
国際特許分類[B65B9/10]の内容
処理操作;運輸 (1,245,546) | 運搬;包装;貯蔵;薄板状または線条材料の取扱い (154,615) | 物品または材料を包装するための機械,器具,装置または方法;荷解 (11,467) | 連続する物品または多量の材料,例.液体または準液体,を柔軟性シート材料から成る平らな,折り畳まれた,またはチューブ状のウエブに包むこと;包装体を形成するために充填された柔軟性チューブを細分割すること (899) | あらかじめ形成されたチューブ状のウエブ,または充填ノズルのまわりにチューブ状に形成されたウエブに物品または多量の材料を包むこと,例.押し出しチューブ状ウエブ (555)
国際特許分類[B65B9/10]の下位に属する分類
内容物を移動させながら締つけたりあるいはシールすることによって2またはそれ以上の包装体を形成するために充填されたチューブを細分割すること (34)
平板状で供給されるあらかじめ形成されたチューブ状ウエブ (11)
充填ノズルに貯蔵されるあらかじめ形成されたチューブ状ウエブ (13)
充填ノズル附近のその位置でチューブに形成されるウエブ (67)
押し出しによりその位置で形成されるチューブ (1)
国際特許分類[B65B9/10]に分類される特許
21 - 30 / 429
包装袋および縦形製袋充填包装装置
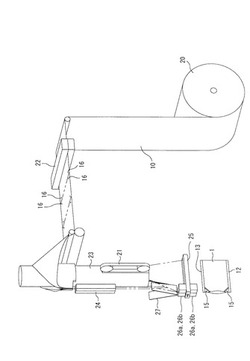
【課題】 帯状の包装フィルムの両側端を重ね合わせて熱シールした第1シール部をトリミングする必要がなく、しかも外観品質の良好な包装袋を提供する。
【解決手段】 包装フィルム10は製袋筒23の周面に巻き付けられ、且つ両側端が重ね合わせられて筒状に成形される。さらに、重ね合わされた包装フィルム10の両側端は、縦シーラ24によって繰り出し方向に熱シールされ、当該熱シール部分が第1シール部11を形成する。続いて、フィルム折り込み具27により、包装フィルム10の第1シール部11を内側へ折り込む。そして、横シーラ25の上部領域によって、包装フィルム10を繰り出し方向と直交する方向に横シールして第2シール部12を形成する。それから、包装フィルム10の内部へ製品を充填した後、横シーラ25の下側領域によって、包装フィルム10を繰り出し方向と直交する方向に横シールして第3シール部13を形成する。
(もっと読む)
連続包装機における紙送り制御方法及び装置、並びに紙送り制御を行う連続包装機

【課題】包装材の送り速度を積極的に変化させることにより、シール時間を基準とした包装動作を可能にすることで、従来、シールが困難であった包装材もシールすることを可能にする連続包装機、並びに連続包装機における紙送り制御方法及び装置を提供する。
【解決手段】1包装サイクル中の横シールを施す横シール期間Tsを基準にして横シール中の包装材が送られる紙送り速度Vfを定める。この横シール期間Tsにおける定められた送り速度Vfは、袋の長さが変更されても、同じ素材の包装材に対して維持される。1サイクル中の残り時間内に紙送り速度を変速させることにより、例えば、連包装袋にヘッダを形成する場合には、ヘッダに要する必要な長さが短くて済むので、包装材の送り速度を減速し、1サイクル中における紙送り量を確保する。
(もっと読む)
製袋充填装置
【課題】シール部への内容物付着によるシール不良を抑制することの可能な製袋充填装置を提供する。
【解決手段】筒状に丸めたフィルム11の側縁部12をフィルムの送り方向に沿ってヒートシールして筒状フィルム13とする側縁シール部形成手段15と、筒状フィルム13内に内容物19として液体を供給する充填ノズル23と、筒状フィルム13をその送り方向に交差する横方向にヒートシールする端縁シール部形成手段17とを備える製袋充填装置10であって、充填ノズル23は、筒状フィルム13外において1つのタンク20又は液供給口21から2つの配管24が分岐され、各配管24に内容物19が吐出される円形の開口25が形成され、さらに、各配管24の流量を均等に揃え、かつ液流を独立に制御する手段を備える。
(もっと読む)
包装袋入り食用油の製造方法
【課題】包装袋をフィルムによる2重構造として粘度の高い食用油が接する内側フィルムと、輸送時に他の包装袋または梱包箱との間で摩擦を起こす外側フィルムとの層間変位作用により内側フィルムの摩擦を低減することができ、ピンホールの発生を好適に防止することができる包装袋入り食用油の製造方法を提供する。
【解決手段】包装袋入り食用油の製造方法において、少なくともポリアミド樹脂からなる層を有する外側フィルムと、エチレン−αオレフィン共重合体からなる層を有する内側フィルムとを重ね合わせた2重フィルム3で構成された包装袋に、食用油を所定の充填量に調整して充填し密封する。
(もっと読む)
角錐パック用自動包装機の製袋機構
【課題】充填された内容物が舞い上がることなく筒状包装フィルムを扁平形状にすることができる製袋機構を提供する。
