
ガラス研磨方法及びガラス研磨装置
【課題】ガラス研磨を行った後、ガラスをパッドから剥離させる時に、ガラスの割れを防止可能なガラス研磨方法を提供する。
【解決手段】定盤1の表面に吸着シート2を貼り付ける工程と、吸着シート2の表面に装着シート3を貼り付ける工程と、吸着シート2の表面に研磨対象のガラスGを貼り付ける工程と、ガラス表面を研磨する工程と、研磨工程後、ガラスGと共に装着シート3の端部を吸着シート2から剥離させる工程と、剥離工程の途中でガラスGと装着シート3の間に空気層を形成させた後、ガラスGのみを装着シート3から分離させる工程と、を有する。
【解決手段】定盤1の表面に吸着シート2を貼り付ける工程と、吸着シート2の表面に装着シート3を貼り付ける工程と、吸着シート2の表面に研磨対象のガラスGを貼り付ける工程と、ガラス表面を研磨する工程と、研磨工程後、ガラスGと共に装着シート3の端部を吸着シート2から剥離させる工程と、剥離工程の途中でガラスGと装着シート3の間に空気層を形成させた後、ガラスGのみを装着シート3から分離させる工程と、を有する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、シート状素材を用いてガラスを研磨する方法及び装置に関するものである。
【背景技術】
【0002】
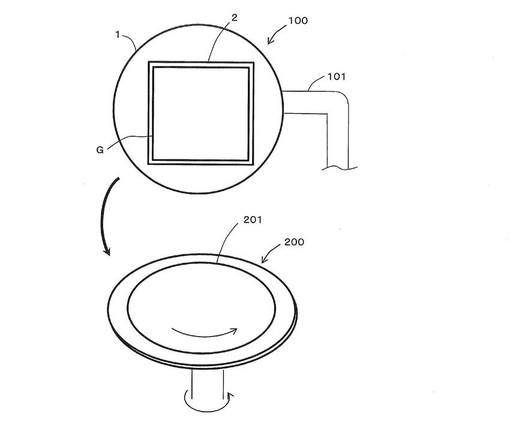
かかるガラス研磨方法を図1により簡単に説明する。このガラス研磨装置は、ガラス保持部100と、ガラス研磨部200から構成される。ガラス保持部100は、金属製の定盤1と、この定盤1の上に貼り付けられる保持パッド2と、保持パッド2の上に貼り付けられるガラスGと、から構成される。定盤1はアーム101により可動に構成される。保持パッド2の例としては、例えば、下記特許文献1に開示されるものが公知である。
【0003】
ガラス研磨部200には、研磨パッド201が取り付けられ、不図示のモーターにより回転可能に構成される。実際にガラス研磨を行うときは、ガラス保持部100とガラス研磨部200を向かい合わせ、研磨パッド201によりガラスGの表面を研磨する。研磨した後、再び、ガラス保持部100と、ガラス研磨部200を離間し、ガラスGを保持パッド2から剥離させる。
【0004】
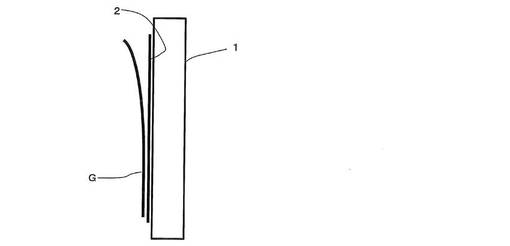
ここで、剥離する時の様子を図4に示す。ガラスGの端部を手で持って、保持パッド2から徐々に引き剥がしていく。ここで、ガラスGと保持パッド2との密着状態を緩和させるため、エアガンによりガラスGと保持パッド2の間に空気を送り込むようにしている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2006−326714号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、上記構成は、次のような問題点がある。ガラスGを剥離するために空気を送り込んでいるため、ガラスGが振動し、ガラスGが割れる可能性がある。研磨対象となるガラスGは厚みが薄いもので0.3mm程度である。そして、さらなる薄型化の要求により、さらにガラスGが割れる確率が高くなる。
【0007】
本発明は上記実情に鑑みてなされたものであり、その課題は、ガラス研磨を行った後、ガラスをパッドから剥離させる時に、ガラスの割れを防止可能なガラス研磨方法及びガラス研磨装置を提供することである。
【課題を解決するための手段】
【0008】
上記課題を解決するため本発明に係るガラス研磨方法は、
定盤の表面に第1シートを貼り付ける工程と、
前記第1シートの表面に第2シートを貼り付ける工程と、
前記第2シートの表面に研磨対象のガラスを貼り付ける工程と、
前記ガラス表面を研磨する工程と、
研磨工程後、前記ガラスと共に前記第2シートの端部を前記第1シートから剥離させる工程と、
