
国際特許分類[H01R43/28]の内容
電気 (1,674,590) | 基本的電気素子 (808,144) | 導電接続;互いに絶縁された多数の電気接続要素の構造的な集合体;嵌合装置;集電装置 (28,662) | 電線接続器または集電装置の製造,組立,保守または修理のためまたは導体接続のために特に採用される装置または方法 (2,778) | 接触部材を接続する前に電線を処理するためのもの (74)
国際特許分類[H01R43/28]に分類される特許
51 - 60 / 74
シールド線のドレン線止水方法およびドレン線止水構造
【課題】ドレン線の止水箇所をスリム化する。
【解決手段】シールド線端末の皮剥ぎ端から外部に引き出されるドレン線に、その引き出された先端側から他端側の前記皮剥ぎ端に向けて所要長さ絶縁樹脂製の非防水熱収縮チューブを被せ、前記非防水熱収縮チューブの他端側に斜めカットして設けた止水剤受部に止水剤を滴下し、該非防水熱収縮チューブの他端側のドレン線に止水剤を充填し、前記止水剤の充填後に前記非防水熱収縮チューブを熱収縮し、ついで、前記非防水熱収縮チューブの他端側の止水剤充填部を囲繞する先端から前記皮剥ぎ端にかけて防水熱収縮チューブを被せた後、該防水熱収縮チューブを熱収縮し、前記外部に引き出されたドレン線の全長を前記防水熱収縮チューブと非防水熱収縮チューブで被覆して疑似電線化していると共に、前記2つの熱収縮チューブの接続部位のドレン線には止水剤を充填している。
(もっと読む)
被覆電線用ストリッパ

【課題】 把手の開度を小さくして操作しやすくし、さらに、EEFケーブルの絶縁被覆も処理できるようにする。
【解決手段】 一端部側が他方の把手2bの基端部側に位置する第三支点42に回動可能に連結される第一作動リンク40と、一端部側が他方の把手2bにおける第三支点42よりも先端部側に位置する第四支点47に回動可能に連結される第二作動リンク45とを備え、第一作動リンク40の他端部側が、把手2a,2bの閉方向への初期回動時、挟持用リンク10及び切断・剥離用リンク30のそれぞれ基端部側と作動的に係合する一方、第二作動リンク45の他端部側が、把手2a,2bの初期回動以降、切断・剥離用リンク30の基端部側と作動的に係合するよう構成する。
(もっと読む)
ゴム栓の取付方法およびゴム栓挿入機
【課題】ゴム栓の取付位置のばらつきを無くすこと。
【解決手段】筒状のゴム栓5の電線挿入孔5aに電線1の端末部を挿入して、電線1の軸線方向の規定位置1aにゴム栓5を取り付ける方法において、前記規定位置1aを超える位置まで電線1をゴム栓5の電線挿入孔5aに挿入した後、規定位置1aまで電線1をゴム栓5に対して引き戻し、その挿入と引き戻しの動作を少なくとも2回繰り返した後、最終的に、引き戻しの動作によって規定位置1aにゴム栓5を位置決めする。
(もっと読む)
コネクタ付き伝送ケーブルの製造方法およびコネクタ付き伝送ケーブル
【課題】伝送ケーブルの端末加工における心線の長さ方向のずれによるスキューの問題、ピッチずれの問題を解決する。
【解決手段】伝送ケーブルの端末にコネクタを導通接続されたコネクタ付き伝送ケーブルの製造方法であって、伝送ケーブルの端末部分の外側絶縁被覆体の除去により露出した複数の絶縁被覆線の端末部先端を揃えて当該複数の絶縁被覆線の整線を行い、複数の絶縁被覆線の全てに粘着テープを貼り付け、当該粘着テープによって前記複数の絶縁被覆線の全てを互いに連結固定し、各絶縁被覆線の心線をコネクタ配線基板に導通接続するための全ての工程を粘着テープ貼り付け状態で行う。
(もっと読む)
結線方法
【課題】素線のばらけを防止又は効果的に抑制できしかも、厳格な位置合わせ等の煩雑な作業が不要な結線方法及び感圧センサを得る。
