
国際特許分類[C23C2/40]の内容
化学;冶金 (1,075,549) | 金属質材料への被覆;金属質材料による材料への被覆;化学的表面処理;金属質材料の拡散処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般;金属質材料の防食または鉱皮の抑制一般 (47,648) | 金属質への被覆;金属材料による材料への被覆;表面への拡散,化学的変換または置換による,金属材料の表面処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般 (43,865) | 形状に影響を及ぼすことのない溶融状態にある被覆材料の適用による溶融メッキまたは溶融浸漬法;そのための装置 (2,793) | 処理される材料の形状に特徴があるもの (451) | 長尺材料 (442) | 板;ストリップ (351)
国際特許分類[C23C2/40]に分類される特許
141 - 150 / 351
連続熱処理設備の速度制御方法、装置及びプログラム
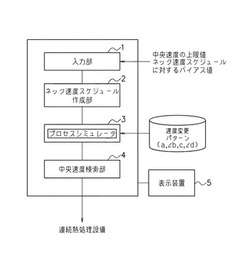
【課題】制約条件に基づくネック速度スケジュールを考慮し、板温変化量と通板速度との相関の最適化を図る。
【解決手段】理論制約速度に基づいてストリップが現在から所定距離だけ進行する間のネック速度スケジュールを作成するネック速度スケジュール作成部2と、ネック速度スケジュールをベースにして複数の速度変更パターンに基づいて複数の速度スケジュールを作成し、それら各速度スケジュールについてシミュレーションを実行して加熱炉51の誤差予測値を予測するシミュレーション部3と、加熱炉51の誤差予測値を要素として含む評価関数を使用して、複数の速度変更パターンを評価し、その中から速度変更パターンを決定する中央速度探索部4とを備え、速度変更パターンとして、ネック速度を移行させる際に、その移行前後のネック速度よりもいったん低速にするパターンを採用している。
(もっと読む)
ホットプレス成型方法、成型品および自動車用部品

【課題】ホットプレス成型に起因するめっき層の寄りを十分に防止することができ、しかも、ホットプレス成型を効率よく行うことができ、優れた生産性が得られるホットプレス成型方法を提供する。
【解決手段】3〜15質量%のSiを含み、残部がAlと不可避的不純物とからなるめっき層が表面に形成されためっき鋼板をホットプレス成型するためのホットプレス成型方法であって、通電加熱方式または誘導加熱方式により、前記めっき鋼板に下記式(1)(ただし、式(1)中におけるtはめっき層の厚み寸法(μm)を示し、Iは電流密度(A/mm2)を示す。)を満たす電流密度で電流を印加して前記めっき鋼板をオーステナイト領域以上の温度まで加熱し、プレス加工成形することを特徴とするホットプレス成型方法。I≦(23−t)/0.0718 ・・・ (1)
(もっと読む)
合金化溶融亜鉛めっき鋼板およびその製造方法
【課題】引張強度が540MPa以上であって,めっき密着性を改善した曲げ性に優れる高強度合金化溶融亜鉛めっき鋼板を提供する。
【解決手段】質量%で,C:0.03〜0.12%,Si:0.02〜0.50%,Mn:2.0〜4.0%,P:0.1%以下,S:0.01%以下,sol.Al:0.01〜1.0%およびN:0.01%以下を含有し,さらに,Ti:0.50%以下およびNb:0.50%以下の1種または2種を下記式(1)を満足する範囲で含有し,残部がFe及び不純物からなる化学組成を有するとともに,フェライトの面積率が60%以上であり,フェライトの平均粒径が1.0〜6.0μmである鋼組織を有し,前記合金化溶融亜鉛めっき層は,質量%で,Fe:8〜15%及びAl:0.08〜0.50%を含有し,残部がZnおよび不純物からなる。Ti+Nb/2≧0.03・・・(1)
(もっと読む)
高強度溶融亜鉛系めっき鋼板およびその製造方法
【課題】鋼板表面に酸化鉄を形成させる工程を経ることなく、めっき性に優れた高強度溶融亜鉛系めっき鋼板を得る。
【解決手段】C:0.01〜2.0質量%、Mn:0.2〜3.0質量%、Cr:0.10〜1.0質量%、Al:0.01〜5.0質量%、P:0.2質量%以下、S:0.02質量%以下を含有し、残部Feおよび不可避的不純物からなる組成を有する鋼板表面に、浴中Al濃度が0.001質量%以上である溶融亜鉛系めっき浴で溶融めっきして形成しためっき層(溶融めっき後合金化処理したものを含む。)を有する高強度溶融亜鉛系めっき鋼板であって、めっき層のめっき−下地鋼板界面から1μmまでの領域、及び、下地鋼板のめっき−下地鋼板界面から1μmまでの領域の一方または両方の領域においてAl、MnおよびCrの各濃度が、各々下地鋼板中のAl、MnおよびCrの各濃度の3倍以上である部分が存在する。
(もっと読む)
表面処理鋼板および電子機器筐体
【課題】成形加工部の導電性、耐食性および耐フレーキング性に優れた、合金化溶融亜鉛めっき鋼板に6価クロムを含まない化成処理皮膜を形成した表面処理鋼板を提供する。