前記剥離工程の途中で前記ガラスと前記第2シートの間に空気層を形成させた後、前記ガラスのみを前記第2シートから分離させる工程と、を有することを特徴とするものである。
【0009】
かかる構成によるガラス研磨方法の作用・効果を説明する。まず、定盤の上に第1シートが貼り付けられており、さらに、その上に第2シートが貼り付けられている。この第2シートの上に、研磨対象のガラスが更に貼り付けられる。なお、これらを貼り付ける順番は、上記の順番に限定されるものではない。この状態でガラスを研磨パッドにより研磨し、研磨した後、ガラスを第2シートから剥離させる必要がある。このとき、まず、ガラスと第2シートを共に、第1シートから引き剥がす。この剥離工程で、ガラスと第2シートのたわみ剛性の違いにより、ガラスと第2シートの間に空気層が形成される。この状態になれば、ガラスを第2シートから自然に分離させることができる。このように、ガラスを無理なく剥離できるので、ガラスが割れる確率を減らすことができる。その結果、ガラス研磨を行った後、ガラスをシートから剥離させる時に、ガラスの割れを防止可能なガラス研磨方法を提供することができる。
【0010】
上記課題を解決するため本発明に係るガラス研磨装置は、
定盤の表面に貼り付けられる第1シートと、
前記第1シートの表面に貼り付けられる第2シートと、
前記第2シートの表面に貼り付けられたガラス表面を研磨するための研磨パッドと、を備え、
前記研磨パッドによる研磨後、前記ガラスと共に前記第2シートの端部を前記第1シートから剥離させ、この剥離工程の途中で前記ガラスと前記第2シートの間に空気層を形成させた後、前記ガラスのみを前記第2シートから分離できるように構成されていることを特徴とするものである。
【0011】
この構成による作用・効果はすでに述べた通りであり、ガラスを無理なく剥離できるので、ガラスが割れる確率を減らすことができる。
【図面の簡単な説明】
【0012】
【図1】ガラス研磨装置の構成を示す概念図
【図2】ガラスを定盤にセットした時の状態を示す側面図
【図3】ガラスを装着シートから剥離させる時の手順を示す図
【図4】従来技術においてガラスを剥離させる時の手順を示す図
【発明を実施するための形態】
【0013】
本発明に係るガラス研磨方法及び装置の好適な実施形態を図面を用いて説明する。なお、ガラス研磨装置の構成は、従来技術において説明した図1と基本構成は同じである。研磨対象となるガラスは、研磨を必要とするガラスであり、特に厚みの薄いガラスにおいて、本発明は有用である。
【0014】
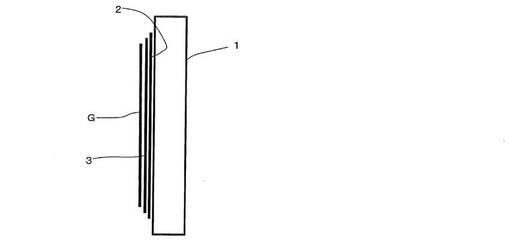
<ガラスの貼り付け構成>
図1に示すガラス研磨装置のガラス保持部100にガラスGを保持した時の状態を図2に示す。定盤1の表面に吸着シート2(第1シートに相当)が貼り付けられており、その吸着シート2の表面に装着シート3(第2シートに相当)が貼り付けられており、更に、装着シート3の表面にガラスGが貼り付けられている。
【0015】
吸着シート2と装着シート3に使用する材質は、シートとして両面もしくは片面に対象物に対する吸着性を有する材質で、例えば、次の4つのシート材料が考えられる。すなわち、
(1)湿式製法による表面スキン層とセル層を保有するウレタンシート
(2)乾式製法による表面スキン層とセル層を保有するウレタンシート
(3)スチレンエラストマーシート
(4)その他の素材のエラストマーシート
【0016】
上記ウレタンシートにおけるスキン層には、緻密な微細孔が形成されており、水を含ませることで吸着性が増す。セル層は、シート内部に形成され、発泡孔が多数形成される。スチレンエラストマーシートは、強い自己吸着性を有し、そのままで相手側に貼り付けることができる。なお、定盤1への貼り付けには両面テープ等の接着あるいは粘着手段を用いてもよい。
【0017】
<ガラス研磨方法>
次に、実際にガラスGを研磨する時の手順を説明する。図2は、ガラスGを定盤1にセットした時の状態を示す側面図である。定盤1は垂直に設定されている。まず、定盤1の表面に吸着シート2を貼り付ける。吸着シート2の素材は前述の素材が選択される。
