
国際特許分類[F16D3/26]の内容
機械工学;照明;加熱;武器;爆破 (654,968) | 機械要素または単位;機械または装置の効果的機能を生じ維持するための一般的手段 (198,328) | 回転伝達用継ぎ手 (20,284) | たわみ継ぎ手,すなわち駆動中に連結された部材の間での運動を許容する手段をもつもの (4,169) | 屈曲性が枢着またはすべりまたはころがり連結部材により生じる自在継ぎ手 (2,744) | フック継ぎ手,または各継ぎ手部材がピボットによりまたはすべり可能に連結される同等な中間要素をもつ他の継ぎ手 (362)
国際特許分類[F16D3/26]の下位に属する分類
枢動可能またはすべり可能に互いに連結された2つ以上の中間部材をもつもの,例.凸縁とスリッパー型の継ぎ手
相互連結用のピボットが弾性部材を含むもの
継ぎ手が定速回転するように特に適合されているもの (14)
継ぎ手部材と中間要素との間の各ピボットが1つのボールからなるもの (2)
互いに垂直な2つの軸上に配置されたトラニオンまたはベアリングをもつ中間要素を1つだけもつもの (168)
みぞの中または歯部の間で案内される突起,ピン,ボールまたはそれに類似するもので中間要素が継ぎ手部材に連結されているもの (2)
国際特許分類[F16D3/26]に分類される特許
61 - 70 / 176
結合構造およびステアリング装置
【課題】締結作業性に優れるとともに、既存のものに対して変更部位が少なく、低コストにて構成することができる結合構造およびこのような結合構造を用いたステアリング装置を提供する。
【解決手段】自在継手に設けられたヨークのボス部にシャフトの端部が挿入された状態において、このボス部から外径方向に延びる一対のフランジ部に付設されるボルト構造の締め付けによって、ボス部を縮径させて前記シャフトとヨークとを連結するための結合構造である。ボス部に挿入されたシャフトの端部に係止する筒体を、フランジ部に設けられる嵌合孔に内嵌する。筒体にボルト構造のボルト部材が挿通されて、ボルト構造による締め付けが行われる。
(もっと読む)
ユニバーサルジョイント

【課題】ヨークの板厚を増加させることなく、ヨークのラジアル方向の剛性を向上させることができるユニバーサルジョイントを提供する。
【解決手段】一対のヨーク1A,1Bを十字状のスパイダー2により連結し、各ヨーク1A,1Bの一対のアーム11、11に設けられた軸受孔12に、スパイダー2の一対の軸部21を挿入し、各軸受孔12と軸部21の間に、軸受カップ3を介装したユニバーサルジョイント10において、一対のヨーク1A,1Bのうち少なくとも一方のヨーク1Aには、一対のアーム11、11がラジアル方向へ拡がるのを抑制する補強部材4が設けられる。
(もっと読む)
一体成形プロペラシャフト
【課題】製品に要求される強度を確保しつつ、軽量化を図るのに効果的なヨーク部断面形状からなるプロペラシャフトの提供を目的とする。
【解決手段】内部が中空の円筒軸部の両端に、ジョイント部材と連結するためのヨーク部を当該円筒軸部と一体的に備えたプロペラシャフトであって、少なくとも一方のヨーク部は、径方向内側に膨出した増厚部を有し、且つ、周廻りに相対的に厚肉部と薄肉部とを有する異形中空断面形状になっていることを特徴とする。
(もっと読む)
ヨークの製造方法及び製造装置
【課題】アーム部のトリミングを不要として製造コストを向上させることができるヨークの製造方法及び製造装置を提供する。
【解決手段】円筒状素材Wを冷間鍛造することにより、突端がR形状Waaとされた一対のアーム部Wa、プロペラシャフトの端部と接続され得る円筒部Wbを有したプロペラシャフトのヨークを製造するためのヨークの製造方法において、円筒状素材Wに対し径方向に冷間鍛造し、上面又は下面にアーム部WaのR形状Waaと同等のR部rを有するとともに側面が平坦状とされた偏平状の中間素材W’を得る予備成形工程と、中間素材W’を冷間鍛造してアーム部Wa及び円筒部Wbを形成する本成形工程とを有する。
(もっと読む)
自在継手およびその加工方法
【課題】十字軸を軸支するための軸受け孔周辺の結合アーム部の剛性を大きくするとともに、十字軸で連結される他方の結合アーム部との干渉量が少なくて、自在継手の折り曲げ角度を大きくすることが可能な自在継手を提供する。
【解決手段】結合アーム部52、52は、結合筒部53の軸線に直交する方向の断面形状が半径方向外側に凸の円弧形状をしているため、結合アーム部52、52の幅寸法が小さくても剛性が向上するため、十字軸7で連結される他方の結合アーム部との干渉量が少なくて、自在継手の折り曲げ角度を大きくすることが可能となる。しかも、突出部58が半径方向内側に突出して形成されて、軸受を軸支する軸方向の長さを長くしているため、軸受の支持剛性が大きくなる。
