
国際特許分類[C08J5/06]の内容
化学;冶金 (1,075,549) | 有機高分子化合物;その製造または化学的加工;それに基づく組成物 (224,083) | 仕上げ;一般的混合方法;サブクラスC08B,C08C,C08F,C08GまたはC08Hに包含されない後処理 (26,873) | 高分子物質を含む成形品の製造 (10,541) | 解繊されたまたは凝集した繊維状物質による高分子化合物の補強 (1,440) | 前処理した繊維状物質を使用するもの (393)
国際特許分類[C08J5/06]の下位に属する分類
ガラス繊維 (125)
国際特許分類[C08J5/06]に分類される特許
81 - 90 / 268
抄紙基材および繊維強化成形基材の製造方法
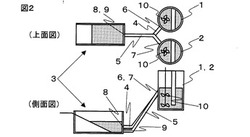
【課題】複数種の固形成分を含む抄紙基材であっても、分散状態に優れる抄紙基材を得る方法であって、さらには、複雑な基材構成の抄紙基材を生産性よく製造することのできる方法を提供すること。
【解決手段】少なくとも、(i):第1の固形成分を分散媒体中に分散させたスラリー(a)に調整する工程、(ii):第2の固形成分を分散媒体中に分散させたスラリー(b)に調整する工程、(iii):スラリー(a)、(b)を同一の抄紙槽に輸送する工程、(iv):工程(iii)で輸送されたスラリーから分散媒体を除去して抄紙基材を得る工程を含む、抄紙基材の製造方法。
(もっと読む)
繊維複合材料、光学フィルム、光学フィルムの製造方法、それを用いた偏光板および液晶表示装置
【課題】優れた特性を有する繊維複合材料を提供することであり、特にフィルム変形による故障が改善された光学フィルム、及びその製造方法を提供すること。更にはリターデーションの変動が抑制された光学フィルムを提供することであり、当該光学フィルムを用いた偏光板、及び当該偏光板を用いた液晶表示装置を提供すること。特に大型の液晶表示装置における位相差フィルムとして使用されることにより、該液晶表示装置が長期間使用されたときに生じる視野角の変動やカラーシフトが改善され、好適に用いられる光学フィルム、及びその製造方法を提供すること。
【解決手段】カルボキシル基およびアシル基を有するセルロースナノファイバーと、樹脂を含有することを特徴とする繊維複合材料。
ただし、該アシル基の炭素数は2〜30であり、該カルボキシル基は金属塩であってもよい。
(もっと読む)
セルロース繊維複合体及びその製造方法
【課題】 複数回の加熱処理に耐えうる高耐熱性と易解繊性と高生産性を実現するとともに、セルロース繊維複合体にした際の、高透明性、非着色性、低線膨張係数化、高弾性率を実現する。
すなわち、セルロース繊維複合体を透明基板等の用途に用いる際の実用工程に耐えうる複合体を提供する。
【解決手段】 数平均繊維径が4〜100nmであるセルロース繊維とマトリックスとを含み、ヘーズ2以下、かつ190℃4時間の加熱処理を4回繰り返した後のYI値が25以下であるセルロース繊維複合体。
(もっと読む)
アミノ樹脂を含むダイズコンポジット材料およびその製造方法
【課題】硬化後に可とう性および強度の双方を保持し、かつ天然産物もしくは天然産物由来の物質を主として含んでなる、安価な熱硬化性バインダーで強化されたコンポジット材料を提供する。
【解決手段】43ミクロン以下のメッシュ粒子サイズの脱脂ダイズ粉体、少なくとも1種のエマルション(コ)ポリマーのポリマー粒子、1種以上のアミノ樹脂、および、場合によっては1種以上の還元糖を含む水性バインダー組成物から得られるコンポジット材料、該材料を製造および使用する方法。
(もっと読む)
顆粒の製造方法
本発明は、セルロース含有繊維および分解された繊維を含むバイオ複合材料を含む顆粒の製造方法、分解された繊維を含むバイオ複合材料の製造方法における前記顆粒の使用、ならびに、本発明の方法により製造される細礫バイオ複合材料に関する。 (もっと読む)
樹脂成形体の製造方法
