
国際特許分類[F02F1/00]の内容
機械工学;照明;加熱;武器;爆破 (654,968) | 燃焼機関;熱ガスまたは燃焼生成物を利用する機関設備 (130,868) | 燃焼機関のシリンダ,ピストンまたはケーシング;燃焼機関の密封装置の構成 (6,245) | シリンダ;シリンダヘッド (3,013)
国際特許分類[F02F1/00]の下位に属する分類
国際特許分類[F02F1/00]に分類される特許
101 - 110 / 697
内燃機関のシリンダブロック
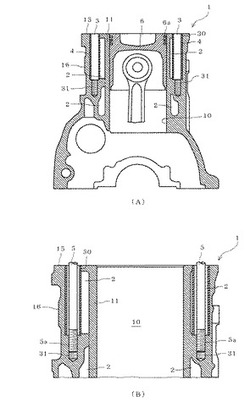
【課題】冷却水通路を確保しながらボア変形を減らし、LOCを減らすことが可能な内燃機関のシリンダブロックを提供する。
【解決手段】シリンダブロック1に、シリンダヘッドを取り付けるためのヘッドボルト5の先端部が螺合するめねじ部31をシリンダブロック1上部から十分離れた下方に形成すると共に、めねじ部31より上方に、シリンダブロック上部とめねじ部31との間にヘッドボルト5が貫通する断面積の大きい冷却水通路2を形成した。
(もっと読む)
水冷式四サイクルエンジン

【課題】鋳造が容易な水冷式四サイクルエンジンを提供する。
【解決手段】シリンダブロック3,シリンダヘッド4及び第1クランクケース半体8aとよりなるエンジンコア2を,一体鋳造された単一部品で構成し,このエンジンコア2に,シリンダジャケット40a及びヘッドジャケット40bよりなるウォータジャケット40を形成し,またエンジンコア2の一側には,シリンダジャケット40aに隣接するタイミングベルト室13を設けた水冷式四サイクルエンジンにおいて,シリンダジャケット40aの,タイミングベルト室13と反対側の一半周部を鋳抜き形成するための第1開口部をシリンダブロック3の一側面に設け,またシリンダジャケット40aの他半周部及びヘッドジャケット40bと,タイミングベルト室13とを鋳抜き形成するための第2及び第3開口部42,43をシリンダヘッド4の上面に設けた。
(もっと読む)
アルミニウム合金製シリンダブロックの作製方法及びアルミニウム合金製シリンダブロック
【課題】 基材との良好な密着性と摺動相手への低い攻撃性を満足しながら、低摩擦性を満足するアルミニウム合金製シリンダブロックの作製方法及びアルミニウム合金製シリンダブロックを提供することを目的とする。
【解決手段】 平均粒径4.5〜5.5μmのSiCを含むめっき液を用いてめっき膜を内径表面に形成してなるアルミニウム合金製シリンダブロックの作製方法であって、前記内径表面付近でのめっき液の流速が120cm/秒以上、電流密度が10A/dm2以下の条件で電気めっきを行う成膜前期工程と、前記成膜前期工程の後に、めっき液の流速が80〜120cm/秒、電流密度が10A/dm2以上の条件で電気めっきを行う成膜後期工程とを含む、アルミニウム合金製シリンダブロックの作製方法を提供する。
(もっと読む)
内燃機関
【課題】圧縮比が可変に形成されており、優れた熱効率を有する内燃機関を提供する。
【解決手段】クランクシャフト52を支持するクランクケース4と、シリンダ部71を有するモノブロック2と、モノブロック2が上端位置と下端位置との間で相対移動する圧縮比可変手段とを備える。シリンダ部71の周りの領域には、潤滑油が供給される上部オイルジャケット73と下部オイルジャケット74とが形成されている。上部オイルジャケット73と下部オイルジャケット74との間には第1の流量制限部が形成され、下部オイルジャケット74の下端部には第2の流量制限部が形成されている。モノブロック2が上端位置のときには、上部オイルジャケット73に潤滑油が貯留し、モノブロック2が下端位置のときには、上部オイルジャケット73に潤滑油が貯留せずに下部オイルジャケット74に潤滑油が貯留する。
(もっと読む)
水冷式四サイクルエンジン
【課題】鋳造が容易な水冷式四サイクルエンジンを提供する。
