン層側に折り曲げられていることを特徴とする。また、第1スキン層側の面であって、折り曲げられた舌片部の先端が到達する位置よりも端部から離れた位置に、舌片部の厚さ寸法tよりも大きい寸法Tで第1スキン層側の面から突出するように形成された突出部4が設けられていることができる。
(もっと読む)
孔開きヘッドレストの製造方法
【課題】 本発明は貫通孔の形状如何に関係なく孔開きヘッドレストを製造できるようにする。
【手段】 乗員の頭部が当接する前側表皮材21と、この前側表皮材21と別体で前側表皮材側を開放状に形成した軟質合成樹脂製スキンよりなる後側表皮材11とを有し、該後側表皮材11内にステーと一体のフレーム30を挿入配置した後、後側表皮材11と前記前側表皮材21とをパッド成形用の成形型Uにセットした後、後側表皮材11、前側表皮材内21内にパッド成形用発泡液を注入して、パッド10をフレーム、後側表皮材、前側表皮材と一体成形する。
(もっと読む)
クッション材およびその製造方法
【課題】高い柔軟性と高い伝熱性とを併有するクッション材およびその製造方法を提供することを課題とする。
【解決手段】クッション材1は、骨格樹脂20とセル21とを有する発泡本体2と、発泡本体2に配合され熱伝導性を有するフィラー3と、を備える。非圧縮状態においては、厚さ方向に対して交差する面方向にフィラー3が配向することにより、面方向に熱伝導経路X1〜X6が形成される。圧縮状態においては、厚さ方向に隣り合う熱伝導経路X1〜X6同士が熱伝導可能な程度に連なることにより、非圧縮状態よりも、厚さ方向の熱伝導率が高くなる。
(もっと読む)
自動車内装材用樹脂成形品
【課題】スラッシュ成形時の低温溶融性に優れ、かつ常温・高温の使用環境下でのインストルメントパネルのエアバッグの展開性にも優れた自動車内装材用樹脂成形品を提供する。
【解決手段】熱可塑性ポリウレタン樹脂(D)と添加剤を含有する樹脂粉末組成物をスラッシュ成形して得られ、(D)が、炭素数6〜12の直鎖脂肪族ジカルボン酸と炭素数6〜10の直鎖脂肪族ジオールを反応させてなる融点が45〜65℃のポリエステルジオール(A)、炭素数6〜12の直鎖脂肪族ジイソシアネート(B1)と炭素数5〜16の脂環族ジイソシアネート(B2)からなり特定(B1)/(B2)モル比のジイソシアネート(B)、及び炭素数4〜10の直鎖脂肪族ジアミン(C1)と炭素数3〜14の脂環族ジアミン(C2)からなり特定(C1)/(C2)モル比のジアミン(C)を反応させて得られ、(D)中のウレア基濃度を規定した自動車内装材用樹脂成形品。
(もっと読む)
スラッシュ成形用樹脂粉末組成物
【課題】スラッシュ成形時の低温溶融性に優れ、かつ常温・高温の使用環境下でのインストルメントパネルのエアバッグの展開性にも優れたスラッシュ成形用樹脂粉末組成物。
【解決手段】熱可塑性ポリウレタン樹脂(D)と添加剤(L)を含有し、(D)が、C数6〜12の直鎖脂肪族ジカルボン酸とC数6〜10の直鎖脂肪族ジオールからなるポリエステルジオール(A)、C数6〜12の直鎖脂肪族ジイソシアネート(B1)とC数5〜16の脂環族ジイソシアネート(B2)からなり(B1)と(B2)のモル比が97.5:2.5〜80:20であるジイソシアネート(B)、及びC数4〜10の直鎖脂肪族ジアミン(C1)とC数3〜14の脂環族ジアミン(C2)からなり(C1)と(C2)のモル比が99:1〜90:10であるジアミン(C)を反応させて得られ、(D)中のウレア基濃度が2.0〜3.5重量%であるスラッシュ成形用樹脂粉末組成物。
(もっと読む)
カウンタートップとその成形金型及び製造方法
【課題】 接着工程を行わなくてもサイドカバー7付きのカウンタートップ1を得られるようにする。
【解決手段】 本発明は、人工大理石よりなるカウンタートップ1に関する。このカウンタートップ1は、幅方向寸法が前後方向寸法よりも大きいプレート本体2と、プレート本体2の前端縁から下方に延びるフロントカバー3と、プレート本体2の後端縁から上方に延びるバックカバー4と、を一体に備える。また、プレート本体2の左右両端縁から下方に延びてフロントカバー3と同じレベルの下端面を有する左右一対のサイドカバー7が、プレート本体2、フロントカバー3及びバックカバー4に一体に形成され、プレート本体2の裏面における幅方向中途部に、サイドカバー7と同じ側面形状の中間リブ8が一体に形成されている。
(もっと読む)
51 - 60 / 557
[ Back to top ]