
国際特許分類[B65B35/36]の内容
処理操作;運輸 (1,245,546) | 運搬;包装;貯蔵;薄板状または線条材料の取扱い (154,615) | 物品または材料を包装するための機械,器具,装置または方法;荷解 (11,467) | 包装される物品の繰出し,供給,整列または方向づけ (821) | グループに物品を整列したり,物品をグループで供給したりすること (437) | 把持体によるもの (99)
国際特許分類[B65B35/36]の下位に属する分類
吸引作用をする把持体によるもの (37)
国際特許分類[B65B35/36]に分類される特許
21 - 30 / 62
ガラス瓶タイプなどの製品を組分けする方法

【課題】例えばガラス瓶または断面楕円形のガラス瓶タイプの製品のような製品を組分けする方法を提案すること。
【解決手段】方法は、コンベア(1)上で間隔をあけて列をなして到達する製品(2)を収集する工程を備えている。この収集は、櫛の形態をなし、横方向に配置された収集デバイス(40)を用いて実行されており、収集デバイスは、製品(2)の前進方向に対して60°と120°との間の所定角度を形成している。収集器(40)は、上記供給コンベア(1)の側方に位置する取込ステーションにおいて収集した製品を配置して降ろし、収集器は、上記製品を収集することに関して、ガラス瓶の列の上流側における長手方向運動と組み合わされる横方向運動に分けられている。
(もっと読む)
箱詰め装置

【課題】 物品の移送ミスが生じた場合にその移送ミスを検出することができたり、ステップモータが脱調したときにその脱調したことを検出することができる。
【解決手段】 導入コンベアにより整列コンベア58に搬送されてきた物品を、押し出しプレート11により予め定めた数ずつ押し出してこの押し出した物品をダンパー7上に移送して整列させ、この整列させた物品を外装箱2に詰める。押し出しプレート11が物品をダンパー7上に移送する移送位置に移動した後に元の待機位置に戻る方向に移動し始めてから押し出しプレート11が整列コンベア58上の次の物品を取り出す前までの間の所定のタイミングで、整列コンベア58とダンパー7との間に設けられている移送路77上に存在する物品を検出する物品センサ40aを設けてある。
(もっと読む)
箱詰め装置
【課題】 物品の移送ミスが生じた場合にその移送ミスを検出することができたり、ステップモータが脱調したときにその脱調したことを検出することができる。
【解決手段】 導入コンベアにより整列コンベア58に搬送されてきた物品を、押し出しプレート11によりにより予め定めた数ずつ取り出してこの取り出した物品をダンパー7上に移送して整列させ、この整列させた物品をその整列の長さ方向の両側から保持部76により挟み込み、この保持部により挟み込まれている物品を押し込みプレート13により上から押さえて外装箱2に詰める。押し込みプレート13が保持部76により保持されている物品を外装箱2内に押し込む押し込み位置に移動した後に元の待機位置に戻る方向に移動し始めてから押し出しプレート11が整列コンベア58上の次の物品をダンパー7上に移送する前までの間の所定のタイミングで、ダンパー7上に存在する物品を検出する検出部40cを設けた。
(もっと読む)
容器送出装置
【課題】一列で送り出す容器が、移動時に転倒することを防止するとともに、一列の容器の個数が異なり、あるいは一列の容器の先頭と後方の位置が異なる場合でも対応可能にする。
【解決手段】複数列に整列され、その列の方向と直交する方向に前進される容器群の、先頭の一列を分離する容器分離手段(リリーステーブル14)と、この一列の容器2の送り出し方向の先頭の容器2と、後端の容器2をそれぞれ支持する前方ガイド部材60および後方ガイド部材62と、これら両ガイド部材60、62を容器2の送り出し方向に移動させるサーボモータを備えており、前方ガイド部材60と後方ガイド部材62は、それぞれ別のサーボモータによって移動される。
(もっと読む)
梱包装置および商品の梱包方法
梱包装置(10)は、各々がカートン内に製品(A)を梱包することが可能な2つ以上の梱包サブシステムを具備し、梱包サブシステムは梱包される製品(11)の共通の出所を共有し、少なくとも1つの移送機構(22)が、前記共通の出所から2つ以上の前記梱包サブシステムのいずれかに製品(A)を移送するために設けられている。 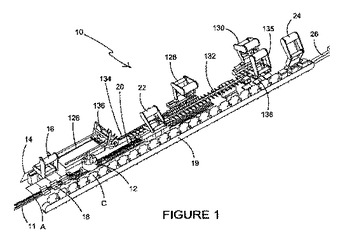 (もっと読む)
