
ウェブ溶断用ヒートカッター及びウェブのヨコ方向溶断装置

【課題】ウェブ溶断用ヒートカッターに関し、広巾ウェブを高速でシャープに安定してヨコ方向に溶断でき、コストの安いヒートカッターを提供することにあり、さらに、そのヒートカッターを用いた広巾ウェブのヨコ方向溶断装置を提供する。
【解決手段】長尺のシーズヒータのウェブに接する面(内面)に金属板が溶接されており、このシーズヒータの内面の反対側(外面)にも金属板が溶接されていることを特徴とする、広巾ウェブ溶断用ヒートカッター、およびそのヒートカッターを用いることによるウェブをヨコ方向に切断する、広巾ウェブのヨコ方向溶断装置。
【解決手段】長尺のシーズヒータのウェブに接する面(内面)に金属板が溶接されており、このシーズヒータの内面の反対側(外面)にも金属板が溶接されていることを特徴とする、広巾ウェブ溶断用ヒートカッター、およびそのヒートカッターを用いることによるウェブをヨコ方向に切断する、広巾ウェブのヨコ方向溶断装置。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ウェブ溶断用ヒートッカターに関し、特に、広巾ウェブを高速でシャープに安定してヨコ方向に溶断でき、コストの安いヒートカッターを提供することにあり、さらに、そのヒートカッターを用いたウェブのヨコ方向溶断装置に関する。
【背景技術】
【0002】
高速で走行する広巾ウェブを一定間隔毎にヨコ方向に切断して、一定長さのウェブに切断して一枚毎の多数のウェブとすることは、ウェブの業界では多用されている技術である。その方式として、カミソリ刃のような鋭利な刃で押し切る方法も採られるが、刃の寿命や受台の寿命が短いこと、広巾の刃を作ることの技術的な問題や、それらを安定して精度良く押し切る装置はコストがアップすることから、寿命の面、高速性、コスト面等から、広巾ウェブでは問題が多かった。加熱した刃で溶断することも多く用いられているが、高速で溶断するには、刃の熱容量の点からコストアップになる問題点があった。簡便に広巾ウェブを溶断する方法として、シーズヒータをそのままヒートカッターとして用いる方式も一部では用いられているが、ウェブの切り口がシャープではないこと、シーズヒータが長尺になると変形して直線性が保てないこと、ヒートカッターの熱により、ウェブが熱歪みを受けることなどの問題点があった。
【0003】
ヒータをハウジング(外套)で覆い、ハウジングから突出した刃でヒートカットする方式は、ヒータが交換容易というメリットがあるので、発泡スチロールや薄いフィルムなどに多く用いられている。しかし、ヒータとハウジングの熱伝導性が悪く、また、ハウジングに熱を奪われることからも熱効率が悪い。そのため、刃を高温にすることが困難で、濡れたウェブを高速で切断するには不向きであった。さらにこのハウジング方式は、広幅ウェブに適用するには、長尺のヒータが変形するため、精度の良いヒータ穴とすることができず、そのため熱伝導がさらに悪くなり、また巾広のハウジングは装置が高価になるという問題点もあった。
【0004】
特に、経緯積層不織布製造プロセス(例えば特開昭52−124976号)の緯ウェブの切断においては、ウェブが広巾なこと、ラインが高速なこと、ウェブが濡れていること、ウェブが延伸されており熱歪みを受けやすいことなどにおいて、上記の問題点が特に顕著であった。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開昭52−124976号公報(第1頁、第1、2図)。
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、上記問題点を除くためになされたものであって、その目的とするところは、従来のシーズヒータを用いたカッターの問題点を除去し、ウェブの切り口がシャープになり、長尺のシーズヒータの直線性が保たれ、濡れたウェブを高速でカットでき、ヒートカッターの熱によりウェブが熱歪みを受ける程度を軽減させた、広巾ウェブ溶断用ヒートカッターを提供することにある。さらに、そのヒートカッターを用いて、広巾ウェブのヨコ方向溶断装置や経緯積層不織布の製造装置において、安定して高品質の製品を提供する手段に関する。
【課題を解決するための手段】
【0007】
本発明は従来技術の問題点を克服するために行われたもので、本発明のヒートカッターとしての特徴を下記に示す。本発明は、長尺のシーズヒータのウェブに接する側(内面)に金属板が溶接されており、そのシーズヒータの内面の反対側(外面)にも金属板が溶接されている、ウェブ溶断用ヒートカッターに関する。また本発明は、前記シーズヒータが、複数本、前記内面と前記外面とを結ぶ線上に溶接されている、前記のウェブ溶断用ヒートカッターに関する。また本発明は、前記内面に溶接された前記金属板の広巾ウェブに接する面が、狭い先端を有するように仕上げられている、前記のウェブ溶断用ヒートカッターに関する。さらに本発明は、前記シーズヒータが、溶断に使用される巾の外側において、外面側に曲げられている、前記のウェブ溶断用ヒートカッターに関する。
【0008】
さらに本発明の広巾ウェブのヨコ方向溶断装置における特徴を下記に示す。本発明は、
ウェブを一定速度で供給する供給手段と、ウェブを搬送する、多数のラティスバーが簾状に組み合わされて構成され、循環しているラティスコンベアと、これらのラティスバーの間で、ウェブの巾方向に設置され、ラティスコンベアとほぼ等速で走行するように構成されており、シーズヒータのウェブに接する側(内面)に金属板が溶接され、このシーズヒータの内面の反対側(外面)にも金属板が溶接されているヒートカッターとからなり、この内面の金属板でウェブを溶断する、ウェブのヨコ方向溶断装置に関する。さらに本発明は、循環して走行しているコンベアに載せられて運ばれてくる緯ウェブが、広巾経ウェブの巾に対応した長さ毎に切断され、走行している経材に繊維軸が直交するように重ねられ、経ウェブと緯ウェブが接着固定されている経緯積層不織布の製造装置において、この緯ウェブの切断に際して、前記のウェブのヨコ方向溶断装置が用いられる経緯積層不織布の製造装置に関する。
【0009】
本発明は、ウェブの切断手段に関する。本発明におけるウェブは、紙、フィルム、織物、ニット、不織布などの従来ウェブと呼ばれている薄いシート状物ばかりでなく、テープや糸の一方向配列体や広幅スプリットウェブの拡幅体等にも適用される。本発明は広幅ウェブの切断に対して特に適する。広巾とは、ここではシーズヒータが熱歪みで曲がってしまうことや、熱刃の機械的寸法精度等が問題となる巾で、200mm以上、好ましくは500mm以上、最も好ましくは1000mm以上であって、4,500mm以下のウェブが実用的に最も重要である。
【0010】
本発明は、ウェブの切断手段に関して、長尺のシーズヒータを用いることを特徴とする。シーズヒータ(sheathed heater)とは、ニクロム線などの発熱コイルが金属パイプで包まれた構造で、発熱コイルは絶縁粉末によって金属パイプから絶縁された構造を有する。シーズヒータは、金属パイプで覆われていることから電気絶縁性がよく、振動、衝撃などの機械的強度に優れ、また、高度な熱効率と高温多湿下でも絶縁低下が生じることがなく、機械的にも、熱的にも、電気的にも優れた性質を示す。本発明では、長尺のシーズヒータを使用するのは、長尺でも安定したヒータとなりうるからであり、上述の広巾ウェブの巾以上の長さのヒータが使用される。
