
国際特許分類[F16B19/06]の内容
機械工学;照明;加熱;武器;爆破 (654,968) | 機械要素または単位;機械または装置の効果的機能を生じ維持するための一般的手段 (198,328) | 構造部材または機械部品同志の締め付けまたは固定のための装置,例.くぎ,ボルト,サークリップ,クランプ,クリップまたはくさび;継ぎ手または接続 (13,682) | ねじ山をもたないボルト;変形できる要素を含むピン (1,156) | リベット;差し込みまたはリベット締めによる同様な締め付け (426) | 一部材からなる中実リベット (22)
国際特許分類[F16B19/06]に分類される特許
1 - 10 / 22
高変形能チタン及びチタン合金による一体型締め具の調整方法及びその方法によって調整された締め具
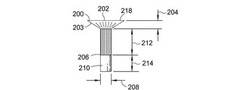
【課題】締め具に関する技術には、少なくとも従来のツーピース締め具と同等の強度特性を提供しつつ、取付けをより単純化して短時間での取付けを可能にする一体型締め具のニーズが存在する。
【解決手段】締め具200は冷間加工されたヘッドセクション204、冷間加工されたシャンクセクション212、及び前記冷間加工されたシャンクセクション212から前記締め具200のテールエンド部分210まで延伸する延性シャンクセクション214を有する。
(もっと読む)
部材の接続方法

【課題】2以上の部材を接続する接続方法であってそのうちの少なくとも一方は樹脂部材からなる接続方法に関し、この接続方法にセルフピアスリベットによる接合方法を適用した場合でも、マトリックス樹脂が割れることがなく、リベットを介して強固に2以上の部材を接続することのできる部材の接続方法を提供する。
【解決手段】2以上の部材の重ね合わせ箇所を形成する少なくとも最下層に熱可塑性樹脂からなる樹脂部材6を配し、環状の凹溝3bをその頂面3aに備えたリベットダイス3上に重ね合わせ箇所を載置し、樹脂部材6を熱処理してマトリックス樹脂を軟化させた状態で胴部5aの先端を凹溝3bに位置合わせしながら重ね合わせ箇所の最上層の部材7の上方からセルフピアスリベット5を打ち込み、この打ち込み過程で胴部5aの先端が環状の凹溝3b内で塑性変形しながら広がり、マトリックス樹脂の硬化によって重ね合わせ箇所の接続をおこなう。
(もっと読む)
塑性変形可能な部材の接合具及び接合構造
【課題】塑性変形可能な部材同士を、塑性変形を利用し、非貫通係止穴の場合には接合後の穴内の空気溜まりをより減らすことができる接合具及び接合構造を提供すること。
【解決手段】塑性変形可能な両部材の各々に面する両端面4Aとこれら両端面4Aと接続された側面4Bとを持って、少なくとも一部が両部材に没入される円柱フランジ(第一係止部)4と、両端面4Aの各々に面して円柱フランジ4と略同心の円形底面(底面)2A及び先端に向かって縮径して形成された円錐面(側面)2Bを持って非貫通係止穴(穴)に挿入される円錐状係止部(第二係止部)2と、両端面4Aと円形底面2Aとの間に配された連結部3と、を備え、連結部3は、塑性変形した両部材の塑性変形部位が円形フランジ4及び円錐状係止部2との間に侵入可能に形成されている。
(もっと読む)
燃料電池の製造方法
【課題】複数のセルユニットを容易且つ迅速に組み立てることができ、前記セルユニットの組み立て作業を効率的に行うことを可能にする。
【解決手段】燃料電池10を構成するセルユニット12は、第1セパレータ14、第1電解質膜・電極構造体16a、第2セパレータ18、第2電解質膜・電極構造体16b及び第3セパレータ20を設ける。第1セパレータ14、第2セパレータ18及び第3セパレータ20の外周縁部には、樹脂製締結部110a、110b及び110cが設けられる。樹脂製締結部110a、110b及び110cには、接合ピン13が選択的に挿入される第1孔部114a及び第2孔部114bが形成される。接合ピン13は、大径フランジ部118aを有するとともに、前記大径フランジ部118aには、ピン軸方向内方に向かって縮径するテーパ形状に設定される凹部120が形成される。
(もっと読む)
ホットリベット接続及びその製造方法
