
国際特許分類[C23C28/00]の内容
化学;冶金 (1,075,549) | 金属質材料への被覆;金属質材料による材料への被覆;化学的表面処理;金属質材料の拡散処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般;金属質材料の防食または鉱皮の抑制一般 (47,648) | 金属質への被覆;金属材料による材料への被覆;表面への拡散,化学的変換または置換による,金属材料の表面処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般 (43,865) | メイングループ2/00から26/00の単一のメイングループに分類されない方法によるかまたはサブクラスC23CおよびC25CもしくはC25Dに分類される方法の組合わせによる少なくとも2以上の重ね合わせ被覆層を得るための被覆 (1,638)
国際特許分類[C23C28/00]の下位に属する分類
金属質材料のみの被覆 (150)
無機質非金属材料のみの被覆 (139)
国際特許分類[C23C28/00]に分類される特許
1,321 - 1,330 / 1,349
Zn、Zn合金、Al、又はAl合金からなる金属表面を不動態化するための、本質的にクロムを使用しない方法
本発明は、(少なくとも50質量%の(メタ)アクリル酸単位を含む、少なくとも1種の、実質的に架橋していない、水溶性ポリマー又はコポリマーを含み、及び、水、又は少なくとも50質量%の水を含む水性溶媒混合物を含む、)酸性水性調製物で表面を処理することにより、及び更に表面を、アジラン、オキシラン、及びチイラン基からなる群から選ばれる少なくとも2個の架橋基を含む少なくとも1種の水溶性架橋剤で処理することにより、Zn、Zn合金、Al、又はAl合金の金属表面を不動態化するための、実質的にクロムを使用しない方法に関する。本発明は、更にこの方法によって得られる不動態化層に関し、そしてこの方法に適当である調製物に関する。 (もっと読む)
焼入れ鋼部品の製造方法
【課題】陰極防食が付与された焼入れ鋼部品の製造方法、焼入れ鋼部品へ施される防食層、及び焼入れ鋼部品を提供する。
【解決手段】焼入れ鋼部品の製造方法を、a)焼入れ可能な鋼合金から成る薄鋼板へ連続コーティング処理によってコーティングを施し、b)前記コーティングをほぼ亜鉛で構成し、c)前記コーティングへさらに酸素親和性元素の1または2種以上を全量としてコーティング全重量に対して0.1重量%〜15重量%の割合で含ませ、d)次いで前記コーティングされた薄鋼板の少なくとも一部を大気中の酸素を取り入れながら焼入れに必要な温度まで至らしめて該薄鋼板に焼入れに必要な微細構造変化が起こるまで加熱し、e)前記コーティング上へ酸素親和性元素酸化物から成る表面被膜を形成させ、f)加熱前あるいは加熱後に薄鋼板を形状化し、及びg)十分な加熱後に、薄鋼板合金の焼入れが完了するように算出された冷却速度で薄鋼板を冷却する各工程から構成する。
(もっと読む)
Pt族金属を添加したγNi+γ’Ni3Alの2相組成を用いた高温被膜
Pt族金属、NiおよびAlを、γNi+γ'Ni3Alの2相構造が生成する相対比率で含んで成る合金およびこの合金を含む被膜。 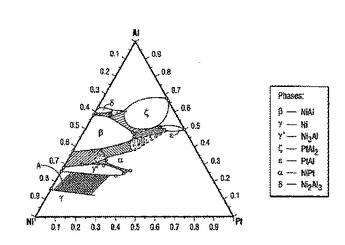 (もっと読む)
(もっと読む)
防熱性に優れた表面処理金属板及びこれを用いた筐体

【課題】本発明は、リサイクル性に優れた金属製の外板を用いても、筐体内部で発生した熱が外板に伝わりにくく、防熱性に優れた表面処理金属板及びこれを用いた発熱体を覆う筐体を提供する。
【解決手段】金属板又はめっきした金属板の片面に、80℃以上200℃以下のある温度で測定した波数600〜3000cm−1の領域における赤外線全放射率が0.50以上である熱放射機能皮膜と、他面に、80℃以上200℃以下のある温度で測定した波数600〜3000cm−1の領域における赤外線全放射率が0.50以下である熱反射機能皮膜を被覆してなることを特徴とする防熱性に優れた表面処理金属板及びこれを用いた発熱体を覆う筐体である。
(もっと読む)
