
国際特許分類[B30B5/02]の内容
処理操作;運輸 (1,245,546) | プレス (3,023) | プレス一般;他に分類されないプレス (3,023) | グループ1/00および3/00の記載以外のプレス手段の使用を特徴とするプレス (91) | プレス手段が流体圧によって作動される弾性要素,例.ダイヤフラム,の形をしているもの (57)
国際特許分類[B30B5/02]に分類される特許
21 - 30 / 57
熱間等方圧プレスにおける温度制御のための方法並びに熱間等方圧プレス
本発明は、熱間等方圧プレスにおける熱処理のための方法並びに熱間等方圧プレスであって、熱間等方圧プレスは圧力容器(1)から成っており、圧力容器は、内部に位置する装填室(19)を有し、かつ該装填室との間に配置された絶縁体(8)を備えており、絶縁体(8)の内側に加熱要素(4)と、装填物(18)のための1つの装填室(19)とが配置されている形式のものに関する。本発明の構成により、加熱若しくは冷却のため、或いは温度レベルの維持のための自然に若しくは強制的に形成される少なくとも1つの対流に加えて、少なくとも1つの回転流(23)が動的若しくは静的に圧力容器(1)の内側に発生される。独自に用いられ若しくは前記方法に適する熱間等方圧プレスは、自然に若しくは強制的に形成される対流に対して所定の角度で流れる回転流を形成するための動的及び/又は静的な手段を、圧力容器(1)内に配置して形成されている。 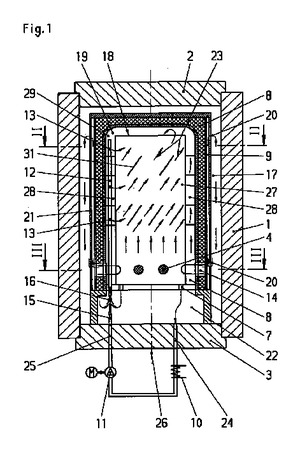 (もっと読む)
(もっと読む)
加圧成形装置及び加圧成形装置における成形物の搬送方法

【課題】加圧成形装置において、処理される成形物のみ、又は、成形物に加えて成形ゴムや搬送用板までの軽量薄肉部品のみを搬送させて、サイクルタイム短縮と動力低減とを図る。
【解決手段】本発明にかかる加圧成形装置の搬送機構は、処理前成形物WBを載置して加圧成形装置の加圧成形位置Sへ進行する成形物搬送板3と、成形物搬送板3に載置された処理前成形物WBに係合して、成形物搬送板3と独立してスライドする成形物スイーパ4とを含む。この成形物搬送板3が加圧成形位置Sから退出するときに、成形物スイーパ4がスライドしないで係止された処理前成形物WBを加圧成形位置Sに搬入する。この成形物搬送板3の下面には、処理後成形物WAを引き出す方向に係止する係止部3aが形成されている。この成形物搬送板3が加圧成形位置Sから退出するときに、係止部3aにより係止された処理後成形物WAを加圧成形位置Sから搬出する。
(もっと読む)
熱間等方圧プレスにおける温度制御のための方法並びに熱間等方圧プレス
本発明は、熱間等方圧プレスにおける温度制御のための方法及び熱間等方圧プレスであって、熱間等方圧プレスは圧力容器(1)から成っており、圧力容器は、内部に位置する装填室(19)を有し、かつ装填室との間に配置された絶縁体(8)を備え、絶縁体(8)の内側に加熱要素(4)と、装填物(18)の装填される装填室(19)とが配置され、装填室(19)が、対流間隙(28)の形成のために対流スリーブ(27)によって取り囲まれており、圧力容器(1)及び/又は装填室(19)の内部で、回転流(23)の形成のために、ノズル(13)を介して流体を噴射して、そこにある流体と混合し、同時に、流体は、対流スリーブ(27)に沿って循環流(29)を形成して、対流間隙(28)から装填室(19)内へ流入する。熱間等方圧プレスにおいて、圧力容器(1)の内側に、管路(12)及び、該管路に接続されかつ圧力容器(1)の内部に位置するノズル(13)が配置され、ノズル(13)の流出角は、装填室(19)内に回転流(23)を形成するように構成されており、管路(12)は、圧力容器(1)内の温度の異なる領域に接続されている。 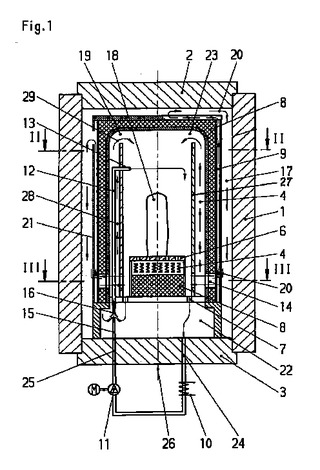 (もっと読む)
(もっと読む)
加圧成形装置

【課題】加圧成形装置において、成形物を覆うゴム部材やシール部材のはみ出しや挟み込みによる破損を確実に防止できる。
【解決手段】加圧成形装置100は、プレスフレーム15によりバックアップシリンダ12が支持され、バックアップシリンダ12の上に下加圧台10が載置されている。下加圧台10の上には、加圧ゴム3及び成形ゴム5が加圧ゴム押え6により取り付けられている。加圧成形装置100は、上加圧台14に取り付けられた加圧プレート7と成形圧力容器8とにより成形加圧室32を形成し、成形圧力容器8が押圧され、ばね機構9により移動する。加圧成形前における外枠ゴムシートの初期厚さT2と成形圧力容器8に挿通される加圧プレート7の深さT3がT2<T3の関係を満足するように設定されている。