【0018】
次に、吸着シート2の表面に装着シート3を貼り付ける。装着シート3も前述の素材が選択される。例えば、装着シート3としてスチレンエラストマーシートを用いる場合は、そのまま吸着シート2の表面に貼り付けることができる。なお、吸着シート2も装着シート3も研磨されるガラスGの形状に合わせて正方形または長方形のシート材として形成される。また、サイズについては、吸着シート2の面積が一番大きく、次いで装着シート3の面積が大きく、ガラスGの表面積が最も小さくなるように設定しておくことが好ましい。これにより、ガラスGを剥離する時の操作が行いやすくなる。
【0019】
上記の例では、定盤1の表面に順番に吸着シート2と装着シート3を貼り付けたが、予め、吸着シート2と装着シート3を貼り付けておき、この2層構造のパッドを定盤1の表面に貼り付けるようにしてもよい。
【0020】
次に、ガラスGを装着シート3の表面に貼り付ける。
【0021】
図2のようにセットされた後、図1にも示すように、研磨パッド201により、ガラスGの表面を研磨する。研磨工程は従来と同じ方法で行うことができる。
【0022】
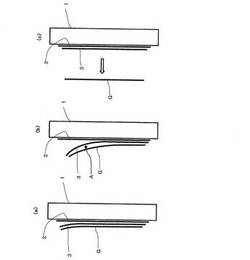
<ガラスの剥離工程>
次に、研磨工程が終了した後、ガラスGを装着シート3から剥離させる時の手順を図3により説明する。
【0023】
図3(a)に示すように、矩形の装着シート3の四隅のうちの1つを保持し、徐々にはがしていく。この時、装着シート3とガラスGが一体となって剥がれていく。一定の面積(約1/4)程度剥がすと、図3(b)に示すように、ガラスGと装着シート3の間に空気層Aが形成し始め、ガラスGが装着シート3から剥離し始める。これは、ガラスGと装着シート3のたわみ剛性の差に基づくものである。
【0024】
この状態になれば、装着シート3の剥離動作を終了し、ガラスGを装着シート3から引き剥がす。空気層Aが形成されているので、無理なく剥離させることができる。ガラスGを完全に分離した後、図3(c)に示すように、装着シート3を元の状態に戻す。
【0025】
以上の方法によれば、エアブローを用いないでガラスGを剥離させることができ、ガラスGが割れることを防止することができる。従って、薄いガラスでも剥離時の割れを防止することができ、歩留まりを向上させることができる。また、剥離するまでの時間も短縮化することができ、図4の場合に比べ、本発明の構成によれば短時間で剥離させることができ、作業効率も改善される。
【0026】
<別実施形態>
本発明において、吸着シート2や装着シート3の貼り付け及び剥離、また、ガラスGの貼り付け及び剥離操作については、作業員が手動で行ってもよいし、ロボットを用いて機械により自動的に行ってもよい。
【0027】
吸着シート2と装着シート3とガラスGの大きさ(面積)は、少なくとも2つが同じ面積を有するように構成してもよい。
【符号の説明】
【0028】
1 定盤
2 吸着シート(第1シート)
3 装着シート(第2シート)
100 ガラス保持部
200 ガラス研磨部
201 研磨パッド
A 空気層
G ガラス
【技術分野】
【0001】
本発明は、シート状素材を用いてガラスを研磨する方法及び装置に関するものである。
【背景技術】
【0002】
かかるガラス研磨方法を図1により簡単に説明する。このガラス研磨装置は、ガラス保持部100と、ガラス研磨部200から構成される。ガラス保持部100は、金属製の定盤1と、この定盤1の上に貼り付けられる保持パッド2と、保持パッド2の上に貼り付けられるガラスGと、から構成される。定盤1はアーム101により可動に構成される。保持パッド2の例としては、例えば、下記特許文献1に開示されるものが公知である。
【0003】