【解決手段】シリンダブロック3,シリンダヘッド4及び第1クランクケース半体8aとよりなるエンジンコア2を,一体鋳造された単一部品で構成し,このエンジンコア2に,シリンダジャケット40c及びヘッドジャケット40hよりなるウォータジャケット40を形成した水冷式四サイクルエンジンにおいて,エンジンコア2の,クランク軸15の軸線Xに平行な第1側面2aに,鋳抜き形成された吸気ポート5とウォータジャケット40の一半周部40Aとを開口させると共に,その一半周部40Aの開口部41を閉鎖する第1蓋板46を接合し,またエンジンコア2の,第1側面2aと反対側の第2側面2bに,鋳抜き形成された排気ポート6とウォータジャケット40の他半周部40Bとを開口させると共に,その他半周部40Bの開口部42を閉鎖する第2蓋板47を接合した。
(もっと読む)
溶射被膜の加工方法
【課題】デッキ面加工の際に、ボア面に形成された溶射被膜がデッキ面加工で使用される工具や機器から何等の外力も受けず、もって、外力を受けた際に溶射被膜が剥がれ落とされてしまうという課題を効果的に解消することのできる、溶射被膜の加工方法を提供する。
【解決手段】シリンダブロック1に開設されたボアBのボア面1aに溶射被膜2を加工する溶射被膜の加工方法であって、ボアBがシリンダブロック1のデッキ面1bに臨むボア端部領域1cにおいて、ボアBの内周方向に延設した、無端状で、ボアB内へ張り出した突条1dが形成されてなるシリンダブロック1を用意する工程、ボア面1aに溶射被膜2を形成する工程、少なくとも突条1dの一部を通る加工面1eを形成するようにして面取り加工する工程、デッキ面1bを仕上げ加工する工程、からなる加工方法である。
(もっと読む)
減圧鋳造装置および減圧鋳造方法
【課題】良好な鋳造品質を確保するべく、鋳造金型より鋳造製品を押出すための押出しピンと、該鋳造金型に形成される押出しピン用の貫通孔と、の隙間を介して離型剤や冷却水などがキャビティ内へ侵入するのを防ぐために、押出しピン自身を廃止するとともに、鋳造製品を破損させることなく、鋳造金型より確実に脱型することが可能な減圧鋳造装置および減圧鋳造法を提供することを課題とする。
【解決手段】複数の分割された、金型群から構成される鋳造金型2のキャビティ24内を減圧して鋳造製品20Aを鋳造する減圧鋳造装置1であって、前記複数の金型群21・22・23・・・のうち何れか一つの金型部位(可動金型22)において、キャビティ24側の側面からキャビティ24に向かって突設される、複数の入れ子33・34・35を備え、これら入れ子33・34・35は、キャビティ24に対して進退する方向へ移動可能に配設される。
(もっと読む)
シリンダブロック構造
【課題】シリンダブロックの変形を抑制すると共に、ヘッドボルトの軸力が確保できるシリンダブロック構造を提供する。
【解決手段】シリンダブロック1のシリンダボア部13に鋳鉄製のシリンダライナ41、42を埋め込むと共に、シリンダボア部13がウォータジャケット15を介在してシリンダ外壁部16によって囲まれ、シリンダ外壁部16にヘッドボルト孔19を有するヘッドボルトボス17、18が一体形成されたアルミニウム製のシリンダブロックであって、シリンダの軸Z1方向に投影したヘッドボルト孔19とシリンダライナ41、42の外周面の接線22bと22c、26bと26cに囲まれた部分におけるウォータジャケット底部のヘッドボルト軸方向Z2の剛性を高くする。
(もっと読む)
往復動機関
【課題】力の伝達効率を高める往復動機関を提供する。
【解決手段】ピストン2とコンロッド3をピストンピン4で接続し、コンロッド3とクランク5をクランクピン6で接続してシリンダライナ8内でピストン2を往復動させる往復動機関であって、ピストン中心の動線Laが上死点のピストンピン位置PTDCを通り且つ下死点から上死点へ向かって反スラスト側に傾くように、シリンダライナ8の傾斜を設定する。
(もっと読む)
エンジン用シリンダの製造方法、エンジン用シリンダの金型、及びエンジン用シリンダ
【課題】掃気通路の形状の自由度を高めることができるエンジン用シリンダを提供すること。
【解決手段】本発明のエンジン用シリンダ1では、シリンダ本体6と掃気カセット10a,10bとを各々備えてこれらの間に掃気通路を形成するため、掃気通路を成型するための金型を用意しこれを引き抜き離型して掃気通路を成型するという必要がなく、従って、掃気カセット10a,10bにおいて、シリンダ本体6との間で掃気通路を形成する部分の形状の制約を少なくでき、掃気通路の形状の自由度を高めることができる。
(もっと読む)
101 - 110 / 697
[ Back to top ]