【課題】ミクロフィブリル化セルロース(MFC)を凝集させることなく、疎水性の樹脂に均一な状態で分散したMFC分散液を調製し、疎水性の樹脂中に分散し成形した後も均一な分散状態を保持し、疎水性の樹脂の機械的強度を向上させ、さらには透明性を損なわない樹脂成形体の製造方法を提供することである。
【解決手段】溶媒中でセルロース繊維を湿式粉砕方式にて平均繊維径が2nm以上、100μm以下に粉砕する第1工程、粉砕したセルロース繊維を疎水性に表面処理する第2工程及び表面処理したセルロース繊維を平均繊維径が2nm以上、200nm以下に粉砕する第3工程を有し、前記第3工程で粉砕したセルロース繊維と樹脂を混合した後、成形することを特徴とする樹脂成形体の製造方法。
(もっと読む)
ケースの製造方法、及びケース

【課題】軸方向に沿って外径が大きく変化するファンケース1を製造する場合であっても、複合材料の強度低下に繋がるしわや繊維の蛇行の発生を抑えて、ファンケース1の強度及び剛性を十分に高めること。
【解決手段】織物25をマンドレル7の成形面S側に巻付ける織物巻付工程と、ロービング35をマンドレル7の周方向に対して−10〜+10度の傾斜角βを保った状態でマンドレル7の成形面S側に螺旋状に巻付けるロービング巻付工程を交互に複数回繰り返すこと。
(もっと読む)
繊維強化シート及びその製造方法
【課題】運搬、張り付け作業時等の取り扱い時においてもスダレ状に引き揃えた複数本の繊維強化プラスチック線材がバラケルといった問題が生じることのない繊維強化シート及びその製造方法を提供する。
【解決手段】平行に配列された複数本の繊維強化プラスチック線材を長手方向に引き揃え、線材固定材にて前記複数本の繊維強化プラスチック線材をシート状に保持した繊維強化シートの製造方法において、線材固定材3は、連続繊維を使用した芯材Fと、芯材Fの周りに被覆された熱可塑性樹脂層Rfと、を有した熱可塑樹脂被覆糸であり、線材固定材3の横断面積をS1とし、芯材Fの横断面積をS2とすると、繊維比率(S2/S1)×100は、2〜30%であって、線材固定材3を加熱し、繊維強化プラスチック線材2へと加圧することにより、複数本の繊維強化プラスチック線材2に接着される。
(もっと読む)
被熱処理炭素長繊維強化樹脂ペレットの製造方法
【課題】炭素繊維強化ポリオレフィン系樹脂の強度等の物性向上のために使用する樹脂ペレットの製造方法を確立する。
【解決手段】2個以上のエポキシ基を有するエポキシ系サイジング剤(s)で表面処理された連続した炭素繊維を引きながら、酸量が、無水マレイン酸換算で、平均で0.05〜0.5重量%であるマレイン酸変性ポリプロピレン及び/又は無水マレイン酸変性ポリプロピレン系樹脂(A)を押出機から溶融状態で供給して、マレイン酸変性ポリプロピレン及び/又は無水マレイン酸変性ポリプロピレン系樹脂(A)と炭素繊維の合計中の炭素繊維の重量比率が15重量%以上、50重量%未満となるように、連続した炭素繊維に含浸後、4〜50mmの長さに切断し、炭素長繊維(B)が樹脂中において実質的にその全てがペレットと同じ長さを有し且つ互いに平行な状態で配列している状態にした後、下記(1)〜(3)の条件を満たすように加熱処理することを特徴とする被熱処理炭素長繊維強化樹脂ペレットの製造方法。
(1)加熱処理温度Tが50〜160℃
(2)加熱処理時間tが0.1〜100時間
(3)加熱処理温度T(単位:℃)と加熱処理時間t(単位:時間)の積T×tが、10〜16000(単位:℃・時間)
(もっと読む)
シートモールディングコンパウンド用補強繊維及びこれを用いたシートモールディングコンパウンドの製造方法
【課題】シートモールディングコンパウンドの作製過程における、樹脂コンパウンドの養生時間を短縮する。
【解決手段】補強繊維にBET比表面積が40〜200m2/gである増粘剤を付着してなるシートモールディングコンパウンド用補強繊維とする。不飽和ポリエステル樹脂、重合性単量体、低収縮剤を少なくとも含有する樹脂コンパウンドを作製した後に、該樹脂コンパウンドに前記増粘剤を付着させたシートモールディング用補強繊維を配合する。
(もっと読む)
81 - 90 / 268
[ Back to top ]