【0011】
本発明のシーズヒータは、ヒータのウェブに接する側(内面)に金属板が溶接されており、このヒータの内面の反対側(外面)にも金属板が溶接されていることを特徴とする。金属板は、ステンレス鋼などの耐蝕合金や伝熱性が良いことから銅合金等も使用されるが、耐蝕合金の一つであるインコネル(登録商標)が耐食性、耐熱性を備えており本発明に特に適する。本発明の金属板は、必ずしも平板とは限らず、矩形や三角断面など種々の形状をとることができるが、次にのべるように先端を狭く加工するため平板を用いることが多いので、金属板と表現する。
【0012】
内面の金属板は、ウェブに接する側では鋭角でウェブの切り口がシャープになるように加工されていることが望ましい。しかし、その最先端は、耐久性を持たせるために丸みを持たせることが望ましい。このように加工することで、内面の金属板の広巾ウェブに接する面が、狭い先端を有するように仕上げられ、耐久性を持ちながらウェブをシャープに切断できる。外面の金属板は、内側の金属板とほぼ同じ形状とすることで、シーズヒータの曲がりや歪みを抑えることができるが、内側の金属板に使用された鋭角加工や丸み加工は必要としない。外面の金属板には、このヒートカッターを外部の部材に取り付けるための加工が施されることが多い。
【0013】
本発明の内面と外面の金属板は、シーズヒータに溶接されている。溶接されていることで、熱伝導性が良くなり、機械的にも安定した構造となる。金属板とシーズヒータの溶接は、シーズヒータと金属板の長さ方向に渡ってつながって溶接されていることが望ましい。
【0014】
本発明のシーズヒータは、複数本が溶接されたものを使用することができる。これらの複数本の溶接は、内面と外面とを結ぶ線上に重ねて溶接されていることが望ましい。このように重ねることで、熱容量が大きいが、巾方向には狭いヒータとすることができる。
【0015】
本発明のシーズヒータは、ウェブの溶断に使用される巾の外側において、外面側に曲げられていることが望ましい。このように加工されていることで、シーズヒータの両端部がウェブの走行面から遠ざかりラティス等との接触を避け、また、シーズヒータ両端部の温度低下を防ぐことができる。
【0016】
本発明のヒートカッターは、広巾ウェブが走行過程において、長尺のシーズヒータのウェブに接する面(内面)に金属板が溶接されており、このシーズヒータの内面の反対側(外面)に断も金属板が溶接されているヒートカッターがウェブの巾方向に設置され、かつウェブの走行過程で内面の金属板がウェブに接しながらほぼ等速で走行し、その後、このヒートカッターがウェブから離れることにより、ウェブをヨコ方向に切断し、広巾ウェブのヨコ方向溶断装置となる。即ち、ヒートカッターとウェブとが、一定距離を一緒に走行することで、濡れたウェブや厚いウェブを高速で確実にシャープに切断できる。ほぼ等速とは、速度差が10%以下、数%であることが望ましい。また、本発明の広巾ウェブのヨコ方向溶断装置においては、ウェブのヒータとの反対面に受け台が必要ないことも特徴の一つである。受け台が必要ないことより、ヒータの直線性における精度が必要なくなり、広巾ウェブの切断に特に適するようになった。
【0017】
本発明の広巾ウェブのヨコ方向溶断装置は、経緯積層不織布の製造装置において特に適する。経緯直交不織布は、循環して走行しているコンベアに載せられて運ばれてくる緯ウェブが、広巾経ウェブの巾に対応した長さ毎に切断され、走行している経材に繊維軸が直交するように重ねられ、経ウェブと緯ウェブが接着固定されていることによって製造される。この経緯積層不織布の製造装置における緯ウェブの切断に際して、本発明の広巾ウェブのヨコ方向溶断装置が特に適する。それは、ウェブが広巾であること、ウェブが濡れていること、高速で高精度に切断が必要なこと、ウェブが延伸されており、ウェブに過度の熱を与えてウェブが収縮や熱歪みが生じないこと、切断面に溶融玉を小さくするなどの条件に、本発明の広巾ウェブのヨコ方向溶断装置に特に適するからである。
【0018】
経緯積層不織布は、織物や編み物のように糸が互いに潜り合うことで交絡しているものとは異なり、経材と緯材が積層され、経緯間は接着接合された構造体である。経緯積層不織布は、粗目の構造体を乱れなく製造することが容易であること、糸が直線的で屈曲していないので、強度、ヤング率が高いことなどの特性を有する。また、織物や編み物に比較して、生産速度が桁違いに大きいという生産性の良さも特徴の一つである。
【0019】
本発明の経緯積層不織布の経材または緯材は、多数の糸状物が並列配置された構造物のウェブとすることができる。糸状物は、広義の糸を云い、マルチフィラメントからなる糸、モノフィラメント、フラットヤーン(テープヤーンまたは延伸テープ)、短繊維糸(紡績糸)等の形態のものが含まれる。また、芯鞘型やサイドバイサイド型の複合繊維や、意匠糸も含まれる。また、異なる繊維種が組み合わされて糸を形成している複合糸も使用される。さらに、スプリットヤーンや、トウと呼ばれる繊維束も適宜開繊して使用するウェブにも適用することができる。本発明における経材または緯材は、糸状物が多数本走行しているだけの糸群からなるものの他、広巾タテ延伸フィルムの網状スリットウェブやスプリットウェブが使用される。また、不織布、紙、拡幅トウなど広巾シート状物であってもよく、それらによって構成されているものも、本発明の経緯積層不織布の経材や緯材として使用される。
【0020】
本発明のコンベアは、緯材を載せて循環して走行しており、この緯材が、広巾経材の巾に対応した長さ毎に切断され、走行している経材に繊維軸が直交するように重ねられる。したがって、単に緯材の搬送手段としてばかりでなく、コンベア上で緯材が一定長さ毎に切断される緯材切断機構を有するものでなければならない。コンベアは、濡れていることでウェブをしっかり把持でき、切断の安定性が高まる。切断は、コンベアのヨコ方向に間隙を設け、そこに熱刃が挿入されて、緯材のヨコ方向を熱で切断する方式で、有機繊維等に使用される。
【0021】
本発明のコンベアは、ラティスコンベアであることが望ましい。ラティス(lattice)とは、本来は格子の意味であるが、綿紡績や乾式不織布の製造工程において、木製の棒(ラティスバー)を簾(すだれ)状に左右の循環手段に固定したもので、製造中のウェブを搬送するために用いられるコンベアである。ラティスバーは、その後、金属製も多く用いられてきている。
【発明の効果】
【0022】
本発明は、広巾ウェブの切り口がシャープになり、長尺のシーズヒータの直線性が保たれ、濡れたウェブを高速でカットでき、ヒートカッターの熱によりウェブが熱歪みを受ける程度を軽減させ、切り口における溶融玉を小さくした、広巾ウェブ溶断用ヒートカッターを提供することができた。さらに、そのヒートカッターを用いて、広巾ウェブのヨコ方向溶断装置や経緯積層不織布の製造装置において、安定して高品質の製品を提供する手段を提供することができた。
