
スロットダイコーター及び塗工方法
【課題】画像表示装置等に用いられる光学機能フィルムを構成する樹脂層を形成するべく、10mPa・sに満たない低粘度の樹脂溶液を用いて樹脂層を塗工する場合であっても、画像表示装置における画像表示特性に悪影響を及ぼすようなスジ状の塗工ムラを発生させることなく、均一な厚みの樹脂層を形成しうるようなスロットダイコーターを提供する。
【解決手段】スロットダイコーター1の下流側ダイリップ12の内面先端辺の曲率半径Rが0.005[mm]以上であり、且つ、上流側ダイリップ11の先端と基材フィルム11との距離をD1[μm]、下流側ダイリップ12の先端と基材フィルム11との距離をD2[μm]、下流側ダイリップ12の先端幅をH2[mm]とした場合に、下記式(1)及び式(2)0.5<H2−(0.85×R)(1)−20<D1−D2<20(2)を満たすように構成する。
【解決手段】スロットダイコーター1の下流側ダイリップ12の内面先端辺の曲率半径Rが0.005[mm]以上であり、且つ、上流側ダイリップ11の先端と基材フィルム11との距離をD1[μm]、下流側ダイリップ12の先端と基材フィルム11との距離をD2[μm]、下流側ダイリップ12の先端幅をH2[mm]とした場合に、下記式(1)及び式(2)0.5<H2−(0.85×R)(1)−20<D1−D2<20(2)を満たすように構成する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、光学機能フィルムの一部となる樹脂層を形成するために使用されるスロットダイコーターと、該スロットダイコーターを用いた塗工方法に関する。
【背景技術】
【0002】
液晶表示装置等の画像表示装置には、偏光、光学補償、反射防止などの光学的な機能を発揮する樹脂層や、これらの層を保護する為の表面保護層、或いはこれらの層を積層するための粘着材層といった種々の機能を有する樹脂層(フィルム)が組み合わされて用いられている。
【0003】
従って、これらの樹脂層の何れか一つが不均一な膜厚であったり、あるいはスジ状のムラ等を有するものであると、該樹脂層を透過する光にムラが生じてしまい、表示画像に悪影響を及ぼす要因となる。
特に、近年、画像表示装置を構成する画素の高密度化が図られ、例えばフルスペックハイビジョン等の高規格画像に対応した比較的小型の画像表示装置が一般家庭に普及する状況となっており、このような高性能の画像表示装置においては、使用される樹脂層についてもより高品質なものが要求されている。
【0004】
ところで、この種の樹脂層は、一般に、樹脂を溶媒に溶解させて樹脂溶液を調製し、その樹脂溶液をスロットダイコーター等の塗工装置を用いて基材フィルム上に塗布し、さらに、適宜乾燥工程を実施するといった製造方法により製造されるものであるため、従来、その塗工装置についても種々の提案がなされている。
【0005】
例えば、下記特許文献1には、複屈折性に優れたポリイミド樹脂層を形成するべく、上流側ダイリップと下流側ダイリップとの先端に段差を設けるとともに、下流側ダイリップの内面先端辺にR加工を施したスロットダイコーターを用いる方法が開示されている。
【特許文献1】特開2007−118572号公報
【0006】
また、下記特許文献2には、溶剤の揮発速度の速い樹脂溶液を塗工する方法として、下流側ダイリップの先端部にR加工を施し、上流側ダイリップと下流側ダイリップとの先端に段差を設けるとともに、下流側ダイリップの先端に所定幅のランドを形成したスロットダイコーターを用いる方法が開示されている。