ガラス研磨部200には、研磨パッド201が取り付けられ、不図示のモーターにより回転可能に構成される。実際にガラス研磨を行うときは、ガラス保持部100とガラス研磨部200を向かい合わせ、研磨パッド201によりガラスGの表面を研磨する。研磨した後、再び、ガラス保持部100と、ガラス研磨部200を離間し、ガラスGを保持パッド2から剥離させる。
【0004】
ここで、剥離する時の様子を図4に示す。ガラスGの端部を手で持って、保持パッド2から徐々に引き剥がしていく。ここで、ガラスGと保持パッド2との密着状態を緩和させるため、エアガンによりガラスGと保持パッド2の間に空気を送り込むようにしている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2006−326714号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、上記構成は、次のような問題点がある。ガラスGを剥離するために空気を送り込んでいるため、ガラスGが振動し、ガラスGが割れる可能性がある。研磨対象となるガラスGは厚みが薄いもので0.3mm程度である。そして、さらなる薄型化の要求により、さらにガラスGが割れる確率が高くなる。
【0007】
本発明は上記実情に鑑みてなされたものであり、その課題は、ガラス研磨を行った後、ガラスをパッドから剥離させる時に、ガラスの割れを防止可能なガラス研磨方法及びガラス研磨装置を提供することである。
【課題を解決するための手段】
【0008】
上記課題を解決するため本発明に係るガラス研磨方法は、
定盤の表面に第1シートを貼り付ける工程と、
前記第1シートの表面に第2シートを貼り付ける工程と、
前記第2シートの表面に研磨対象のガラスを貼り付ける工程と、
前記ガラス表面を研磨する工程と、
研磨工程後、前記ガラスと共に前記第2シートの端部を前記第1シートから剥離させる工程と、
前記剥離工程の途中で前記ガラスと前記第2シートの間に空気層を形成させた後、前記ガラスのみを前記第2シートから分離させる工程と、を有することを特徴とするものである。
【0009】
かかる構成によるガラス研磨方法の作用・効果を説明する。まず、定盤の上に第1シートが貼り付けられており、さらに、その上に第2シートが貼り付けられている。この第2シートの上に、研磨対象のガラスが更に貼り付けられる。なお、これらを貼り付ける順番は、上記の順番に限定されるものではない。この状態でガラスを研磨パッドにより研磨し、研磨した後、ガラスを第2シートから剥離させる必要がある。このとき、まず、ガラスと第2シートを共に、第1シートから引き剥がす。この剥離工程で、ガラスと第2シートのたわみ剛性の違いにより、ガラスと第2シートの間に空気層が形成される。この状態になれば、ガラスを第2シートから自然に分離させることができる。このように、ガラスを無理なく剥離できるので、ガラスが割れる確率を減らすことができる。その結果、ガラス研磨を行った後、ガラスをシートから剥離させる時に、ガラスの割れを防止可能なガラス研磨方法を提供することができる。
【0010】
上記課題を解決するため本発明に係るガラス研磨装置は、
定盤の表面に貼り付けられる第1シートと、
前記第1シートの表面に貼り付けられる第2シートと、
前記第2シートの表面に貼り付けられたガラス表面を研磨するための研磨パッドと、を備え、
前記研磨パッドによる研磨後、前記ガラスと共に前記第2シートの端部を前記第1シートから剥離させ、この剥離工程の途中で前記ガラスと前記第2シートの間に空気層を形成させた後、前記ガラスのみを前記第2シートから分離できるように構成されていることを特徴とするものである。
【0011】
この構成による作用・効果はすでに述べた通りであり、ガラスを無理なく剥離できるので、ガラスが割れる確率を減らすことができる。
【図面の簡単な説明】
【0012】
【図1】ガラス研磨装置の構成を示す概念図
【図2】ガラスを定盤にセットした時の状態を示す側面図
【図3】ガラスを装着シートから剥離させる時の手順を示す図
【図4】従来技術においてガラスを剥離させる時の手順を示す図
【発明を実施するための形態】
【0013】