【図面の簡単な説明】
【0023】
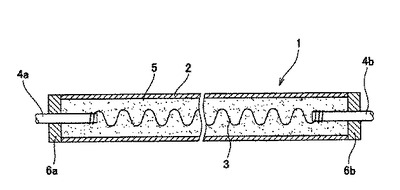
【図1】本発明に使用されるシーズヒータの構造の例を示す断面図。
【図2】本発明のヒートカッターの断面図。
【図3】本発明のヒートカッターの他の例を示す断面図。
【図4】図3のヒートッカターの正面図。
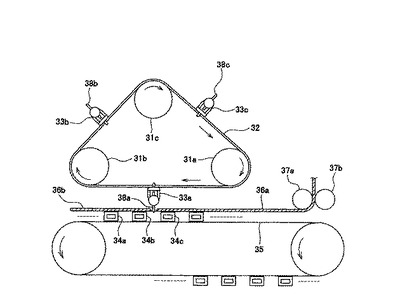
【図5】本発明のウェブの切断手段の例を示す側面図。
【図6】経緯積層装置の例で、多数のラティスバーが取り付けられているラティスコンベアの進行方向から見た断面図。
【図7】図6の装置を90度方向転換し、ラティスコンベアの進行方向を横から見た断面図。
【図8】図7の経緯積層装置において、緯ウェブを切断する状態を示す概念図。
【発明を実施するための形態】
【0024】
図1は、本発明に使用されるシーズヒータの構造の例を断面図で示す。シーズヒータ1は、金属製の管からなるシース2の中に、発熱線3が入れられ、両端のターミナルピン4a、4bに繋げられている。シース2の中には粉末状絶縁体5が入れられ、発熱線3をシース2から絶縁し、シース2の両端部は絶縁板6a、6bでターミナルピン4を支え、粉末絶縁体5を封入している。
【0025】
図2は、本発明のヒートカッター11を輪切りにした断面図で、シーズヒータ1の内面(ウェブに接する側)に内面金属板12が、シーズヒータ1の外面(ウェブに接する側の反対側)に外面金属板13が、溶接体14、15で溶接されている。内面金属板12の先端(ウェブに接する面)は、狭い先端を有するように鋭角に仕上げられている。鋭角と言っても刃先のように鋭角である必要はなく、ある程度の面取りがされている方が耐久性が保たれ、その場合も本発明の「狭い先端」に含まれる。シーズヒータ単体では、その高熱によりヒータが巾方向にも上下方向にも変形し、寸法に一定性がなかったが、このように上下に金属板12、13が溶接されていることにより、寸法安定性が高まり、広巾ウェブに対応できるようになった。内面金属板12と外面金属板13は同じ形状や大きさ、材質である必要はないが、ほぼ同じ熱容量の板であることが望ましい。また、従来のシーズヒータのみでウェブを切断している場合は、ウェブはヒータの巾Wで溶断していたが、図2の構造のヒートカッター11にすることで、内面金属板12の先端部から中央部にかけての巾tでウェブを切断することになり、切断部の巾が一桁近く狭くなる。切断部分がが狭いことは、ウェブの切断面にできる溶融玉や熱歪みによるカールが小さくなり、また、融着面からの樹脂の糸引きなども少なくなり、溶断の安定性が格段と高まった。
【0026】
図3は、複数本のシーズヒータからなるヒートカッターの例として、2本のシーズヒータからなる長尺のヒートカッター21を輪切りにした断面図で示す。ヒートカッター21は、シーズヒータ22、23が溶接体24で溶接されて上下方向に重ねられている。シーズヒータ22の内面(ウェブに接する側)に金属板25が溶接体26により溶接されている。シーズヒータ23の外面(ウェブに接する側の反対側)には金属板27が溶接体28により溶接されている。ヒートカッター21は、外部から取り付け具29で部分的に挟み込まれて、外部と接続している。取り付け具29は、巾方向においては部分的に固定されていればよく、中央部はしっかりと固定しても、両端部は、左右に移動可能なように把持する。図示していないが、取り付け具29とヒートカッター21の間には、断熱材を介在させることが望ましい。このように複数本のシーズヒータを、しかも上下方向にセットされていることにより、熱容量が大きいにもかかわらず、巾方向の熱の分布は広くならず、また外部からの押さえ具等による熱の拡散も、溶断部である金属板25には影響が小さい。
【0027】
図4は、図3の長尺のヒートッカター21を正面図で示す。ヒーとカッター21のシーズヒータ22、23の両端部22p、22q、23p、23qは、上方(ウェブとは反対側)に曲げられていることが望ましい。このようにすることで、ヒートカッター22、23の両端における熱の低下を防ぎ、また、ウェブの走行に支障をきたさないためである。
【0028】
図5は、本発明のウェブの切断装置の例を側面図で示す。スプロケット31a、31b、31cによってチエーン32が駆動されて案内されている循環装置Aがある。同様のスプロケットとチエーンのセットからなる循環装置B(図示されていない)がある。循環装置Aと循環装置Bのそれぞれのチエーンに、本発明のヒートカッター33a、33b、33cの端部が取り付けられている。駆動装置A、Bの間の下面に、簾状にラティスバー34a、34b、34c、・・・が配置されて循環しているコンベア35が走行している。ラティスバー34は、煩雑であるので、一部のみ示してある。ウェブ36aがニップロール37a、37bからコンベア35上に供給されてくる。ウェブ36aの供給されてくる速度は、チエーン32の速度とほぼ同速であり、コンベア35の速さは、ウェブ36aの速さより数%速い。コンベアの速度が速いことより、切断時において、ウェブに張力が働き、切断後のウェブ36bがウェブ36aの切断面より離れて行く。ウェブ36aとほぼ等速で走行しているヒートカッター33aは、ラティスバー34bと34cの間でラティスバー上面のレベルより下に押しつけてウェブ36aをヨコ方向に溶断し、溶断されたウェブ36bが製造される。本発明では、ヒートカッター33に先の狭くなった金属板38aが取り付けられていることより、ウェブの切断面がシャープになるばかりでなく、金属板38aがウェブ36aを押しつけて、ラティス面より下に来ても、下にくるのは金属板38aの部分であるので、ウェブの切断部がシーズヒータ部に接触することはない。ラティスバー34の速度がウェブ36aの供給速度より速いことで、ウェブ36aに張力が働き、溶断が容易になるばかりでなく、切断されたウェブ36bがウェブ36aから離れていくので、溶断面が再接合するという問題点もなくなる。本発明では、このようにヒートカッター33の下面には受け台を必要としないので、ヒートカッターの上下方向の寸法精度が厳密である必要がなく、かつ受け台の寿命という問題点もない。
【0029】