【特許文献2】特開2001−170544号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
しかるに、上記特許文献等に開示された従来のスロットダイコーターは、何れも、比較的粘度の高い樹脂溶液を塗工することを目的として構成されたものである。言い換えると、低粘度の樹脂溶液はセルフレベリング作用が発揮されやすいため、従来、特に対策を講じなくとも均一でムラのない樹脂層が得られやすいと考えられていた。
しかし、本発明者らの鋭意研究によれば、このような低粘度の樹脂溶液であっても極めて微細なスジ状のムラが生じる場合があり、セルフレベリング作用に依存するのみでは必ずしも高品質な樹脂層が安定して製造されないことを見出した。
【0008】
そこで本発明は、上記従来技術の問題点に鑑み、画像表示装置等に用いられる光学機能フィルムを構成する樹脂層を形成するべく、10mPa・sに満たない低粘度の樹脂溶液を用いて樹脂層を塗工する場合であっても、画像表示装置における画像表示特性に悪影響を及ぼすようなスジ状の塗工ムラを発生させることなく、均一な厚みの樹脂層を形成しうるようなスロットダイコーターを提供することを一の目的とする。
また、本発明は、10mPa・sに満たない低粘度の樹脂溶液を用いて樹脂層を塗工する場合であっても、画像表示装置における画像表示特性に悪影響を及ぼすようなスジ状の塗工ムラを発生させることなく、均一な厚みの樹脂層を形成しうるような塗工方法を提供することを他の目的とする。
【課題を解決するための手段】
【0009】
上記課題を解決するべく、本発明者らが更なる研究を行ったところ、樹脂溶液が下流側ダイリップのランド端部でダイリップ側面へと濡れ上がり、そこで固化して異物となった後、該異物が塗膜上へと落下することが、該塗膜が固化してなる樹脂層にスジ状のムラを生じさせている原因の一つであることを見出した。さらに、スロットの先端の段差を小さくし、該先端に所定の曲率半径のR加工を施し、且つ該R加工とリップの先端幅を所定の範囲に設定することにより、このような樹脂溶液の濡れ上がりを防止しうることを見出し、本発明を想到するに至った。
【0010】
即ち、本発明は、基材フィルム上に樹脂溶液を塗工することにより、光学機能フィルムの一構成要素となる樹脂層を形成するスロットダイコーターであって、
下流側ダイリップの内面先端辺の曲率半径Rが0.005[mm]以上であり、且つ、
上流側ダイリップの先端と前記基材フィルムとの距離をD1[μm]、下流側ダイリップの先端と前記基材フィルムとの距離をD2[μm]、前記下流側ダイリップの先端幅をH2[mm]とした場合に、下記式(1)及び式(2)
0.5<H2−(0.85×R) (1)
−20<D1−D2<20 (2)
を満たすように構成されたことを特徴とするスロットダイコーターを提供するものである。
【0011】
また、本発明は、上記スロットダイコーターを用い、粘度が10mPa・s未満の樹脂溶液を基材フィルム上に塗工し、光学機能フィルムの一構成要素となる樹脂層を形成することを特徴とする塗工方法を提供するものである。
【0012】
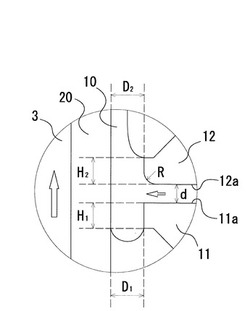
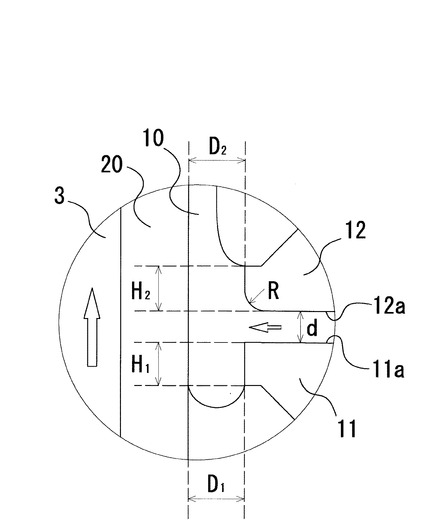