【解決手段】素地鋼板の両面に、実質的にΓ相およびδ1相からなる合金化溶融亜鉛めっき層を形成し、前記合金化溶融亜鉛めっき層に、Feを10.5〜15質量%、Alを0.15〜0.30質量%含有させ、かつ、前記合金化溶融亜鉛めっき層の少なくとも一方の表面に、6価クロムを含まない0.2〜3μm厚の化成処理皮膜を形成する。
(もっと読む)
金属溶融浴のためのガイドロール回転支承部
金属溶融浴(3)のためのガイドロール回転支承部において、金属溶融物内で軸受装置内に回転可能に支承される軸(6)を備え、軸受装置(71,72)が、旋回アーム(51,52)に配置されており、軸端部(6)が、両軸方向で移動可能に転がり軸受装置(72)内に支承されている軸端部(6)の材料より耐磨耗性の材料からなる保護カバー(9)を備え、転がり軸受装置(72)が、旋回アーム(52)に固定された外輪(11)と、転動体としての円筒ころ(19)と、内輪(15)とを備え、円筒ころ(19)が、内輪(15)及び外輪(11)に設けられたフランジ部材(13,14)により両軸方向で固定されているようにした。 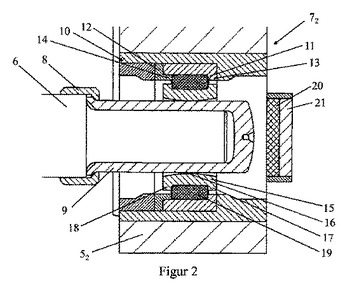 (もっと読む)
(もっと読む)
防眩性溶融亜鉛めっき鋼板およびその製造方法
【課題】コイル全長、全幅に渡って表面形態を制御し、光沢度を低減した実用に十分な防眩性を有する溶融めっき鋼板、およびそれを比較的簡易な方法かつ安定的に製造できる方法を提供する。
【解決手段】溶融亜鉛系めっき鋼板の任意表面の粗さ曲線において、算術平均粗さRaが0.3μm以上2.0μm以下、且つ、粗さ曲線における輪郭曲線要素の平均長さRSmが100μm超、300μm以下であり、且つ、該溶融亜鉛系めっき鋼板の任意の10μm×10μmの表面に、円相当径が0.05μm以上1.0μm以下であるAl系の酸化物が少なくとも5個以上存在することを特徴とする防眩性に優れる溶融亜鉛系めっき鋼板であり、溶融亜鉛めっき後の冷却条件と調質圧延ワークロール粗度により造りこむ。
(もっと読む)
穴拡げ性に優れた高強度高延性溶融亜鉛めっき鋼板およびその製造方法
【課題】引張り強度が850MPa以上で、穴拡げ性および延性を同時に改善した高強度亜鉛めっき鋼板を提供する。
【解決手段】C:0.03〜0.20%、Si:1.0%以下、Mn:0.01〜3%、P:0.0010〜0.1%、S:0.0010〜0.05%、Al:0.3〜2.0%、Mo:0.01〜5.0%を含有し、さらに、Ti:0.001〜0.5%、Nb:0.001〜0.5%、B:0.0001〜0.0050%、Cr:0.01〜5%の1種又は2種以上を含有し、残部Feおよび不可避的不純物よりなり、ミクロ組織が、面積率で30%以上のフェライトを含む溶融亜鉛めっき高強度鋼板とする。
(もっと読む)
連続的に移動する鋼ストリップの亜鉛めっきのために使用される亜鉛めっきタンクにボトムローラを設置するための装置
本発明は、連続的に移動する鋼ストリップ(B)の亜鉛めっきのために使用される亜鉛めっきラインの液体亜鉛浴に少なくとも1つのローラを装着するための装置に関し、第1のアーム対(1132)が取り付けられたビーム(117)を有しており、第1のアーム対(1132)はボトムローラ(113)を支持している。前記ボトムローラは、第1のアーム対を支持する第1の円筒状支持部(1171)と協働して行われる移動によって、ボトムローラの自然浸漬位置に対して、ボトムローラの作動位置へ、液体亜鉛浴(112)において浸漬され、前記第1の円筒状支持部(1171)は、ビーム(117)の両端部に取り付けられている。本発明は、a)ビーム(117)の両端部に取り付けられ、かつ1つのビーム端部セクション(117)における第1の円筒状支持部(1171)とは別個の第2の円筒状支持部(1172)が設けられ、b)作動位置において、第1及び第2の円筒状支持部(1171,1172)が1つの所定の平面に維持されかつ第1の円筒状支持部(1171)が第2の円筒状支持部(1172)の下方に配置されるように、第1及び第2の円筒状支持部(1171,1172)の内の少なくとも1つと相互作用する押付け装置(11614)が設けられることを特徴とする。 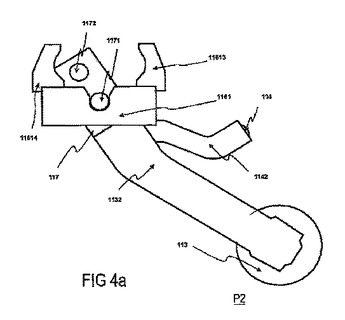 (もっと読む)
(もっと読む)
めっき外観と乾湿繰り返し環境下での耐食性に優れたZn−Al−Mg系めっき鋼板およびその製造方法
【課題】めっき外観に優れ、かつ乾湿繰り返し環境下での優れた耐食性を有する溶融Zn−Al−Mg系めっき鋼板およびその製造方法を得る。
【解決手段】鋼板の少なくとも片面に、Al:4〜15質量%、Mg:2〜10質量%残部が亜鉛および不可避的不純物からなるめっき層を有し、上記めっき層は、めっき表層に露出部を有するMg−Zn系化合物1を、めっき表層面における面積率で5〜50%含有すると共に、上記めっき層中に、めっき層と地鉄との界面からめっき表層方向に向けて凝固したAl晶2を有する一方、めっき層の厚さ方向断面において、上記界面からめっき表層の間に上記Al晶2が非存在である部分が、該断面の幅方向長さの10%〜50%を占めたものとする。
(もっと読む)
141 - 150 / 351
[ Back to top ]