本発明は、少なくとも1つの構成部品を別の構成部品に分離不能に固定する方法に関し、ホットリベットが少なくとも1つの第1の構成部品の開口部に挿入され、ホットリベットのシャフトの端面が別の構成部品の表面と溶接され、続いて、ホットリベットは塑性変形しながら、ホットリベットのヘッドがプレテンション力によって少なくとも1つの構成部品の表面上に少なくとも部分的に接触するまで、ホットリベットのシャフトが圧造され、ホットリベットのヘッドはプレテンション力によって少なくとも1つの構成部品の表面上に少なくとも部分的に接触し、このプレテンション力は規定された値に調整される。 (もっと読む)
クリンチピン式パネル固定装置
【構成】パネル固定装置のヘッドおよび変位機能部を形成する同じ鍛造工程時に同時にアンダーカットを形成することによってクリンチ式パネル固定装置を形成する。上部ダイおよび下部ダイとの間でパネル固定装置素材を連続的に圧縮し、素材の軸方向圧縮によって軸部をその正中線において外側に張り出す。同時に、軸部の曲線状張り出し部によってテーパー状端部点および接線方向締め代バンドが形成する。この張り出し部が形成している間に、張り出し部とパネル固定装置のヘッドから下向きに延長する肩部との間にアンダーカットが形成する。この形成方法、およびこの方法によって製作したパネル固定装置は、特に直径が1.0mmの小型のクリンチピンの製造に好適である。 (もっと読む)
異材接合用リベット、異材接合方法、及び異材接合体
【課題】FeとAlとの脆弱な金属間化合物層が形成されることなく、高強度の異材接合が可能であり、しかも、スポット溶接電極によりリベットをアルミニウム合金材に押し込み、アルミニウム合金材を貫通させる必要がなく、また、リベットに通電してアルミニウム合金材を発熱溶融させて孔を開ける必要がなく、鋼材と軽合金材とを異材接合する。
【解決手段】鋼材とアルミニウム合金材とを接合する鋼製の異材接合用リベット30は、アルミニウム合金材を貫通する軸部32と、アルミニウム合金材の表面に残る頭部31とを有する。軸部32はその頭部側の基端から先端側に向けて横断面積が大きくなっており、その先端面34は周縁部よりも内側部分が盛り上がっている。また、頭部31はその下面、軸部32を取り囲むように溝35が形成されている。
(もっと読む)
リベット端子の製造方法
【課題】シール面のキズの発生およびリベット部のバリの発生等を防止し,高品質のリベット端子を得られる,生産性の高いリベット端子の製造方法を提供すること。
【解決手段】本発明のリベット端子の製造方法は,柱状体の一方の端部に最終的に形成すべき凹部より浅い凹部を形成するとともにその凹部の周囲を盛り上げつつ,柱状体の他方の端部にも凹部を形成する第1工程と,浅い凹部をさらに深くするとともにその周囲をさらに盛り上げる第2工程とを有し,第1工程では,柱状体の断面より小さい断面のパンチ金型の先頭部を,柱状体の一方の端部に押し付けることと,凸部を有する第1台座金型を柱状体の他方の端部に押し付けることとを行い,第2工程では,第1工程で他方の端部に形成した凹部との間に隙間を形成する第2台座金型により他方の端部を支持しつつ,パンチ金型の先頭部を,浅い凹部に押し付ける。
(もっと読む)
リベット締結用エアーツール
【課題】リベット締結用エアーツールに関し、リベットの供給用アクチュエータと打込用アクチュエータとを切換バルブを介して連動させることで、構造を簡便で且つ部品点数を減少することができ、小型化を可能にする。
【解決手段】ツール10には、リベット列を装填し、最前列のリベット20の脆弱部を引きちぎって装填位置に供給する供給用アクチュエータ180、打込用アクチュエータ100を備える。供給用アクチュエータ180に至るエアー供給路に切換バルブ120を設けている。リベット20の頭部を引く抜く方向に移動する際に、打込用アクチュエータ100により切換バルブ120を切り換え、供給用アクチュエータ180を復帰させるようにしている。
(もっと読む)
複合構成部品を結合するためのソリッド・リベット
本発明は、ダイ・ヘッド(5)と、ダイ・ヘッド(5)と軸方向に整合しているシャフト(6)とを有するソリッド・リベットに関し、ダイ・ヘッドの最大直径は、シャフト(6)の外径より大きい。この製造経費の増大を示すことなくFRP構成部品でも互いを堅固に確実に結合することを可能にするために、本発明により、シャフト(6)が、少なくとも1つの末端部分(11)と、中間部分(10)と、ヘッド部分(9)とを有し、中間部分(10)の外径が、末端部分(11)の外径より小さいことが提案される。
 (もっと読む)
(もっと読む)
1 - 10 / 22
[ Back to top ]