図6は、本発明のヒートカッターを経緯積層装置に応用した場合の例を示す。図は、経緯積層機41が多数のラティスバー42が取り付けられているラティスコンベア43の進行方向から見た断面図で示す。経材44の幅にほぼ対応した長さ毎に切断された広巾ウェブである緯材45aが、ラティスコンベア43のラティスバー42上を運ばれてくる。ラティスコンベア43の進行方向とは直角方向に走行している多条の循環ベルト46は、粘着性を有する面を外側(ラティスコンベア側)にして、ローラ47a、47bに支持されて循環している。ラティスコンベア43上に供給されてくる緯材45aは、循環ベルト46をラティスコンベア43方向に上下させる押し下げ具48a、48bによりラティスコンベア43上のラティスバー42間で瞬間的に押しつけられて、循環ベルト46の粘着力により、多条の循環ベルト46上に緯材45bとして転載される。押し下げ具48a、48bは、循環ベルト上下機構により、瞬間的に循環ベルト46を上下させるようになっており、その上下する機構は、押し下げ具48a、48bを支持している軸(図示していない)の回転から、偏心ギア、カム、リンク機構等で不等速に瞬間的に上下する。この押し下げ具48a、48bにより多条循環ベルト46がラティスバー42上に押しつけられることによって、多条の循環ベルト46に転載された緯材45b群は、各循環ベルト46の間を通る剥がし糸49により循環ベルト46から剥がされ、この剥がし糸49とラティスコンベア43の下側より供給される経材44との間に挟まれて熱シリンダ50に移される。熱シリンダ50上の経材44と緯材45群は、熱シリンダ50上でゴムロール51の押圧で接着固定されて、経緯積層された経緯積層不織布52となる。剥がし糸49は、図では循環して使用する例で示したが、経材の半分を一本おきに剥がし糸49として使用し、後の半分の経材を経材44とすることで、剥がし糸49を製品の中に取り込み、緯材45b群を上下から一本おきの経材で挟んだ経緯積層不織布を製造することもできる。
【0030】
図6では、経緯間の接着は、緯材と経材の少なくとも片方が熱接着性であり、経緯の接合が熱シリンダ50上で容易に熱接合出来る例を示した。しかし、経緯間の接合は、図6において、経材44と剥がし糸49で切断された緯材45b群が挟まれた状態で、エマルジョン接着剤浴槽に導き、エマルジョン接着剤をニップにより一定量にコントロールした後に熱シリンダで乾燥することで、経緯間をエマルジョン接着剤成分で接着固定することができる。またエマルジョン接着剤の代わりに、粉末接着剤や繊維状接着剤を使用することも出来る。
【0031】
図7は、図6の装置を90度方向転換し、ラティスコンベアの進行方向を横から見た断面図で示す。多数のラティスバー42a、42b、42c、・・・を具備するラティスコンベア43上に、ロール巻きされた状態から緯材55が導かれ、カッター56により、経材44の幅に相当する長さ毎に切断される。ラティスコンベア43は表面が水等で濡らされていることが好ましい。濡れていることで、水の表面張力でコンベアが緯材55をしっかり把持し、切断中に緯材55のずれが生じないので、切断の安定性が高まる。ラティスコンベア43の速度は、緯材55の走行速度より数%速いことが望ましい。数%速いことにより、切断された緯材45aは、元の緯材55より離れるので、切断が安定する。切断されて緯材45aはラティスコンベア43上を運ばれ、そのラティスコンベア43の上方に高さを違えて経方向に走行する多条の循環ベルト46が走行している。一定タイミング毎に瞬間的にベルト押し下げ具48(図では省略)を作動させて循環ベルト46を押し下げて、循環ベルト46の粘着面の粘着力により、切断された緯材45aを付着して拾い上げる。一定タイミングとは、一定タイミング毎に切断された緯材45aを拾い上げることにより、走行している多条の循環ベルト36の表面に拾い上げた緯材が切れ目無く乗せられていくようにすることで、循環ベルト46とラティスコンベア43の速度および切断された緯材45aのウェブの巾により定められる。カッター56として本発明のヒートカッターを使用することにより、切断後のウェブ端の溶融玉が小さくなり、溶融玉が循環ベルト46やラティスバー42等に引っかかることがなく、運転の安定性が格段と高まった。
【0032】
図8は、図7の経緯積層装置において緯ウェブを切断する状態を概念図で示す。ウェブ55がラティスバー42p、42q、42r、・・・からなるコンベア43上を運ばれてくる。シーズヒータ61、62がタテ方向に溶接され、ウェブ55に面する側に金属板63が、反対側には金属板64が取り付けられて、ヒートカッター56が構成されている。ヒートカッター56は、回転軸65を中心にアーム66により回転している。このように回転運動であるので、ウェブの進行方向においては厳密には速度が異なるが、回転の下面ではほぼ水平部分があり、その部分で、ウェブの走行速度とほぼ等速であればよい。この図のように、金属板63の先端速度は、ウェブ55の供給されてくる速度とほぼ同一である。ウェブ55がヒートカッター56に接する箇所では、ラティスバー42qと42rの距離は他の間隔より広く取ってあることが望ましい。ラティスバーの速度は、ウェブ55の速度より数パーセント速い。この場合、金属板63の先端部のみウェブ55に接し、ラティスバー42の上面より下に入り、シーズヒータ61がウェブ55に接することはないので、切り口がシャープで、溶融玉も小さく、運転時のトラブルも少ない。
【産業上の利用可能性】
【0033】
本発明によってウェブ類を簡便な装置により高品質で高速に切断でき、広く産業資材分野等に使用される。
【符号の説明】
【0034】
1:シーズヒータ 2:シース、 3:発熱線 4:ターミナルピン、
5:粉末状絶縁体、 6:絶縁板。
11:ヒートカッター、 12:内面金属板、 13:外面金属板、
14、15:溶接体。
21:ヒートカッター、 22、23:シーズヒータ、
24、26、28:溶接体、 25、27:金属板、 29:取り付け具。
31:スプロケット、 32:チエーン、 33:ヒートカッター、
34:ラティスバー、 35:コンベア、 36:ウェブ、
37:ニップロール、 38:金属板。
41:経緯積層装置、 42:ラティスバー、 43:ラティスコンベア、
44:経材、 45a、45b:緯材、 46:循環ベルト、
47:ローラ、 48a、48b:押し下げ具、 49:剥がし糸、
50:熱シリンダ、 51:ゴムロール、 52:経緯積層不織布。
55:緯材、 56:カッター。
61、62:シーズヒータ、 63、64:金属板、 65:回転軸、
66:アーム。
【技術分野】
【0001】
本発明は、ウェブ溶断用ヒートッカターに関し、特に、広巾ウェブを高速でシャープに安定してヨコ方向に溶断でき、コストの安いヒートカッターを提供することにあり、さらに、そのヒートカッターを用いたウェブのヨコ方向溶断装置に関する。
【背景技術】
【0002】
高速で走行する広巾ウェブを一定間隔毎にヨコ方向に切断して、一定長さのウェブに切断して一枚毎の多数のウェブとすることは、ウェブの業界では多用されている技術である。その方式として、カミソリ刃のような鋭利な刃で押し切る方法も採られるが、刃の寿命や受台の寿命が短いこと、広巾の刃を作ることの技術的な問題や、それらを安定して精度良く押し切る装置はコストがアップすることから、寿命の面、高速性、コスト面等から、広巾ウェブでは問題が多かった。加熱した刃で溶断することも多く用いられているが、高速で溶断するには、刃の熱容量の点からコストアップになる問題点があった。簡便に広巾ウェブを溶断する方法として、シーズヒータをそのままヒートカッターとして用いる方式も一部では用いられているが、ウェブの切り口がシャープではないこと、シーズヒータが長尺になると変形して直線性が保てないこと、ヒートカッターの熱により、ウェブが熱歪みを受けることなどの問題点があった。
【0003】