(もっと読む)
第1ユニットから第2ユニットへ包装容器を移送するための方法と配置
本発明は、包装ラインにおける2つのユニット間で運動パターンを同期させるための方法と移送装置とに関し、1つのユニットは断続的に作動され、第2のユニットは連続的に作動される。本発明は特に、断続的に作動される充填ユニットと、連続的に作動される箱詰め機との間の移送装置を対象としている。移送装置は、チューブ・ピッカー/プレーサー(28)を支持するために配置されたフレーム(13)が備えられ、第1シャフトと第2シャフト(16,31)を中心とする同時旋回運動を行うために配置されており、第2シャフト(31)に直角の第3シャフト(48)を中心として回転を行うためである。フレームはさらに、チューブ間の間隔を調節するための手段と、充填ユニットの部分的に円形のコンベヤから容器が取り上げられる場合、回転運動の間、垂直位置での相違を相殺するための手段とが備えられている。  (もっと読む)
(もっと読む)
ワーク整列集積装置
【課題】一つずつ移送されるワークを受け入れ一定個数毎に集積して取り出す、ワークの集積整列装置を提供する。
【解決手段】ワークの集積整列装置は、ワーク収容空間11を複数有するラック10と、ワーク収容空間11にワークWを収容する毎にラック10を一定ピッチで間欠送りするラック移動手段20と、ラック10に集積すべき数のワークWを収容した時点で、これらのワークWに水平バー31を通した状態になり、水平バー31を持ち上げてワークWを取り出すワーク取出手段30と、を備える。
(もっと読む)
2列式パッケージングラインおよび計量システム
2つの独立した経路(26,28)を備え、その上で、カートン(6)によって収容される物品(C)が、送込み端部(56)から一体的な三次パッケージング装置(12,24)まで運搬されるパッケージング機械。2つの独立した経路から直接排出されるカートンは、三次パッケージ(8)と合流し結合され、三次パッケージは、2つの独立した経路(26,28)の各々の速度と同じ速度で移動して、移送手段に沿って三次パッケージング装置から搬送される。 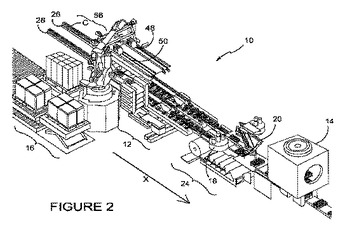 (もっと読む)
(もっと読む)
包装容器に製品を挿入するピッキングライン並びに方法
本発明は、包装容器に製品を挿入するピッキングラインであって、搬送方向(x)における製品(14)の供給及び搬送のためのコンベヤベルト(12)と、コンベヤベルト(12)における製品(14)のポジションを特定するためのポジション画像処理系(20)を備えた少なくとも1つのピッカ(18)とが設けられている形式のものに関する。このような形式のピッキングラインにおいて本発明の構成では、搬送方向(x)で見て少なくとも1つのピッカ(18)の上流側に、品質画像処理系(16)が配置されていて、該品質画像処理系(16)は、コンベヤベルト(12)上を搬送方向(x)において品質画像処理系(16)のところを通過する製品(14)を、所定の品質特徴に関して検査するために働き、かつ搬送方向(x)で見て品質画像処理系(16)の下流側に続くピッカ(18)に伝えられる、製品(14)の把持又は非把持のための制御命令として役立つ品質情報と、製品(14)との対応付けのために働く品質画像処理系(16)である。 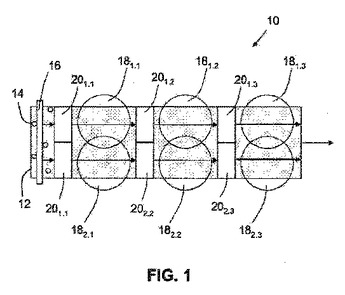 (もっと読む)
(もっと読む)
ケーサー
【課題】ケーサーにおいて、部品の交換を伴うことなく、形状等が異なる複数種の製品への対応を可能にする。
【解決手段】ケーサーは、整列して設けられた、各々、下向きに把持機構が構成された複数の製品把持部121を有する製品移送機を備える。複数の製品把持部121のそれぞれは、把持対象の製品を挟む又は囲うように設けられ、各々、製品に接触する内側位置と製品に非接触となる外側位置との間で可動に構成された複数の把持指部材125と、複数の把持指部材125を、製品を把持する際に同時に内側位置に位置付ける一方、製品の把持を解除する際に同時に外側位置に位置付けるように駆動する駆動手段123と、を有する。複数の把持指部材125のそれぞれには、その長さ方向に沿って、下側把持部128aと、下側把持部128aよりも上側において内向きに突出するように形成された上側把持部128bと、が構成されている。
(もっと読む)
21 - 30 / 62
[ Back to top ]