
国際特許分類[B29L9/00]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29Cに関連する特定物品についてのインデキシング系列 (16,477) | 積層体 (3,223)
国際特許分類[B29L9/00]に分類される特許
41 - 50 / 3,223
繊維強化熱可塑性樹脂成形品の製造方法、該製造方法で使用される金型、該製造方法で製造される成形品
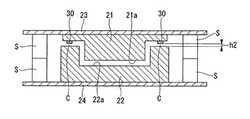
【課題】連続繊維強化熱可塑性樹脂層と、不連続繊維強化熱可塑性樹脂層とが積層したシート材料を金型でプレス成形した際に、金型を問題なく開くことができ、バリの発生も抑制できる繊維強化熱可塑性樹脂成形品の製造方法と、該製造方法で使用される金型と、該製造方法で製造される成形品との提供。
【解決手段】連続繊維強化熱可塑性樹脂層の少なくとも片面の一部に、不連続繊維強化熱可塑性樹脂層が積層したシート材料をプレス成形し、繊維強化熱可塑性樹脂成形品を製造するための金型として、キャビティの外周縁には、上金型21と下金型22とを閉めた時に不連続繊維強化熱可塑性樹脂層のキャビティ外への流出を防止する枠状の堰部30が、連続繊維強化熱可塑性樹脂層をキャビティ外へと延出させる隙間Cを形成しつつ設けられている金型を用いる。
(もっと読む)
光学フィルム、画像表示装置及び光学フィルムの製造方法

【課題】パッシブ方式による3次元画像表示に適用するパターン位相差フィルム、モスアイ方式による反射防止フィルム等の光学フィルムに関して、従来に比して一段と長期の安定性を確保する。
【解決手段】透明フィルムによる基材2と、電離放射線硬化性樹脂による賦型樹脂層4との間に、少なくとも基材2の1成分と電離放射線硬化性樹脂とを含んでいる緩衝層3を配置する。
(もっと読む)
粘着テープおよびそれを用いたエンドレスベルト
【課題】耐摩耗性に優れるポリテトラフルオロエチレンを用いた粘着テープを提供する。
【解決手段】ポリテトラフルオロエチレンおよびポリエーテルエーテルケトンを含む基材と、当該基材の片面上に粘着剤層とを有する粘着テープとする。前記基材中において、前記ポリテトラフルオロエチレンの含有量が70質量%〜95質量%であり、かつ前記ポリエーテルエーテルケトンの含有量が5質量%〜30質量%であることが好ましい。前記基材は、ポリテトラフルオロエチレン粉末およびポリエーテルエーテルケトン粉末を、ジェットミルを用いて混合粉砕したものをシート化したものであることが好ましい。
(もっと読む)
複合成形体およびその製造方法
【課題】高剛性で軽量な複合成形体を容易にしかも薄肉形態にて製造可能な方法、およびその方法により製造された複合成形体を提供する。
【解決手段】予め成形した繊維強化樹脂Aを予備成形体として金型内に配置し、該金型内に繊維強化樹脂Aに接するように発泡樹脂Bを供給し該発泡樹脂Bを繊維強化樹脂Aに接合して複合成形体を製造する方法であって、発泡樹脂Bを金型内で発泡させる際の金型のキャビティの容積に対し、該発泡樹脂Bを含む複合成形体を成形する際の金型のキャビティの容積を縮小して該複合成形体を圧縮成形することを特徴とする複合成形体の製造方法、およびその方法により製造された複合成形体。
(もっと読む)
積層体、積層体の製造方法、平板、及び、被覆金属線
【課題】樹脂層と金属層との接着強度が極めて高い積層体、その製造方法、並びに、上記積層体を用いた平板及び被覆金属線を提供する。
【解決手段】変性ポリテトラフルオロエチレンからなる樹脂層、及び、金属層を有し、上記変性ポリテトラフルオロエチレンは、低級アルコールの存在下にテトラフルオロエチレンを重合することにより得られることを特徴とする積層体。
(もっと読む)
積層成形品の成形方法
【課題】積層成形品の表面風合、並びにソフト感を維持することができるようにするとともに、設備の簡素化及び工数の短縮化並びに作業環境の改善ができるようにした積層成形品の成形方法を提供する。
【解決手段】所要形状に成形された樹脂芯材12と該樹脂芯材12の表面に表皮13を貼付してなる積層成形品の成形方法において、成形金型21における上下型23,24のキャビティ26内に熱溶融された樹脂12aを供給し、キャビティ26形状に沿って樹脂芯材12を所要形状に成形する芯材成形工程と、冷却される前の樹脂芯材12を下型24の上に保持して上下型23,24を型開きし、かつ該樹脂芯材12上に、裏面にくもの巣状ホットメルトシートを設けた表皮13を供給して積層する表皮供給工程と、表皮13を樹脂芯材12の外表面に貼り合わせ、かつ冷却させるプレス・冷却工程と、からなる。
(もっと読む)
延伸フィルムおよびその製造方法
【課題】偏光性積層フィルムまたは偏光板を製造する際の染色工程において、良好な染色時間で樹脂層を染色し偏光子層を形成することができる延伸フィルムを提供する。
【解決手段】本発明は、基材フィルムと、当該基材フィルムの一方の面に形成されている厚さ10μm以下の樹脂層とを備え、当該樹脂層は、ケン化度(モル%)および平均重合度が以下の式(1)または式(2)の関係を満たすポリビニルアルコール系樹脂からなり延伸されている、延伸フィルムに関する。
96モル%<ケン化度≦98モル% (1)
93モル%≦ケン化度≦96モル% かつ 平均重合度≧2500 (2)
(もっと読む)
成形部品、電子機器及び成形部品の製造方法
【課題】成形品質、耐久性に優れた成形部品、これを筐体に用いた電子機器、及び当該成形部品の製造方法を提供すること。
【解決手段】本技術の一形態に係る成形部品は、一次成形層と、二次成形層と、インモールド層とを具備する。上記一次成形層は、基体部と突出部とを含む。上記基体部は、全体的に箱状である。上記突出部は、上記基体部の周縁から突出する。上記二次成形層は、上記一次成形層の上に積層され、光透過性の樹脂材料からなる。上記インモールド層は、上記一次成形層と上記二次成形層との間に形成される。
(もっと読む)
射出成形同時加飾金型、射出成形同時加飾装置、及び射出成形同時加飾方法
【課題】射出成形時に加飾シートによって文字や図柄などの加飾を行ったとき、その加飾シートの余剰領域の削除も同時に行うことができる射出成形同時加飾金型を提供する。
【解決手段】本発明に係る射出成形同時加飾金型は、金型の内部へ樹脂を射出するのと同時に、情報が記録された加飾シート4の転写層42を金型の内部に射出された樹脂の表面に転写して加飾成形品を生成するものであって、金型の型締め時に転写層42における樹脂の表面に転写すべき転写面46と加飾シート4側に残すべき非転写面47との境界に接触し、転写層42に切り込みを付ける切断エッジ21を備えるものである。
(もっと読む)
被覆線及びその製造方法
【課題】被覆層における製造時間(とくに架橋工程時間)の短縮及び密着力の向上を実現することができる被覆線及びその製造方法を提供する。
【解決手段】被覆線10は、導体20と、シラン架橋された絶縁性樹脂組成物から形成され、導体20を被覆するとともに、外周に溝31aを有する1層又は2層以上の溝付き絶縁層31と、溝付き絶縁層31の最外層を被覆するシース層40とを備える。
(もっと読む)
41 - 50 / 3,223
[ Back to top ]