ヒータをハウジング(外套)で覆い、ハウジングから突出した刃でヒートカットする方式は、ヒータが交換容易というメリットがあるので、発泡スチロールや薄いフィルムなどに多く用いられている。しかし、ヒータとハウジングの熱伝導性が悪く、また、ハウジングに熱を奪われることからも熱効率が悪い。そのため、刃を高温にすることが困難で、濡れたウェブを高速で切断するには不向きであった。さらにこのハウジング方式は、広幅ウェブに適用するには、長尺のヒータが変形するため、精度の良いヒータ穴とすることができず、そのため熱伝導がさらに悪くなり、また巾広のハウジングは装置が高価になるという問題点もあった。
【0004】
特に、経緯積層不織布製造プロセス(例えば特開昭52−124976号)の緯ウェブの切断においては、ウェブが広巾なこと、ラインが高速なこと、ウェブが濡れていること、ウェブが延伸されており熱歪みを受けやすいことなどにおいて、上記の問題点が特に顕著であった。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開昭52−124976号公報(第1頁、第1、2図)。
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、上記問題点を除くためになされたものであって、その目的とするところは、従来のシーズヒータを用いたカッターの問題点を除去し、ウェブの切り口がシャープになり、長尺のシーズヒータの直線性が保たれ、濡れたウェブを高速でカットでき、ヒートカッターの熱によりウェブが熱歪みを受ける程度を軽減させた、広巾ウェブ溶断用ヒートカッターを提供することにある。さらに、そのヒートカッターを用いて、広巾ウェブのヨコ方向溶断装置や経緯積層不織布の製造装置において、安定して高品質の製品を提供する手段に関する。
【課題を解決するための手段】
【0007】
本発明は従来技術の問題点を克服するために行われたもので、本発明のヒートカッターとしての特徴を下記に示す。本発明は、長尺のシーズヒータのウェブに接する側(内面)に金属板が溶接されており、そのシーズヒータの内面の反対側(外面)にも金属板が溶接されている、ウェブ溶断用ヒートカッターに関する。また本発明は、前記シーズヒータが、複数本、前記内面と前記外面とを結ぶ線上に溶接されている、前記のウェブ溶断用ヒートカッターに関する。また本発明は、前記内面に溶接された前記金属板の広巾ウェブに接する面が、狭い先端を有するように仕上げられている、前記のウェブ溶断用ヒートカッターに関する。さらに本発明は、前記シーズヒータが、溶断に使用される巾の外側において、外面側に曲げられている、前記のウェブ溶断用ヒートカッターに関する。
【0008】
さらに本発明の広巾ウェブのヨコ方向溶断装置における特徴を下記に示す。本発明は、
ウェブを一定速度で供給する供給手段と、ウェブを搬送する、多数のラティスバーが簾状に組み合わされて構成され、循環しているラティスコンベアと、これらのラティスバーの間で、ウェブの巾方向に設置され、ラティスコンベアとほぼ等速で走行するように構成されており、シーズヒータのウェブに接する側(内面)に金属板が溶接され、このシーズヒータの内面の反対側(外面)にも金属板が溶接されているヒートカッターとからなり、この内面の金属板でウェブを溶断する、ウェブのヨコ方向溶断装置に関する。さらに本発明は、循環して走行しているコンベアに載せられて運ばれてくる緯ウェブが、広巾経ウェブの巾に対応した長さ毎に切断され、走行している経材に繊維軸が直交するように重ねられ、経ウェブと緯ウェブが接着固定されている経緯積層不織布の製造装置において、この緯ウェブの切断に際して、前記のウェブのヨコ方向溶断装置が用いられる経緯積層不織布の製造装置に関する。
【0009】
本発明は、ウェブの切断手段に関する。本発明におけるウェブは、紙、フィルム、織物、ニット、不織布などの従来ウェブと呼ばれている薄いシート状物ばかりでなく、テープや糸の一方向配列体や広幅スプリットウェブの拡幅体等にも適用される。本発明は広幅ウェブの切断に対して特に適する。広巾とは、ここではシーズヒータが熱歪みで曲がってしまうことや、熱刃の機械的寸法精度等が問題となる巾で、200mm以上、好ましくは500mm以上、最も好ましくは1000mm以上であって、4,500mm以下のウェブが実用的に最も重要である。
【0010】
本発明は、ウェブの切断手段に関して、長尺のシーズヒータを用いることを特徴とする。シーズヒータ(sheathed heater)とは、ニクロム線などの発熱コイルが金属パイプで包まれた構造で、発熱コイルは絶縁粉末によって金属パイプから絶縁された構造を有する。シーズヒータは、金属パイプで覆われていることから電気絶縁性がよく、振動、衝撃などの機械的強度に優れ、また、高度な熱効率と高温多湿下でも絶縁低下が生じることがなく、機械的にも、熱的にも、電気的にも優れた性質を示す。本発明では、長尺のシーズヒータを使用するのは、長尺でも安定したヒータとなりうるからであり、上述の広巾ウェブの巾以上の長さのヒータが使用される。
【0011】
本発明のシーズヒータは、ヒータのウェブに接する側(内面)に金属板が溶接されており、このヒータの内面の反対側(外面)にも金属板が溶接されていることを特徴とする。金属板は、ステンレス鋼などの耐蝕合金や伝熱性が良いことから銅合金等も使用されるが、耐蝕合金の一つであるインコネル(登録商標)が耐食性、耐熱性を備えており本発明に特に適する。本発明の金属板は、必ずしも平板とは限らず、矩形や三角断面など種々の形状をとることができるが、次にのべるように先端を狭く加工するため平板を用いることが多いので、金属板と表現する。
【0012】
内面の金属板は、ウェブに接する側では鋭角でウェブの切り口がシャープになるように加工されていることが望ましい。しかし、その最先端は、耐久性を持たせるために丸みを持たせることが望ましい。このように加工することで、内面の金属板の広巾ウェブに接する面が、狭い先端を有するように仕上げられ、耐久性を持ちながらウェブをシャープに切断できる。外面の金属板は、内側の金属板とほぼ同じ形状とすることで、シーズヒータの曲がりや歪みを抑えることができるが、内側の金属板に使用された鋭角加工や丸み加工は必要としない。外面の金属板には、このヒートカッターを外部の部材に取り付けるための加工が施されることが多い。
【0013】
本発明の内面と外面の金属板は、シーズヒータに溶接されている。溶接されていることで、熱伝導性が良くなり、機械的にも安定した構造となる。金属板とシーズヒータの溶接は、シーズヒータと金属板の長さ方向に渡ってつながって溶接されていることが望ましい。
【0014】
本発明のシーズヒータは、複数本が溶接されたものを使用することができる。これらの複数本の溶接は、内面と外面とを結ぶ線上に重ねて溶接されていることが望ましい。このように重ねることで、熱容量が大きいが、巾方向には狭いヒータとすることができる。
【0015】
本発明のシーズヒータは、ウェブの溶断に使用される巾の外側において、外面側に曲げられていることが望ましい。このように加工されていることで、シーズヒータの両端部がウェブの走行面から遠ざかりラティス等との接触を避け、また、シーズヒータ両端部の温度低下を防ぐことができる。
【0016】