本発明に係るガラス研磨方法及び装置の好適な実施形態を図面を用いて説明する。なお、ガラス研磨装置の構成は、従来技術において説明した図1と基本構成は同じである。研磨対象となるガラスは、研磨を必要とするガラスであり、特に厚みの薄いガラスにおいて、本発明は有用である。
【0014】
<ガラスの貼り付け構成>
図1に示すガラス研磨装置のガラス保持部100にガラスGを保持した時の状態を図2に示す。定盤1の表面に吸着シート2(第1シートに相当)が貼り付けられており、その吸着シート2の表面に装着シート3(第2シートに相当)が貼り付けられており、更に、装着シート3の表面にガラスGが貼り付けられている。
【0015】
吸着シート2と装着シート3に使用する材質は、シートとして両面もしくは片面に対象物に対する吸着性を有する材質で、例えば、次の4つのシート材料が考えられる。すなわち、
(1)湿式製法による表面スキン層とセル層を保有するウレタンシート
(2)乾式製法による表面スキン層とセル層を保有するウレタンシート
(3)スチレンエラストマーシート
(4)その他の素材のエラストマーシート
【0016】
上記ウレタンシートにおけるスキン層には、緻密な微細孔が形成されており、水を含ませることで吸着性が増す。セル層は、シート内部に形成され、発泡孔が多数形成される。スチレンエラストマーシートは、強い自己吸着性を有し、そのままで相手側に貼り付けることができる。なお、定盤1への貼り付けには両面テープ等の接着あるいは粘着手段を用いてもよい。
【0017】
<ガラス研磨方法>
次に、実際にガラスGを研磨する時の手順を説明する。図2は、ガラスGを定盤1にセットした時の状態を示す側面図である。定盤1は垂直に設定されている。まず、定盤1の表面に吸着シート2を貼り付ける。吸着シート2の素材は前述の素材が選択される。
【0018】
次に、吸着シート2の表面に装着シート3を貼り付ける。装着シート3も前述の素材が選択される。例えば、装着シート3としてスチレンエラストマーシートを用いる場合は、そのまま吸着シート2の表面に貼り付けることができる。なお、吸着シート2も装着シート3も研磨されるガラスGの形状に合わせて正方形または長方形のシート材として形成される。また、サイズについては、吸着シート2の面積が一番大きく、次いで装着シート3の面積が大きく、ガラスGの表面積が最も小さくなるように設定しておくことが好ましい。これにより、ガラスGを剥離する時の操作が行いやすくなる。
【0019】
上記の例では、定盤1の表面に順番に吸着シート2と装着シート3を貼り付けたが、予め、吸着シート2と装着シート3を貼り付けておき、この2層構造のパッドを定盤1の表面に貼り付けるようにしてもよい。
【0020】
次に、ガラスGを装着シート3の表面に貼り付ける。
【0021】
図2のようにセットされた後、図1にも示すように、研磨パッド201により、ガラスGの表面を研磨する。研磨工程は従来と同じ方法で行うことができる。
【0022】
<ガラスの剥離工程>
次に、研磨工程が終了した後、ガラスGを装着シート3から剥離させる時の手順を図3により説明する。
【0023】
図3(a)に示すように、矩形の装着シート3の四隅のうちの1つを保持し、徐々にはがしていく。この時、装着シート3とガラスGが一体となって剥がれていく。一定の面積(約1/4)程度剥がすと、図3(b)に示すように、ガラスGと装着シート3の間に空気層Aが形成し始め、ガラスGが装着シート3から剥離し始める。これは、ガラスGと装着シート3のたわみ剛性の差に基づくものである。
【0024】
この状態になれば、装着シート3の剥離動作を終了し、ガラスGを装着シート3から引き剥がす。空気層Aが形成されているので、無理なく剥離させることができる。ガラスGを完全に分離した後、図3(c)に示すように、装着シート3を元の状態に戻す。
【0025】
