
国際特許分類[B60C9/04]の内容
処理操作;運輸 (1,245,546) | 車両一般 (234,424) | 車両用タイヤ;タイヤの膨張;タイヤの交換;膨張可能な弾性体一般への弁の取付け;タイヤに関する装置または部品 (25,998) | 空気タイヤの補強またはプライ配列 (5,060) | 骨組みカーカス (1,073) | 実質的に平行に配列された各カーカスプライの補強コード (888)
国際特許分類[B60C9/04]の下位に属する分類
コードがビードからビードに斜めに延び,かつ各連続カーカスプライ内で反対方向に延びるもの,例.バイアスプライ (87)
複数の平面内において,コードがビードからビードへ彎曲するもの,例.S字コード (16)
コードがビードからビードへの横断方向に延びるもの,すなわちラジアルプライ (573)
国際特許分類[B60C9/04]に分類される特許
41 - 50 / 212
空気入りタイヤ

【課題】サイドウォールの肉厚を減少させて低燃費を達成し得る空気入りタイヤの提供。
【解決手段】空気入りタイヤ2では、カーカス10とを備えている。カーカス10は、複数のカーカスコードを備えたカーカスプライ26からなる。カーカスプライ26は、トレッド4及びサイドウォール6の内側に沿って一対のビード8の半径方向内端の間に架け渡された主部28を備えている。カーカスプライ26が巻回されている。円周方向一端部と他端部とが重ね合わされてジョイント部が形成されている。ジョイント部のカーカスコードは、不連続コードと連続コードを含む。不連続コードは、主部28のうちビードに沿う箇所で切断されている。ジョイント部のカーカスコードの総本数Nに対して、不連続コードの本数Naの比率Rは、40%以上70%以下である。トレッドとサイドウォールとの境界のタイヤ表面からカーカスコードまでのゴムの厚みは、3.0mm以下である。
(もっと読む)
タイヤカーカスのフレーム構造用の現場ゴム引き3層コード
本発明は、現場でゴム引きされた3つの層(C1,C2,C3)を備える金属ケーブル(C‐1)であって、この金属ケーブルは、直径d1のコア又は第1の層(10,C1)を有し、直径d2のN本のワイヤ(11)が第2の層(C2)としてピッチp2で第1の層に一緒に巻き付けられて螺旋体を形成しており、直径d3のP本のワイヤが第3の層(C3)をなしてピッチp3で第2の層に一緒に巻き付けられて螺旋体を形成している、ケーブルにおいて、ケーブルは、次の特徴(d1、d2、P1、及びP2は、mmで表される)を有し、即ち、‐0.08<d1<0.50、‐0.08<d2<0.45、‐0.08<d3<0.45、‐5.1π(d1+d2)<p2<p3<4.9π(d1+2d2+d3)であり、ケーブルの全2cm長さ分にわたり、「充填ゴム」(13)と呼ばれるゴムコンパウンドが一方においてコア(C1)と第2の層(C2)のN本のワイヤ(11)との間に且つ他方において第2の層(C2)のN本のワイヤ(11)と第3の層(C3)のP本のワイヤ(12)との間に位置した毛管(14)の各々の中に設けられ、ケーブル中の充填ゴム(13)の比は、ケーブル1グラム当たり10〜50mgであることを特徴とするケーブルに関する。本発明は、ストランドのうちの少なくとも1本が現場ゴム引き3層の金属ケーブル(C‐1)であるマルチストランドケーブルに関する。 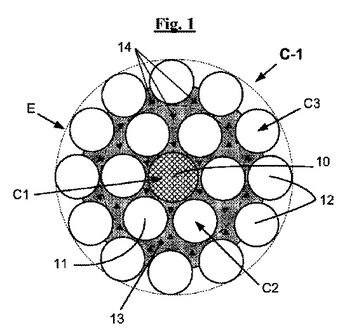 (もっと読む)
(もっと読む)
2つの補強材料を含む補強材及びかかる補強材を有するタイヤ
少なくとも複数本の伸長性の第1の補強要素(1)と少なくとも複数本の非伸長性の第2の補強要素(2)とから成る二種材料補強要素構造体を備えたタイヤ補強材(10)であって、第1の補強要素と第2の補強要素は、相互に平行であり且つ所望の補強レベルを達成するために適切な比率で交互に分布して配置され、第1の補強要素及び第2の補強要素は、同一中間平面内に位置し、タイヤ補強材(10)は、第1の補強要素及び第2の補強要素の各々が2つの端を備えている状態において、伸長性の第1の補強要素(1)の端のうちの一方が非伸長性の第2の補強要素(2)の2つの端に対してオフセットするように伸長性の第1の補強要素(1)が伸長性の第1の補強要素(1)の長さL1よりも短い結合距離Lcにわたって非伸長性の第2の補強要素(2)に結合されているようなものであることを特徴とするタイヤ補強材(10)。 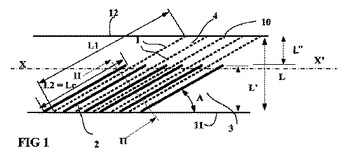 (もっと読む)
(もっと読む)
ジョイントレスバンド用のタイヤコードすだれ織物、タイヤコード・ゴム複合体及びジョイントレスバンドの製造方法

【課題】ジョイントレスバンド内に含まれるタイヤコード本数のばらつきを生じさせることがないジョイントレスバンド用のタイヤコードすだれ織物、前記タイヤコードすだれ織物にゴムを被覆させたタイヤコード・ゴム複合体及びジョイントレスバンドの製造方法を提供する。