本発明のヒートカッターは、広巾ウェブが走行過程において、長尺のシーズヒータのウェブに接する面(内面)に金属板が溶接されており、このシーズヒータの内面の反対側(外面)に断も金属板が溶接されているヒートカッターがウェブの巾方向に設置され、かつウェブの走行過程で内面の金属板がウェブに接しながらほぼ等速で走行し、その後、このヒートカッターがウェブから離れることにより、ウェブをヨコ方向に切断し、広巾ウェブのヨコ方向溶断装置となる。即ち、ヒートカッターとウェブとが、一定距離を一緒に走行することで、濡れたウェブや厚いウェブを高速で確実にシャープに切断できる。ほぼ等速とは、速度差が10%以下、数%であることが望ましい。また、本発明の広巾ウェブのヨコ方向溶断装置においては、ウェブのヒータとの反対面に受け台が必要ないことも特徴の一つである。受け台が必要ないことより、ヒータの直線性における精度が必要なくなり、広巾ウェブの切断に特に適するようになった。
【0017】
本発明の広巾ウェブのヨコ方向溶断装置は、経緯積層不織布の製造装置において特に適する。経緯直交不織布は、循環して走行しているコンベアに載せられて運ばれてくる緯ウェブが、広巾経ウェブの巾に対応した長さ毎に切断され、走行している経材に繊維軸が直交するように重ねられ、経ウェブと緯ウェブが接着固定されていることによって製造される。この経緯積層不織布の製造装置における緯ウェブの切断に際して、本発明の広巾ウェブのヨコ方向溶断装置が特に適する。それは、ウェブが広巾であること、ウェブが濡れていること、高速で高精度に切断が必要なこと、ウェブが延伸されており、ウェブに過度の熱を与えてウェブが収縮や熱歪みが生じないこと、切断面に溶融玉を小さくするなどの条件に、本発明の広巾ウェブのヨコ方向溶断装置に特に適するからである。
【0018】
経緯積層不織布は、織物や編み物のように糸が互いに潜り合うことで交絡しているものとは異なり、経材と緯材が積層され、経緯間は接着接合された構造体である。経緯積層不織布は、粗目の構造体を乱れなく製造することが容易であること、糸が直線的で屈曲していないので、強度、ヤング率が高いことなどの特性を有する。また、織物や編み物に比較して、生産速度が桁違いに大きいという生産性の良さも特徴の一つである。
【0019】
本発明の経緯積層不織布の経材または緯材は、多数の糸状物が並列配置された構造物のウェブとすることができる。糸状物は、広義の糸を云い、マルチフィラメントからなる糸、モノフィラメント、フラットヤーン(テープヤーンまたは延伸テープ)、短繊維糸(紡績糸)等の形態のものが含まれる。また、芯鞘型やサイドバイサイド型の複合繊維や、意匠糸も含まれる。また、異なる繊維種が組み合わされて糸を形成している複合糸も使用される。さらに、スプリットヤーンや、トウと呼ばれる繊維束も適宜開繊して使用するウェブにも適用することができる。本発明における経材または緯材は、糸状物が多数本走行しているだけの糸群からなるものの他、広巾タテ延伸フィルムの網状スリットウェブやスプリットウェブが使用される。また、不織布、紙、拡幅トウなど広巾シート状物であってもよく、それらによって構成されているものも、本発明の経緯積層不織布の経材や緯材として使用される。
【0020】
本発明のコンベアは、緯材を載せて循環して走行しており、この緯材が、広巾経材の巾に対応した長さ毎に切断され、走行している経材に繊維軸が直交するように重ねられる。したがって、単に緯材の搬送手段としてばかりでなく、コンベア上で緯材が一定長さ毎に切断される緯材切断機構を有するものでなければならない。コンベアは、濡れていることでウェブをしっかり把持でき、切断の安定性が高まる。切断は、コンベアのヨコ方向に間隙を設け、そこに熱刃が挿入されて、緯材のヨコ方向を熱で切断する方式で、有機繊維等に使用される。
【0021】
本発明のコンベアは、ラティスコンベアであることが望ましい。ラティス(lattice)とは、本来は格子の意味であるが、綿紡績や乾式不織布の製造工程において、木製の棒(ラティスバー)を簾(すだれ)状に左右の循環手段に固定したもので、製造中のウェブを搬送するために用いられるコンベアである。ラティスバーは、その後、金属製も多く用いられてきている。
【発明の効果】
【0022】
本発明は、広巾ウェブの切り口がシャープになり、長尺のシーズヒータの直線性が保たれ、濡れたウェブを高速でカットでき、ヒートカッターの熱によりウェブが熱歪みを受ける程度を軽減させ、切り口における溶融玉を小さくした、広巾ウェブ溶断用ヒートカッターを提供することができた。さらに、そのヒートカッターを用いて、広巾ウェブのヨコ方向溶断装置や経緯積層不織布の製造装置において、安定して高品質の製品を提供する手段を提供することができた。
【図面の簡単な説明】
【0023】
【図1】本発明に使用されるシーズヒータの構造の例を示す断面図。
【図2】本発明のヒートカッターの断面図。
【図3】本発明のヒートカッターの他の例を示す断面図。
【図4】図3のヒートッカターの正面図。
【図5】本発明のウェブの切断手段の例を示す側面図。
【図6】経緯積層装置の例で、多数のラティスバーが取り付けられているラティスコンベアの進行方向から見た断面図。
【図7】図6の装置を90度方向転換し、ラティスコンベアの進行方向を横から見た断面図。
【図8】図7の経緯積層装置において、緯ウェブを切断する状態を示す概念図。
【発明を実施するための形態】
【0024】
図1は、本発明に使用されるシーズヒータの構造の例を断面図で示す。シーズヒータ1は、金属製の管からなるシース2の中に、発熱線3が入れられ、両端のターミナルピン4a、4bに繋げられている。シース2の中には粉末状絶縁体5が入れられ、発熱線3をシース2から絶縁し、シース2の両端部は絶縁板6a、6bでターミナルピン4を支え、粉末絶縁体5を封入している。
【0025】
図2は、本発明のヒートカッター11を輪切りにした断面図で、シーズヒータ1の内面(ウェブに接する側)に内面金属板12が、シーズヒータ1の外面(ウェブに接する側の反対側)に外面金属板13が、溶接体14、15で溶接されている。内面金属板12の先端(ウェブに接する面)は、狭い先端を有するように鋭角に仕上げられている。鋭角と言っても刃先のように鋭角である必要はなく、ある程度の面取りがされている方が耐久性が保たれ、その場合も本発明の「狭い先端」に含まれる。シーズヒータ単体では、その高熱によりヒータが巾方向にも上下方向にも変形し、寸法に一定性がなかったが、このように上下に金属板12、13が溶接されていることにより、寸法安定性が高まり、広巾ウェブに対応できるようになった。内面金属板12と外面金属板13は同じ形状や大きさ、材質である必要はないが、ほぼ同じ熱容量の板であることが望ましい。また、従来のシーズヒータのみでウェブを切断している場合は、ウェブはヒータの巾Wで溶断していたが、図2の構造のヒートカッター11にすることで、内面金属板12の先端部から中央部にかけての巾tでウェブを切断することになり、切断部の巾が一桁近く狭くなる。切断部分がが狭いことは、ウェブの切断面にできる溶融玉や熱歪みによるカールが小さくなり、また、融着面からの樹脂の糸引きなども少なくなり、溶断の安定性が格段と高まった。
【0026】