(もっと読む)
ピストン式等方圧加圧装置
【課題】ピストンを圧力容器内に挿入する際に、ピストンの下端縁のシール部と圧力容器の内壁の摩擦で焼付きが発生することがなく、しかも、その焼付き発生防止のために、ピストンの下端縁のシール部に潤滑剤を塗布することが極めて容易に行えるピストン式等方圧加圧装置を提供する。
【解決手段】加圧ピストン6により、ピストン3を圧力容1内に挿入して、圧力容器1内の圧媒16の圧縮を介して被処理物を等方圧で加圧処理するピストン式等方圧加圧装置において、ピストン3が圧力容器1内から離脱した状態で回転自在となるように構成されていると共に、ピストン3の全周の下端縁のシール部3aに、潤滑剤を塗布する潤滑剤塗布手段17が設けられている。
(もっと読む)
ピストン式等方圧加圧装置
【課題】圧力容器内の圧媒の圧縮により被処理物を等方圧で加圧処理するピストン式等方圧加圧装置において、前記ピストンを圧力容器に挿入する際の芯調整とシール部の潤滑が容易に行われるピストン式等方圧加圧装置を提供する。
【解決手段】加圧シリンダ5内の加圧ピストン6の伸長によりピストン3を圧力容器1に挿入して、被処理物を等方圧で加圧処理するピストン式等方圧加圧装置において、前記加圧ピストン6とピストン3は密着分離自在とされ、前記ピストン3はピストンホルダ7を介してピストン3の軸心調整のための変位を許容する様に支持され、前記ピストン3が加圧ピストン6と非接触の状態で、ピストン3の自重を支持する反力を発生させる自重支持手段10を前記ピストンホルダ7内に備え、前記ピストン3を圧力容器1内に挿入する際に受ける抵抗によって、前記ピストン3の軸心C2が圧力容器1の軸心C1に一致する様に自動調芯されてなる。
(もっと読む)
フォーミング用の方法及び装置と、静圧的圧縮媒体を有する付属プリフォーム
所望の外形を有するワークピース(14)のフォーミングのための方法と装置(10)、並びに付属のプリフォームアセンブリが提供される。フォーミングの方法及び装置(10)、並びにプリフォームアセンブリは、ダイの空洞内に配置されてワークピース(14)の少なくとも一の側面近傍に位置するガラス層のような静圧的圧縮媒体(26)を含む。静圧的圧縮媒体(26)は、ワークピース(14)の処理温度で比較的低い粘度を有することにより、ワークピース(14)に対し、容易に比較的均一な圧力を印加できるように構成されている。したがって、単一の作用ダイを利用して複雑な外形を有するワークピース(14)を形成することができる。 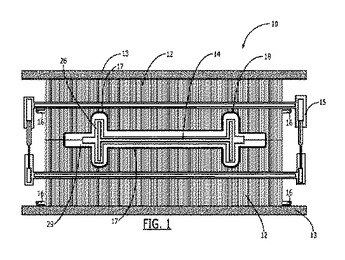 (もっと読む)
(もっと読む)
高温ガス圧処理装置及び高温ガス圧処理方法
【課題】被処理対象物Wを所望する立体形状へと変形加工できるようにする。
【解決手段】高圧容器2と、被処理対象物Wを収容した状態で高圧容器2内の下蓋5上に設置される収容器24と、高圧容器2内に設けられた加熱手段6A,6Bとを有し、高圧容器2の上蓋4にガス媒体用上部通路10が設けられ、高圧容器2の下蓋5にガス媒体用下部通路15が設けられ、収容器24はガス媒体用下部通路15と通気可能とされており、且つ収容器24はその外圧を高く内圧を低くしたときに生じる差圧を受けて器内容積を圧縮変形可能とする変形面部50を有している。
(もっと読む)
再加圧時の増圧方法
【課題】圧力容器と増圧機とそれらの間に設けられた減圧弁とを備えた等方圧加圧装置において、圧媒体の温度低下に伴う粘度の上昇があったとしても、再加圧時に適切に増圧する。
【解決手段】等方圧加圧装置を制御する制御部は、再加圧が必要であると判定されると(S100にてYES)、増圧機を作動させるステップ(S101)と、管内圧力PTを検出するステップ(S102)と、管内圧力PTが上昇していないと(S103にてNO)、減圧弁を作動させて管内の圧力を低下させるステップ(S104)とを含む処理を実行する。
(もっと読む)
高温ガス圧処理装置
【課題】高圧容器2と、高圧容器2内に設けられた被処理対象物を収容する収容器24と、高圧容器2内に設けられた加熱手段6A,6Bとを有する高温ガス圧処理装置において、実際の工業生産に使用可能であって且つ作業の容易化、迅速化、低コスト化が図れるようにする。
【解決手段】高圧容器2の下蓋5には容器内外を連通するガス媒体用下部通路15が形成されており、下蓋5の容器内側にガス媒体用下部通路15を複数の枝通路21に分岐させる通路分岐部材16が設けられており、通路分岐部材16に設けられた各枝通路21には容器内側へ開通して収容器24を接続可能にする継ぎ手部23が設けられている。
(もっと読む)
21 - 30 / 57
[ Back to top ]