【解決手段】本感圧センサ10の電極線16〜22の端部は、溶接トーチにより加熱されて溶融し、これにより、各電極線16〜22を構成する複数本の素線の端部が溶融して互いに溶着し、略球状若しくは略粒状の接続部42となる。この状態では、各電極線16〜22の端部で素線がばらけることはない。
(もっと読む)
コイル端子のカシメ装置及びカシメ方法
【課題】コイル端子の通電カシメを自動化させたコイル端子のカシメ装置及びカシメ方法を提供すること。
【解決手段】ワークWをその中心軸が鉛直方向を向くように作業テーブル10上に設置し、その中心軸を中心にワークWを回転させる回転手段12および、ワークを中心軸方向に昇降させる昇降手段25とを備えたワーク支持機構と、作業テーブル10の上方にあって、ワークWから上方に起立したリード線100先端の芯線101を把持する把持手段21,22および、ワークWのチャックの中心軸方向に昇降させる昇降手段25とを備えたチャック機構と、セットした端子110に芯線101が挿入された状態で通電カシメする一対のカシメ電極41,42を備えたカシメ機構とを有するコイル端子カシメ装置1。
(もっと読む)
多心ケーブル及びその製造方法
【課題】コネクタと電線との接続部分における曲げ内側端付近の電線で生ずる断線を低減し、コネクタと電線とを90度に曲げてフォーミングすることが可能なコネクタ付き多心ケーブルを提供する。
【解決手段】多心ケーブル1は、複数本の電線の両端末部分を所定のピッチで配列してフラット状にし、その両端末部分にコネクタ2を接続してなる。その複数本の電線は、中間部分を結束帯4で1つに束ねられ、少なくとも一方の端末部分で曲げられている。曲げられた結果として曲率半径が小さい側の端に配列された電線(又はその電線から所定本数離れた電線までの電線群3a)が、コネクタ2の長手方向に対して直角に屈曲される長さで成形されている。
(もっと読む)
多心ケーブル及びその製造方法
【課題】コネクタと電線との接続部分における曲げ外側端付近の電線で生ずる断線を低減し、コネクタと電線とを90度に曲げてフォーミングすることが可能なコネクタ付き多心ケーブルを提供する。
【解決手段】多心ケーブル1は、複数本の電線の両端末部分を所定のピッチで配列してフラット状にし、その両端末部分にコネクタ2を接続してなる。その複数本の電線は、中間部分を結束帯4で1つに束ねられ、少なくとも一方の端末部分で曲げられている。曲げられた結果として曲率半径が大きい側の端に配列された電線(又はその電線から所定本数離れた電線までの電線群3c)が、コネクタ2の長手方向に対して直角に屈曲される長さで成形されている。
(もっと読む)
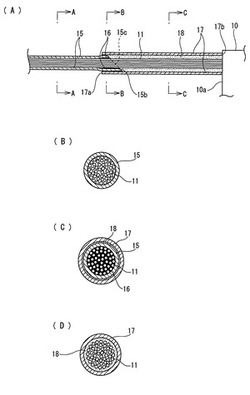
電気長制御が可能な高周波同軸ケーブルアセンブリの製造方法および高周波同軸ケーブルアセンブリ
【課題】正確な電気長を有する高周波同軸ケーブルアセンブリが得られる製造方法および高周波同軸ケーブルアセンブリを提供する。
【解決手段】中心導体の外周に順次、絶縁体、金属箔の螺旋巻きにより形成した内側の外部導体、編組により形成した外側の外部導体、好ましくは前記内側外部導体と外側外部導体の間に介在させた緩衝用の樹脂テープおよびシースからなる高周波同軸ケーブルと同軸型コネクタとを接続した構造の高周波同軸ケーブルアセンブリの製造方法であって、
高周波同軸ケーブルのケーブル切断・シース剥離工程;f1と、はんだ処理工程;f2と、段差・螺旋状加工工程;f3と、電気長測定・換算工程;f4と、削り込み加工工程;f5と、接着剤塗布・硬化工程;f6と、からなり電気長制御が可能な高周波同軸ケーブルアセンブリを製造する。
(もっと読む)
銅線の絶縁被膜の剥離方法及び治具
【課題】 銅線と絶縁被膜を導体径の許容差内に維持し、能率よくかつ確実に剥離する。
【解決手段】 銅線の絶縁被膜を刃物による切削加工により削り落とし、銅線の絶縁被膜を剥離できるようにする。
(もっと読む)
51 - 60 / 74
[ Back to top ]