図3は、複数本のシーズヒータからなるヒートカッターの例として、2本のシーズヒータからなる長尺のヒートカッター21を輪切りにした断面図で示す。ヒートカッター21は、シーズヒータ22、23が溶接体24で溶接されて上下方向に重ねられている。シーズヒータ22の内面(ウェブに接する側)に金属板25が溶接体26により溶接されている。シーズヒータ23の外面(ウェブに接する側の反対側)には金属板27が溶接体28により溶接されている。ヒートカッター21は、外部から取り付け具29で部分的に挟み込まれて、外部と接続している。取り付け具29は、巾方向においては部分的に固定されていればよく、中央部はしっかりと固定しても、両端部は、左右に移動可能なように把持する。図示していないが、取り付け具29とヒートカッター21の間には、断熱材を介在させることが望ましい。このように複数本のシーズヒータを、しかも上下方向にセットされていることにより、熱容量が大きいにもかかわらず、巾方向の熱の分布は広くならず、また外部からの押さえ具等による熱の拡散も、溶断部である金属板25には影響が小さい。
【0027】
図4は、図3の長尺のヒートッカター21を正面図で示す。ヒーとカッター21のシーズヒータ22、23の両端部22p、22q、23p、23qは、上方(ウェブとは反対側)に曲げられていることが望ましい。このようにすることで、ヒートカッター22、23の両端における熱の低下を防ぎ、また、ウェブの走行に支障をきたさないためである。
【0028】
図5は、本発明のウェブの切断装置の例を側面図で示す。スプロケット31a、31b、31cによってチエーン32が駆動されて案内されている循環装置Aがある。同様のスプロケットとチエーンのセットからなる循環装置B(図示されていない)がある。循環装置Aと循環装置Bのそれぞれのチエーンに、本発明のヒートカッター33a、33b、33cの端部が取り付けられている。駆動装置A、Bの間の下面に、簾状にラティスバー34a、34b、34c、・・・が配置されて循環しているコンベア35が走行している。ラティスバー34は、煩雑であるので、一部のみ示してある。ウェブ36aがニップロール37a、37bからコンベア35上に供給されてくる。ウェブ36aの供給されてくる速度は、チエーン32の速度とほぼ同速であり、コンベア35の速さは、ウェブ36aの速さより数%速い。コンベアの速度が速いことより、切断時において、ウェブに張力が働き、切断後のウェブ36bがウェブ36aの切断面より離れて行く。ウェブ36aとほぼ等速で走行しているヒートカッター33aは、ラティスバー34bと34cの間でラティスバー上面のレベルより下に押しつけてウェブ36aをヨコ方向に溶断し、溶断されたウェブ36bが製造される。本発明では、ヒートカッター33に先の狭くなった金属板38aが取り付けられていることより、ウェブの切断面がシャープになるばかりでなく、金属板38aがウェブ36aを押しつけて、ラティス面より下に来ても、下にくるのは金属板38aの部分であるので、ウェブの切断部がシーズヒータ部に接触することはない。ラティスバー34の速度がウェブ36aの供給速度より速いことで、ウェブ36aに張力が働き、溶断が容易になるばかりでなく、切断されたウェブ36bがウェブ36aから離れていくので、溶断面が再接合するという問題点もなくなる。本発明では、このようにヒートカッター33の下面には受け台を必要としないので、ヒートカッターの上下方向の寸法精度が厳密である必要がなく、かつ受け台の寿命という問題点もない。
【0029】
図6は、本発明のヒートカッターを経緯積層装置に応用した場合の例を示す。図は、経緯積層機41が多数のラティスバー42が取り付けられているラティスコンベア43の進行方向から見た断面図で示す。経材44の幅にほぼ対応した長さ毎に切断された広巾ウェブである緯材45aが、ラティスコンベア43のラティスバー42上を運ばれてくる。ラティスコンベア43の進行方向とは直角方向に走行している多条の循環ベルト46は、粘着性を有する面を外側(ラティスコンベア側)にして、ローラ47a、47bに支持されて循環している。ラティスコンベア43上に供給されてくる緯材45aは、循環ベルト46をラティスコンベア43方向に上下させる押し下げ具48a、48bによりラティスコンベア43上のラティスバー42間で瞬間的に押しつけられて、循環ベルト46の粘着力により、多条の循環ベルト46上に緯材45bとして転載される。押し下げ具48a、48bは、循環ベルト上下機構により、瞬間的に循環ベルト46を上下させるようになっており、その上下する機構は、押し下げ具48a、48bを支持している軸(図示していない)の回転から、偏心ギア、カム、リンク機構等で不等速に瞬間的に上下する。この押し下げ具48a、48bにより多条循環ベルト46がラティスバー42上に押しつけられることによって、多条の循環ベルト46に転載された緯材45b群は、各循環ベルト46の間を通る剥がし糸49により循環ベルト46から剥がされ、この剥がし糸49とラティスコンベア43の下側より供給される経材44との間に挟まれて熱シリンダ50に移される。熱シリンダ50上の経材44と緯材45群は、熱シリンダ50上でゴムロール51の押圧で接着固定されて、経緯積層された経緯積層不織布52となる。剥がし糸49は、図では循環して使用する例で示したが、経材の半分を一本おきに剥がし糸49として使用し、後の半分の経材を経材44とすることで、剥がし糸49を製品の中に取り込み、緯材45b群を上下から一本おきの経材で挟んだ経緯積層不織布を製造することもできる。
【0030】
図6では、経緯間の接着は、緯材と経材の少なくとも片方が熱接着性であり、経緯の接合が熱シリンダ50上で容易に熱接合出来る例を示した。しかし、経緯間の接合は、図6において、経材44と剥がし糸49で切断された緯材45b群が挟まれた状態で、エマルジョン接着剤浴槽に導き、エマルジョン接着剤をニップにより一定量にコントロールした後に熱シリンダで乾燥することで、経緯間をエマルジョン接着剤成分で接着固定することができる。またエマルジョン接着剤の代わりに、粉末接着剤や繊維状接着剤を使用することも出来る。
【0031】
図7は、図6の装置を90度方向転換し、ラティスコンベアの進行方向を横から見た断面図で示す。多数のラティスバー42a、42b、42c、・・・を具備するラティスコンベア43上に、ロール巻きされた状態から緯材55が導かれ、カッター56により、経材44の幅に相当する長さ毎に切断される。ラティスコンベア43は表面が水等で濡らされていることが好ましい。濡れていることで、水の表面張力でコンベアが緯材55をしっかり把持し、切断中に緯材55のずれが生じないので、切断の安定性が高まる。ラティスコンベア43の速度は、緯材55の走行速度より数%速いことが望ましい。数%速いことにより、切断された緯材45aは、元の緯材55より離れるので、切断が安定する。切断されて緯材45aはラティスコンベア43上を運ばれ、そのラティスコンベア43の上方に高さを違えて経方向に走行する多条の循環ベルト46が走行している。一定タイミング毎に瞬間的にベルト押し下げ具48(図では省略)を作動させて循環ベルト46を押し下げて、循環ベルト46の粘着面の粘着力により、切断された緯材45aを付着して拾い上げる。一定タイミングとは、一定タイミング毎に切断された緯材45aを拾い上げることにより、走行している多条の循環ベルト36の表面に拾い上げた緯材が切れ目無く乗せられていくようにすることで、循環ベルト46とラティスコンベア43の速度および切断された緯材45aのウェブの巾により定められる。カッター56として本発明のヒートカッターを使用することにより、切断後のウェブ端の溶融玉が小さくなり、溶融玉が循環ベルト46やラティスバー42等に引っかかることがなく、運転の安定性が格段と高まった。