銅ポリイミド基材

【課題】シード層にクラックが発生しにくい銅ポリイミド基材を提供する。
【解決手段】ポリイミド層11と、該ポリイミド層11の片面または両面に形成するクロムからなる第1のシード層12と、第1のシード層12の表面に形成する第2のシード層13と、第2のシード層13の表面に形成するスパッタ層14および銅層15とからなり、第2のシード層13は、クロム以外の金属またはその合金からなる。第2のシード層13が、ニッケルまたはニッケル合金からなるか、アルミニウムまたはアルミニウム合金からなることが好ましい。あるいは、第2のシード層13はニッケルクロム合金からなる。
(もっと読む)
電子機器用アルミニウム板及びこれを用いた電子機器用成形品
【課題】 導電性、放熱性、及び成形性に優れると共に、耐指紋性及び耐傷付き性に優れた電子機器用アルミニウム板及びこれを用いた成形品を提供する。
【解決手段】 中心線平均粗さRaが0.2〜0.6μmのアルミニウム素板2の少なくとも片面に、素板2側から耐食性皮膜3及び樹脂皮膜4が順次形成されたアルミニウム板1で、耐食性皮膜3はCrまたはZrを含有しかつ付着量がCrまたはZr換算で10〜50mg/m2であり、樹脂皮膜4は平均膜厚が0.05〜0.3μmで、全樹脂皮膜量に対して1〜25質量%の潤滑剤を含有し、アルミニウム素板2またはこの上に耐食性皮膜3が形成された表面はその微細な凸部が樹脂皮膜4の表面に露出し、樹脂皮膜4が形成された側の面に半径10mmの球状端子を0.4Nの荷重で押し付けた際の前記球状端子とアルミニウム素板2の間の表面抵抗値を1Ω以下とする。
(もっと読む)
密着性、耐食性に優れた容器用鋼板
【課題】 本発明は製缶素材として、耐食性、フィルム密着性に優れた溶接缶用鋼板を提供する。
【解決手段】 少なくとも鋼板片面に、50〜5000mg/m2 のSn、Niの1種以上を含む表面処理層を有し、その上に、タンニン酸または酢酸の1種以上を1〜40wt%含んだフェノール構造を有する樹脂皮膜を施すことを特徴とした密着性、耐食性に優れた容器用鋼板。更に、金属量で0.2〜100mg/m2 のTiまたはZrまたはそれらの化合物の1種以上を含んだフェノール構造を有する樹脂皮膜を施すことを特徴とした密着性、耐食性に優れた容器用鋼板。
【効果】 本発明により、製缶素材として、耐食性、フィルム密着性に優れた溶接缶用鋼板を提供することが出来る。
(もっと読む)
半導体装置用テープキャリアおよびその製造方法
【課題】半導体装置用テープキャリアにおけるソルダーレジスト下方のリード配線の銅の過剰溶解を防止すると共に、スズめっきのホイスカを抑制する。
【解決手段】絶縁フィルム1上に接着剤層2を介して施された銅箔3の表面の全面にスズめっき層4を厚さ0.01〜0.2μm形成した後、加熱処理し、その後フォトレジストをコートし、露光、現像、エッチング、剥膜処理することにより銅箔3に微細配線パターン30を形成し、その後、前記配線パターン上に、その端子部分を除く所定の位置にソルダーレジスト6を塗布した後、前記端子部分に、厚さ0.15〜0.80μmのスズめっき層4を形成し、加熱処理することにより、厚さ0.20μm以上のスズ−銅合金層5bと厚さ0.15〜0.80μmの純スズ層4bを形成する。
(もっと読む)
亜鉛系めっき鋼板およびその製造方法
亜鉛系めっき鋼板およびその製造方法
【課題】 プレス加工時にめっき層の損傷が無く、成形性、化成処理性などが総合的に優れた合金化溶融亜鉛めっき鋼板およびその製造方法を提供する。
【解決手段】 めっき層表面に、酸化亜鉛と炭酸亜鉛および水酸化亜鉛からなる皮膜を、亜鉛として合計で50mg/m2 以上備えたことを特徴とする亜鉛系めっき鋼板。この鋼板はZnイオン:0.5〜100g/リットル、過酸化水素:0.05%〜5重量%を含有し、pH:4.5〜7、浴温が45℃以下の溶液を亜鉛系めっき層に接触させた後、炭酸ガスを含有する気体を吹き付けることで容易に製造できる。吹き付ける気体の炭酸ガス含有量を0.1体積%以上とすればなおよい。
(もっと読む)
1,321 - 1,330 / 1,349
[ Back to top ]