【解決手段】太さ800〜2100dtexの合成繊維またはパルプ系繊維からなるタイヤコードが、縦糸として50mm幅あたり25〜75本の密度で配置されており、縦糸と横糸とが交互に織り合わされて形成された総横幅500〜2500mmのタイヤコードすだれ織物であって、縦糸は、5〜20本の所定本数毎に、2〜3mmの隙間が設けられて配置されている。タイヤコードすだれ織物の両面にゴムが被覆されてタイヤコード・ゴム複合体が形成され、前記の隙間が位置する箇所で切断されてテープ状のジョイントレスバンドが得られる。
(もっと読む)
プライ部材の製造方法、短冊状プライ及び空気入りタイヤ
【課題】生産性を阻害することなく、プライ部材の厚みとモジュラスの均一化を図ることができるプライ部材の製造方法、その方法に用い得る短冊状プライ、及び、その短冊状プライよりなるプライ部材を備えた空気入りタイヤを提供すること。
【解決手段】平行に配列された複数本のコードをゴム被覆してなる長尺の帯状プライを、所定の長さで切断して短冊状プライ11を得る切断工程と、短冊状プライ11を幅方向Wに並べて順次に接合する接合工程と、を備えるプライ部材の製造方法において、短冊状プライ11が、幅方向Wの中央側に位置する本体部11Aと、その本体部11Aよりも薄肉をなして両側に位置し、本体部11Aのコード構造よりも低モジュラスのコード構造を有する接合部11Bとを備え、前記接合工程では、相互に隣接した短冊状プライ11の一方の接合部11Bを、他方の接合部11Bに重ねて接合する。
(もっと読む)
空気入りタイヤ
【課題】タイヤ内部からの空気漏れを抑制すると共に、カーカス層の折り返し端部におけるゴムの酸化劣化を抑制して耐久性を向上させるようにした空気入りタイヤを提供する。
【解決手段】少なくとも一層のカーカス層4と少なくとも二層のスチールコードからなるベルト層6、6とを配置した空気入りタイヤ1において、カーカス層4のうち最もタイヤ内側に位置する最内カーカス層4を、ベルト層6のタイヤ内側において左右に分断させると共に、最内カーカス層4の巻上げ端末4aの高さHをタイヤ断面高さSHの25%以下にし、かつカーカス層4の巻上げ端末4aのタイヤ幅方向外側に空気透過係数が(1〜100)×10-12 cc・cm/cm2 ・sec・cmHgの空気透過防止層7を配置した。
(もっと読む)
小型トラック用空気入りラジアルタイヤ
【課題】重量の増加を抑えながら荷重耐久性を改善することが可能な小型トラック用空気入りラジアルタイヤを提供する。
【解決手段】最大空気圧を350kPa〜650kPaの範囲にして使用する小型トラック用空気入りラジアルタイヤである。リムクッションゴム層6とビードフィラー4との間に位置するカーカス層部分Mは、他のカーカス層部分Nよりゴムを厚くした厚肉部10を有している。厚肉部10のゴムの60℃の損失係数tanδは0.03〜0.15の範囲である。厚肉部10を有するカーカス層部分Mの厚さAと他のカーカス層部分Nの厚さBの差(A−B)が最大位置で0.3mm〜2.0mmの範囲になっている。
(もっと読む)
空気入りタイヤ
【課題】加硫後にカーカスプライが乱れず、ユニフォミティに優れた空気入りタイヤを提供する。
【解決手段】一対のビード部2及び一対のサイドウォール部3と、両サイドウォール部3に連なるトレッド部4とを有し、前記一対のビード部2間にトロイド状に延在させた二枚以上のカーカスプライ5からなるカーカス6を具えた空気入りタイヤ1において、前記カーカス6の内側に配置されたカーカスプライ5aを構成するコードの上撚り数をその外側に配置されたカーカスプライ5bを構成するコードの上撚り数より低くする。
(もっと読む)
空気入りタイヤ及びその製造方法
【課題】トレッド部におけるスプライス部の剥離を効果的に防止することのできる空気入りタイヤ及びその製造方法を提供する。
【解決手段】トレッド部材6のスプライス部St がタイヤ幅方向に対して傾斜するように形成されることから、傾斜させないものに比べてスプライス部St が長くなる。この場合、成形時のスプライス部St の傾斜角度α2 がθ2 −15゜≦α2 ≦θ2 +15゜であって、50゜≦α2 ≦85゜となるように形成することにより、トレッド部材6の傾斜角度α2 がカーカス部材7のスプライス部Sc の傾斜角度θ2 に近くなり、加硫後の角度変化を大きくしてスプライス部St を長することができる。これにより、スプライス部St の接合面における単位長さ当たりに受ける力が少なくなる。また、加硫時のゴムの流動が大きくなるので、接合部分の圧着性が高まり、スプライス部St の接合強度を高めることができる。
(もっと読む)
未加硫タイヤの製造方法
【課題】拡縮機構を持つ成形ドラムを用いて円筒フィルム材と粘着性シート材を貼り合わせる際のエア溜まりの発生を抑制するようにした未加硫タイヤの製造方法を提供する。
【解決手段】外径が拡縮可能な成形ドラム1に対し成形ローラ2を平行に配置した成形装置を使用し、これら成形ドラム1と成形ローラ2との間に円筒フィルム材3を掛け渡した後、成形ドラム1を拡径させて円筒フィルム材3を成形ドラム1に密着させるように緊張させ、次いで円筒フィルム材3を成形ドラム1を回転させて周方向に移動させながら、成形ローラ2上において円筒フィルム材3の外周面に粘着性シート材4を供給しながら貼り付けるようにした。
(もっと読む)
41 - 50 / 212
[ Back to top ]