尚、本発明において、上流側ダイリップとは、図1に示すように、樹脂溶液を吐出するスロットを構成するように備えられた一対のダイリップのうち、基材フィルムの進行方向における上流側(即ち、塗工前の基材フィルムが送られてくる側)に配置されたダイリップをいい、下流側ダイリップとは、基材フィルムの進行方向における下流側(即ち、塗工後の基材フィルムが次工程へと送られて行く側)に配置されたダイリップをいう。
また、本発明において、先端幅(H1,H2)とは、ダイリップの外側角部から基材フィルムと平行に引いた平行線が、前記スロットを構成するダイリップ内側表面の延長線と交わるまでの距離をいう。
【0013】
本発明に係るスロットダイコーターによれば、下流側ダイリップの内面先端辺に曲率半径Rが0.005[mm]以上となる、いわゆるR加工が施されていることで、スロットから吐出される樹脂溶液の流れが円滑となり、このような曲率半径Rも考慮して上記式(1)となるようにリップ先端の実質的な長さが規定されたことで樹脂溶液と基材フィルムとの接触距離が十分に確保されて両者の接触状態が良好となり、しかも、上流側ダイリップ先端と下流側ダイリップ先端の段差が上記式(2)を満たすように規定されたことでダイリップ先端の加工が容易となり、加工精度のバラツキが低減され、これら全ての条件が同時に満たされたことにより、10mPa・sに満たない低粘度の樹脂溶液を塗工した場合でもスジ状の塗工ムラを発生させず、均一な厚みの樹脂層を形成することが可能となる。
【発明の効果】
【0014】
このように、本発明に係るスロットダイコーター及び本発明に係る塗工方法によれば、10mPa・sに満たない低粘度の樹脂溶液を塗工した場合であっても、画像表示装置における画像表示特性に悪影響を及ぼしうる微細なスジ状の塗工ムラを発生させず、厚みのバラツキが極めて小さい樹脂層を形成することが可能となる。
【発明を実施するための最良の形態】
【0015】
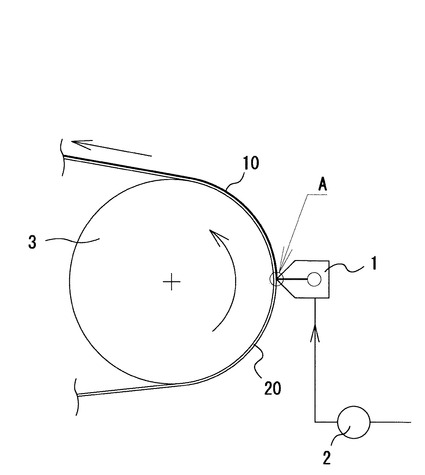
図1は、本発明に係るスロットダイコーターの一実施形態を示した断面図である。
図1に示す如く、本実施形態のスロットダイコーター1は、バックアップロール3に支持されて搬送される基材フィルム20に対向して配置されるものであり、ポンプ2を介して供給される樹脂溶液をスロットから吐出するものである。基材フィルム20上に塗工された樹脂溶液は、基材フィルム20とともにその進行方向(下流側)へと導かれ、該基材フィルム20上に均一な厚みの樹脂層10が形成される。
【0016】
図2は、前記図1に示したスロットダイコーター1の先端部分の拡大図である。図2に示したように、本実施形態に係るスロットダイコーターは、基材フィルム20の進行方向において上流側に配置された上流側ダイリップ11と、基材フィルム20の進行方向において下流側に配置された下流側ダイリップ12とを備えており、これら上流側ダイリップ11と下流側ダイリップ12の内面(11a及び12a)は、所定間隔を空けて対向して配置され、樹脂溶液を吐出するスロットを形成している。
また、該スロットの先端部分において、下流側ダイリップ12の内面の先端辺(図1及び図2の断面に対して垂直な辺)は、曲率半径Rが0.005[mm]以上となるように、いわゆるR加工が施されている。
前記下流側ダイリップ12の内面先端辺に、このような曲率半径の曲面が形成されたことにより、スロットから吐出される樹脂溶液の流れが円滑となり、低粘度の樹脂溶液であっても該下流側ダイリップにおける濡れ上がりが防止されることとなる。
【0017】
また、該下流側ダイリップ12は、その先端幅をH2[mm]とした場合に、下記式(1)を満たすように構成されている。