【解決手段】本発明の角錐パック用自動包装機は、円筒形状の包装フィルムFAを扁平形状の包装フィルムに成形するために、二つの横シールクランプバー11、12が円筒包装フィルムFAと充填シュートの最下端に取り付けられた製袋部材20の二つを一緒に挟み込むようにする。その後、扁平形状になった包装フィルムFAに対して横シール超音波装置のアンビル9とホーン10が横シールを行う。この結果、内容物の噛み込み発生を防ぐと共に、シール動作に伴う皺発生を防ぐことが可能になり、皺に起因したシール不良や包装袋の外観劣化を阻止することができる。
(もっと読む)
充填包装機
【課題】横シール装置を備えた充填包装機について、高速で振動および騒音を減少させるとともに小型、軽量化、更には耐久性やリサイクル性などの向上を図る。
【解決手段】長尺で帯状の包装フィルムを連続的に取り出して上方から下方へと移送する過程で、折り返し装置により両縁を折り重ねて縦シール装置により折り重ね部を封じて筒状に形成するとともに、シール部の上方位置において配置された往復動クランク機構を用いて上下方向に往復動させる上下動機構を介して基板に取り付けた一対の横シールロールを有する横シール装置により包装フィルムを横方向にシールして袋状とし、これに充填装置のノズルを差し込んで被内容物を充填して後、更に横シール装置により封着して連続して包装袋を形成する充填包装機であって、横シール装置の上下機構において上下移動可能に支持する基板、横シールロールのシャフトまたはシャフトを基板に支持する軸受けケースの少なくとも1つをマグネシウム合金またはチタン合金により形成した。
(もっと読む)
多列スティック自動包装機の縦シール装置
【課題】 簡単かつ安価な構成としながら、縦シール装置の位置調整を再現性高く精度良く行うことができる多列スティック自動包装機の縦シール装置を提供する。
【解決手段】 本発明は、複数条の包装フィルムF’を袋状にフォーミングし、フォーミングされた両端重ね合わせ部に縦シール装置6によって縦シールを施し、筒状になった包装フィルムを横シール装置により横方向に挟み込んで横シールを施し、その中に充填パイプ5を用いて内容物を充填した後、内容物投入口を横シールすることで包装体を多列同時に成形する多列スティック自動包装機1の縦シール装置6であって、多列の縦シール金具61が搭載された支持ベース73に、前面視前後方向に移動可能な直動機構を設け、直動機構は回転運動を直動機構の前後直線運動に変換する回転直線運動変換機構90を利用して、充填パイプ5に対する縦シール金具61の前後位置を調整自在に成すと共に、予め定められた縦シール金具位置を再現可能に成すよう構成されたことを特徴とする。
(もっと読む)
自動包装機の超音波しごき機構
【課題】横ヒートシール予定部分の内部に付着している内容物を除去し、確実に内容物噛み込みによる横シール不良を防止できる超音波しごき機構を提供する。
【解決手段】自動包装機のしごき機構14には、個別包装体の横幅に相当する先端部分を有する超音波ホーン102と、この超音波ホーン先端部分110に相対する受け板100と、この超音波ホーン先端部分110と受け板100が互いに押圧するように駆動するエアーシリンダ104とを備えられており、このエアーシリンダ104は、超音波ホーン先端部分110と受け板100の隙間に挟まれている筒状包装袋の横ヒートシール予定部分のみに対して、押圧駆動するように制御され、この横ヒートシール予定部分の内部に付着している内容物が超音波ホーン先端部分110から発する超音波振動で確実に除去される。
(もっと読む)
印字装置を備えた包装機
【課題】印字ロールを包装材の送りに同調して駆動して、包装材の送り速度に変動が生じたときでも印字ロールの慣性で包装材に伸縮やばたつきが生じるのを回避して、印刷装置による印刷が鮮明で且つ文字の歪みをなくした印刷装置を備えた包装機を提供する
【解決手段】印字装置8は、帯状包装材Fwに印字を行う印字ヘッド11と、周面で包装材と接触しつつ回転し印字受けとなるプラテンローラ10とを備えている。駆動源であるサーボモータ12は、プラテンローラ10を包装材の送り速度に同期して回転させるので、包装材の送り速度に変動が生じたときでも、プラテンローラ10の慣性回転に起因して印字部における帯状包装材Fwの伸縮やばたつきが生じることが無く、帯状包装材Fwの進行が安定し、印刷装置の印字不良を無くすことができる。
(もっと読む)
多列ロールタイプ自動包装機のフィルム保持機構
【課題】多列ロールタイプ自動包装機の停止と共に発生していた包装フィルムの重なり位置調整作業を排除することにより、包装袋の生産に伴う作業性を大幅に向上できる多列ロールタイプ自動包装機を提供する。
【解決手段】フィルム保持機構7は、エアー圧力によって駆動される二つのシリンダ部材72,73を向かい合わせに配置し、自動包装機1の動作が停止して一対の縦シールロール(縦シール装置8)が互いに離間状態になると、この二つのシリンダ部材72,73にエアーを供給して、シリンダ部材72,73間に配設されている二つ折りされた包装フィルムFYを挟み込んで保持し、自動包装機1の動作が再開して一対の縦シールロール(縦シール装置8)が互いに押圧状態になると、この二つのシリンダ部材72,73に供給しているエアーを停止して、シリンダ部材72,73間に配設されている二つ折りされた包装フィルムFYの保持を解放する。
(もっと読む)
21 - 30 / 429
[ Back to top ]