以上の方法によれば、エアブローを用いないでガラスGを剥離させることができ、ガラスGが割れることを防止することができる。従って、薄いガラスでも剥離時の割れを防止することができ、歩留まりを向上させることができる。また、剥離するまでの時間も短縮化することができ、図4の場合に比べ、本発明の構成によれば短時間で剥離させることができ、作業効率も改善される。
【0026】
<別実施形態>
本発明において、吸着シート2や装着シート3の貼り付け及び剥離、また、ガラスGの貼り付け及び剥離操作については、作業員が手動で行ってもよいし、ロボットを用いて機械により自動的に行ってもよい。
【0027】
吸着シート2と装着シート3とガラスGの大きさ(面積)は、少なくとも2つが同じ面積を有するように構成してもよい。
【符号の説明】
【0028】
1 定盤
2 吸着シート(第1シート)
3 装着シート(第2シート)
100 ガラス保持部
200 ガラス研磨部
201 研磨パッド
A 空気層
G ガラス
【特許請求の範囲】
【請求項1】
定盤の表面に第1シートを貼り付ける工程と、
前記第1シートの表面に第2シートを貼り付ける工程と、
前記第2シートの表面に研磨対象のガラスを貼り付ける工程と、
前記ガラス表面を研磨する工程と、
研磨工程後、前記ガラスと共に前記第2シートの端部を前記第1シートから剥離させる工程と、
前記剥離工程の途中で前記ガラスと前記第2シートの間に空気層を形成させた後、前記ガラスのみを前記第2シートから分離させる工程と、を有するガラス研磨方法。
【請求項2】
定盤の表面に貼り付けられる第1シートと、
前記第1シートの表面に貼り付けられる第2シートと、
前記第2シートの表面に貼り付けられたガラス表面を研磨するための研磨パッドと、を備え、
前記研磨パッドによる研磨後、前記ガラスと共に前記第2シートの端部を前記第1シートから剥離させ、この剥離工程の途中で前記ガラスと前記第2シートの間に空気層を形成させた後、前記ガラスのみを前記第2シートから分離できるように構成されていることを特徴とするガラス研磨装置。
【請求項1】
定盤の表面に第1シートを貼り付ける工程と、
前記第1シートの表面に第2シートを貼り付ける工程と、
前記第2シートの表面に研磨対象のガラスを貼り付ける工程と、
前記ガラス表面を研磨する工程と、
研磨工程後、前記ガラスと共に前記第2シートの端部を前記第1シートから剥離させる工程と、
前記剥離工程の途中で前記ガラスと前記第2シートの間に空気層を形成させた後、前記ガラスのみを前記第2シートから分離させる工程と、を有するガラス研磨方法。
【請求項2】
定盤の表面に貼り付けられる第1シートと、
前記第1シートの表面に貼り付けられる第2シートと、
前記第2シートの表面に貼り付けられたガラス表面を研磨するための研磨パッドと、を備え、
前記研磨パッドによる研磨後、前記ガラスと共に前記第2シートの端部を前記第1シートから剥離させ、この剥離工程の途中で前記ガラスと前記第2シートの間に空気層を形成させた後、前記ガラスのみを前記第2シートから分離できるように構成されていることを特徴とするガラス研磨装置。
【図1】


【図2】
【図3】

【図4】
【図2】
【図3】
【図4】
【公開番号】特開2012−250316(P2012−250316A)
【公開日】平成24年12月20日(2012.12.20)
【国際特許分類】
【出願番号】特願2011−124401(P2011−124401)
【出願日】平成23年6月2日(2011.6.2)
【出願人】(000003425)株式会社東洋クオリティワン (18)
【出願人】(511134894)トーヨーソフランテック株式会社 (2)
【出願人】(395018424)株式会社大番 (2)
【Fターム(参考)】
【公開日】平成24年12月20日(2012.12.20)
【国際特許分類】
【出願日】平成23年6月2日(2011.6.2)
【出願人】(000003425)株式会社東洋クオリティワン (18)
【出願人】(511134894)トーヨーソフランテック株式会社 (2)
【出願人】(395018424)株式会社大番 (2)
【Fターム(参考)】
[ Back to top ]