0.5<H2−(0.85×R) (1)
ここで、下流側ダイリップ12における先端幅H2は、図2に示したように、下流側ダイリップ12の外側先端(即ち、下流側先端)から基材フィルム20と平行に引いた平行線が、前記スロットを構成する下流側ダイリップ12内側表面12aの延長線と交わるまでの距離である。
下流側ダイリップ12の先端幅H2と内面先端辺の曲率半径Rとが上記式(1)を満たすように、下流側ダイリップ12の先端部分が構成されていれば、スロットから吐出された樹脂溶液が10mPa・sに満たない低粘度の場合であっても液の流動状態が安定化され、下流側ダイリップ12の先端における濡れ上がりが抑制されることなり、該先端において樹脂溶液が固化し付着することが防止される。
【0018】
このような観点から、該下流側ダイリップ12における前記曲率半径Rは、好ましくは0.2[mm]以上とする。また、該曲率半径Rは、通常1.0[mm]以下とし、好ましくは0.8[mm]以下とする。
さらに、下流側ダイリップ12の先端幅H2と内面先端辺の曲率半径Rは、好ましくは下記式(3)を満たすように構成される。
0.5<H2−(0.85×R)<5.0 (3)
【0019】
一方、上流側ダイリップ11については、特にその形状等について限定されるものではないが、好ましくは、その先端幅H1が0.3[mm]以上であり、より好ましくは0.5[mm]以上とする。また、該先端幅H1は、通常5.0[mm]以下とする。
なお、本実施形態における上流側ダイリップ11の先端幅H1とは、下流側と同様であり、上流側ダイリップ11の外側先端(即ち、上流側先端)から基材フィルム20と平行に引いた平行線が、前記スロットを構成する上流側ダイリップ11内側表面11aの延長線と交わるまでの距離である。
上流側ダイリップ11のリップ長さH1が0.3[mm]未満であると、樹脂溶液を塗工する際の減圧状態にバラツキが生じ、塗工ムラやスジが発生するという不具合が生じやすくなる。
【0020】
また、該上流側ダイリップ11については、内面の先端辺にR加工が施されている必要はないが、先端部に基材フィルムと平行な0.3mm以上のランド部が形成されていることが好ましい。
【0021】
さらに、該上流側ダイリップ11の先端と、該下流側ダイリップ12の先端とは、段差の小さい構成であることが好ましい。具体的には、上流側ダイリップ11の先端と基材フィルム20との距離をD1[μm]、下流側ダイリップ12の先端と前記基材フィルム20との距離をD2[μm]とした場合、下記式(2)を満たすように両ダイリップを配置することが好ましく、下記(4)を満たすように配置することがより好ましい。
−20<D1−D2<20 (2)
−10<D1−D2<10 (4)
このように、該上流側ダイリップ11の先端と、該下流側ダイリップ12の先端との段差が小さい場合には、ダイの組付け精度が安定するという利点がある。
【0022】
前記スロットダイコーター1のスロット間隔d(即ち、上流側ダイリップ11の内側表面11aと下流側ダイリップ12の内側表面12aとの距離)、及び前記ダイリップ先端と基材フィルムとの距離(D1、D2)は、光学的な用途に応じて形成される樹脂層10の厚みや、基材フィルム20の搬送速度等に応じて適宜調整することができる。
具体的には、スロットダイコーター1に対する前記基材フィルム20の搬送速度は、通常5〜100m/minとされ、好ましくは5〜50m/minとされる。また、樹脂層10の厚みは、通常、1〜50[μm]の範囲とされ、好ましくは5〜20[μm]の範囲とされる。さらに、前記スロット間隔dは、通常、10〜200[μm]の範囲とされ、好ましくは20〜100[μm]の範囲とされる。