【0032】
図8は、図7の経緯積層装置において緯ウェブを切断する状態を概念図で示す。ウェブ55がラティスバー42p、42q、42r、・・・からなるコンベア43上を運ばれてくる。シーズヒータ61、62がタテ方向に溶接され、ウェブ55に面する側に金属板63が、反対側には金属板64が取り付けられて、ヒートカッター56が構成されている。ヒートカッター56は、回転軸65を中心にアーム66により回転している。このように回転運動であるので、ウェブの進行方向においては厳密には速度が異なるが、回転の下面ではほぼ水平部分があり、その部分で、ウェブの走行速度とほぼ等速であればよい。この図のように、金属板63の先端速度は、ウェブ55の供給されてくる速度とほぼ同一である。ウェブ55がヒートカッター56に接する箇所では、ラティスバー42qと42rの距離は他の間隔より広く取ってあることが望ましい。ラティスバーの速度は、ウェブ55の速度より数パーセント速い。この場合、金属板63の先端部のみウェブ55に接し、ラティスバー42の上面より下に入り、シーズヒータ61がウェブ55に接することはないので、切り口がシャープで、溶融玉も小さく、運転時のトラブルも少ない。
【産業上の利用可能性】
【0033】
本発明によってウェブ類を簡便な装置により高品質で高速に切断でき、広く産業資材分野等に使用される。
【符号の説明】
【0034】
1:シーズヒータ 2:シース、 3:発熱線 4:ターミナルピン、
5:粉末状絶縁体、 6:絶縁板。
11:ヒートカッター、 12:内面金属板、 13:外面金属板、
14、15:溶接体。
21:ヒートカッター、 22、23:シーズヒータ、
24、26、28:溶接体、 25、27:金属板、 29:取り付け具。
31:スプロケット、 32:チエーン、 33:ヒートカッター、
34:ラティスバー、 35:コンベア、 36:ウェブ、
37:ニップロール、 38:金属板。
41:経緯積層装置、 42:ラティスバー、 43:ラティスコンベア、
44:経材、 45a、45b:緯材、 46:循環ベルト、
47:ローラ、 48a、48b:押し下げ具、 49:剥がし糸、
50:熱シリンダ、 51:ゴムロール、 52:経緯積層不織布。
55:緯材、 56:カッター。
61、62:シーズヒータ、 63、64:金属板、 65:回転軸、
66:アーム。
【特許請求の範囲】
【請求項1】
長尺のシーズヒータのウェブに接する側(内面)に金属板が溶接されており、
該シーズヒータの該内面の反対側(外面)にも金属板が溶接されている、
ことを特徴とする、ウェブ溶断用ヒートカッター。
【請求項2】
前記シーズヒータが、複数本、前記内面と前記外面とを結ぶ線上に溶接されている、請求項1のウェブ溶断用ヒートカッター。
【請求項3】
前記内面に溶接された前記金属板の広巾ウェブに接する面が、狭い先端を有するように仕上げられている、請求項1のウェブ溶断用ヒートカッター。
【請求項4】
前記シーズヒータが、溶断に使用される巾の外側において、外面側に曲げられている、請求項1のウェブ溶断用ヒートカッター。
【請求項5】
ウェブを一定速度で供給する供給手段と、
該ウェブを搬送する、多数のラティスバーが簾状に組み合わされて構成され、循環しているラティスコンベアと、
該ラティスバーの間で、ウェブの巾方向に設置され、ラティスコンベアとほぼ等速で走行するように構成され、シーズヒータのウェブに接する側(内面)に金属板が溶接され、該シーズヒータの該内面の反対側(外面)にも金属板が溶接されているヒートカッターと、
からなり、該内面の金属板でウェブを溶断することを特徴とする、ウェブのヨコ方向溶断装置。
【請求項6】
循環して走行しているコンベアに載せられて運ばれてくる緯ウェブが、広巾経ウェブの巾に対応した長さ毎に切断され、走行している経材に繊維軸が直交するように重ねられ、経ウェブと緯ウェブが接着固定されている経緯積層不織布の製造装置において、該緯ウェブの切断に際して、前記請求項5のウェブのヨコ方向溶断装置が用いられる経緯積層不織布の製造装置。
【請求項1】
長尺のシーズヒータのウェブに接する側(内面)に金属板が溶接されており、
該シーズヒータの該内面の反対側(外面)にも金属板が溶接されている、
ことを特徴とする、ウェブ溶断用ヒートカッター。
【請求項2】
前記シーズヒータが、複数本、前記内面と前記外面とを結ぶ線上に溶接されている、請求項1のウェブ溶断用ヒートカッター。
【請求項3】
前記内面に溶接された前記金属板の広巾ウェブに接する面が、狭い先端を有するように仕上げられている、請求項1のウェブ溶断用ヒートカッター。
【請求項4】
前記シーズヒータが、溶断に使用される巾の外側において、外面側に曲げられている、請求項1のウェブ溶断用ヒートカッター。
【請求項5】
ウェブを一定速度で供給する供給手段と、
該ウェブを搬送する、多数のラティスバーが簾状に組み合わされて構成され、循環しているラティスコンベアと、
該ラティスバーの間で、ウェブの巾方向に設置され、ラティスコンベアとほぼ等速で走行するように構成され、シーズヒータのウェブに接する側(内面)に金属板が溶接され、該シーズヒータの該内面の反対側(外面)にも金属板が溶接されているヒートカッターと、
からなり、該内面の金属板でウェブを溶断することを特徴とする、ウェブのヨコ方向溶断装置。
【請求項6】
循環して走行しているコンベアに載せられて運ばれてくる緯ウェブが、広巾経ウェブの巾に対応した長さ毎に切断され、走行している経材に繊維軸が直交するように重ねられ、経ウェブと緯ウェブが接着固定されている経緯積層不織布の製造装置において、該緯ウェブの切断に際して、前記請求項5のウェブのヨコ方向溶断装置が用いられる経緯積層不織布の製造装置。
【図1】


【図2】

【図3】

【図4】

【図5】
【図6】

【図7】

【図8】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2010−255123(P2010−255123A)
【公開日】平成22年11月11日(2010.11.11)
【国際特許分類】
【出願番号】特願2009−102848(P2009−102848)
【出願日】平成21年4月21日(2009.4.21)
【出願人】(000143488)株式会社高分子加工研究所 (12)
【Fターム(参考)】
【公開日】平成22年11月11日(2010.11.11)
【国際特許分類】
【出願日】平成21年4月21日(2009.4.21)
【出願人】(000143488)株式会社高分子加工研究所 (12)
【Fターム(参考)】
[ Back to top ]