(もっと読む)
自在継手用ヨークの製造方法
【課題】厚肉の金属板にプレス加工を施す事により造る場合でも、条件の厳しい部分に亀裂等の損傷が発生しにくい自在継手用ヨークを得られる製造方法を実現する。
【解決手段】基板部16aの中間部で1対の舌状部17a、17aの間部分33をU字形に折り返して、この基板部16aを基部10aとする自在継手用ヨークとする。上記間部分33をU字形に折り返す以前に、この間部分33と上記両舌状部17a、17aの基半部とで三方を囲まれた、斜格子で表した部分の表面粗さを、この部分の表面に存在する金属材料を除去する事により向上させる。この為、上記折り返し及びその後の使用に伴って、上記部分に亀裂等の損傷を発生しにくくできる。
(もっと読む)
自在継手およびその加工方法
【課題】折り返し部を形成してフランジ部の剛性を向上させるとともに、ボルトに生ずる曲げモーメントを軽減して、大きな回転トルクを伝達することを可能にした。
【解決手段】プレス加工によって、フランジ部54を内側に折り返して折り返し部543を形成する。次に、2個の凸部811、811を有するパンチ81と、2個の凹部821、821を有するダイ82で構成されるプレス金型を使用して、フランジ部54、54にエンボス加工を施す。このエンボス加工によって、フランジ部54の外側には、ボルト孔を形成するための下孔57が形成されると同時に、折り返し部543の内側には、下孔57と同心の突出部58が形成される。その結果、フランジ部54の接線方向延長部544と折り返し部543の接合面545に金属材料の塑性流動が生じ、接線方向延長部544と折り返し部543の接合面545が完全に密着する。
(もっと読む)
自在継手用ヨーク及びその製造方法
【課題】大きなトルクを伝達する自在継手を構成すべく、金属板の厚さ寸法を大きくしたり、或いは高強度材を使用した場合でも、回転軸の端部を結合固定すべき基部10aの形状を良好にできる製造方法を実現する。
【解決手段】金属板を打ち抜いて造った素板15にプレスによる塑性加工を、(A)→(B)→(C)→(D)→(E)の工程で施す。(C)→(D)の工程、及び、(D)→(E)の工程で、基板部16の片面を受型により抑えると共に、この基板部16の他面中央部を抑え型によりこの受型に向け押圧する。この状態で、この基板部16の他面の両側部分を、押型により押圧する。この結果、この基板部の片面が上記受型から浮き上がる事を防止して、この受型の形状を上記基板部16に対し正確に転写し、精度の良い上記基部10aを安定して造れる。
(もっと読む)
自在継手とシャフトの結合構造および結合方法
【課題】シャフトとクランプの結合構造を、軸方向にコンパクトで、かつ、簡素化された低コストなものとする。
【解決手段】弾性的に縮径可能なセレーション孔14をもったボス12と、ボス12の軸線と直交する孔18a、18bをもち、ボス12の軸線に直交し前記孔18a、18bの軸線を含む平面内で互いに平行な一対のアーム16a、16bとからなるクランプ10と、セレーション軸部22をもち、セレーション軸部22の軸方向領域内の外周に凹部24を形成したシャフト20との結合構造であって、シャフト20のセレーション軸部22をクランプ10のセレーション孔14に挿入し、アーム16a、16bの孔18a、18bにスリーブ30を挿入しシャフト20の凹部24と係合させスリーブ30にボルト40を挿入して一対のアーム16a、16bを締結しクランプ10とシャフト20を結合する。
(もっと読む)
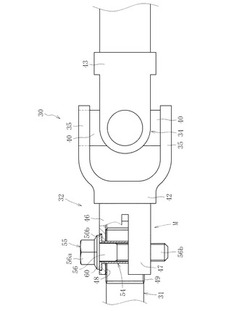
継手およびシャフトと継手との連結方法
【課題】ピニオンシャフト31をジョイントヨーク21の正規位置まで挿入した状態でボルト7をボルト孔14に挿通可能とさせるための新たな組み付け用部材1を備えた継手を提供する。
【解決手段】ジョイントヨーク21には、ピニオンシャフト31の挿入孔12が形成され、ボルト孔14を挿通させたボルト7によってスリット13を狭めピニオンシャフト31をジョイントヨーク21に固定する。ボルト孔14に、弾性的に縮径させた状態で弾性部材2が収納されている。ボルト孔14の途中部に退避空間5が形成されていて、この退避空間5は、弾性復元力によって拡径する弾性部材2を収納可能であって、弾性部材2の内径をボルト孔14の直径以上に拡径させる。ピニオンシャフト31が正規位置に達すると、その一部が弾性部材2を押して退避空間5へ移動させる。
(もっと読む)
61 - 70 / 176
[ Back to top ]