【0023】
本発明に係るスロットダイコーター1は、粘度が10mPa・sに満たない低粘度の樹脂溶液を好適な塗工対象とし、粘度が1〜5mPa・sの樹脂溶液をより好適な塗工対象とするものである。
尚、樹脂溶液の粘度は、実施例記載の方法により測定される。
【0024】
このような低粘度の樹脂溶液としては、例えば、粘着材層として機能するポリウレタン系樹脂層を形成するためのポリウレタン系樹脂溶液や、シロキサン系樹脂溶液、フッ素系樹脂溶液、メラミン系樹脂溶液、アクリル系樹脂溶液等を挙げることができる。
【0025】
前記ポリウレタン系樹脂溶液は、ポリウレタン系樹脂が溶媒中に溶解されてなるものである。
該ポリウレタン系樹脂は、一般に、ポリオールとポリイソシアネートとから製造されるものであり、ポリエステル系ポリウレタン(変性ポリエステルウレタン、水分散系ポリエステルウレタン、溶剤系ポリエステルウレタン)、ポリエーテル系ウレタン、ポリカーボネート系ウレタン等を挙げることができる。これらのポリウレタン系樹脂は、自己乳化型又は強制乳化型のものであっても良い。これらのポリウレタンの中でもポリエステル系ポリウレタンが好ましい。
【0026】
一方、該ポリウレタン系樹脂を溶解させる溶媒としては、該樹脂に対する良溶媒と貧溶媒とが混合されてなる混合溶媒を好適に使用できる。
前記良溶媒としては、例えば、メチルエチルケトン(MEK)、ジエチルケトン、メチルプロピルケトン、メチルイソブチルケトン(MIBK)、シクロペンタノン等のケトン類からなる群より選択される1種又は2種以上を用いることができ、前記貧溶媒としては、トルエン、酢酸プロピル、酢酸n−ブチル、酢酸イソブチル等のカルボン酸類、n−ブタノール、イソブタノール、2−ブタノール等のアルコール類からなる群より選択される1種又は2種以上を用いることができる。
【0027】
また、前記ポリウレタン系樹脂溶液の樹脂濃度や溶媒濃度については特に限定されるものではないが、樹脂濃度は好ましくは1〜20重量%であり、より好ましくは4〜6重量%である。
溶媒濃度の一具体例としては、メチルエチルケトン(良溶媒)を25〜40重量%含有し、シクロヘキサノン(良溶媒)を2〜5重量%含有し、ジエチルケトン(良溶媒)を25〜40重量%含有し、トルエン(貧溶媒)を15〜30重量%含有するものを挙げることができる。
【0028】
樹脂溶液が塗工される基材フィルムは、特に限定されるものではなく、用途に応じて公知の材料から適宜選択して使用することができる。該基材フィルムの具体例としては、ポリエチレンテレフタレート、ポリエチレンナフタレート等のポリエステル系ポリマー、ジアセチルセルロース、トリアセチルセルロース等のセルロース系ポリマー、ポリカーボネート系ポリマー、ポリメチルメタクリレート等のアクリル系ポリマー、ポリスチレン、アクリロニトリル−スチレン共重合体等のスチレン系ポリマー、ポリエチレン、ポリプロピレン、環状ないしノルボルネン構造を有するポリオレフィン、エチレン−プロピレン共重合体等のオレフィン系ポリマー、塩化ビニル系ポリマー、ナイロンや芳香族ポリアミド等のアミド系ポリマー、イミド系ポリマー、スルホン系ポリマー、ポリエーテルスルホン系ポリマー、ポリエーテルエーテルケトン系ポリマー、ポリフェニレンスルフィド系ポリマー、ビニルアルコール系ポリマー、塩化ビニリデン系ポリマー、ビニルブチラール系ポリマー、アリレート系ポリマー、ポリオキシメチレン系ポリマー、エポキシ系ポリマーや前記ポリマーのブレンド物等の透明ポリマーからなるフィルムを挙げることができる。
【0029】
中でも、該基材フィルムとしては、偏光特性や耐久性などの点より、トリアセチルセルロース等のセルロース系ポリマーからなるフィルムが好ましく、特にトリアセチルセルロースフィルムが好適である。
【0030】
該基材フィルムの厚さは、適宜に決定しうるが、強度や取扱性等の作業性、薄層性などの観点から10〜500μm程度が一般的であり、20〜300μmが好ましく、30〜200μmがより好ましい。
【0031】
本発明に係る塗工方法の一実施形態は、上述したようなスロットダイコーター1を用い、粘度が10mPa・s未満の樹脂溶液を基材フィルム20上に塗工し、樹脂層10を形成するものである。
具体的には、図1及び2に示したように、基材フィルム20の進行方向において上流側に配置された上流側ダイリップ11と、基材フィルム20の進行方向において下流側に配置された下流側ダイリップ12とを備え、下流側ダイリップの内面先端辺の曲率半径Rが0.005[mm]以上であり、且つ、上流側ダイリップの先端と前記基材フィルムとの距離をD1[μm]、下流側ダイリップの先端と前記基材フィルムとの距離をD2[μm]、前記下流側ダイリップの先端幅をH2[mm]とした場合に、下記式(1)及び式(2)
0.5<H2−(0.85×R) (1)
−20<D1−D2<20 (2)
を満たすように構成されたスロットダイコーター1を用い、該スロットダイコーター1から粘度が10mPa・s未満の樹脂溶液を吐出させ、バックアップロール3に支持されて搬送される基材フィルム20上に該樹脂溶液を塗工し、光学機能フィルムの一構成要素となる樹脂層10を形成するものである。
【0032】
なお、樹脂溶液を基材フィルム上に塗工した後は、適宜、乾燥工程、固化工程、延伸工程、又は他の樹脂層との積層工程等を実施することができる。
【0033】
こうして得られた樹脂層10は、前記基材フィルム20とともに、又は基材フィルム20と剥離されて単独で、光学機能フィルムの一構成要素となるものである。具体的には、該樹脂層10は、基材フィルム20と他の樹脂層との粘着性を高める粘着材層や、ぎらつきを低減する防眩層、写り込みを防止する反射防止層、擦傷を防止するハードコート層等となる。
【実施例】
【0034】
以下、本発明の実施例を挙げるが、本発明はこれらに限定されるものではない。尚、各種特性については以下の方法によって測定を行った。
【0035】
(粘度の測定方法)
樹脂溶液の粘度は、Haake社製、レオメーターRS1を用い、液温23℃、剪断速度10[l/s]で測定した。
【0036】
(基材フィルムの走行スピード測定方法)
基材フィルムの走行スピードは、レーザードップラー方式の日本カノマックス(株)、
商品名「レーザースピードシステム MODEL LS200」を用いて測定した。
【0037】
(被膜厚みの測定方法)
(株)尾崎製作所製、ダイヤルゲージを用いて測定した。
【0038】
(樹脂溶液の調製)
樹脂溶液A
フッ素化合物としてJSR社製「オプスターJTA105」11.88wt%及びJSR社製「オプスターJTA105A」0.12wt%、シロキサンオリゴマーとしてコルコート社製「コルコートN103X」67.00wt%、溶媒として酢酸ブチル21.00wt%を配合し、樹脂溶液Aを調製した。該樹脂溶液Aの粘度を測定したところ、2.5mPa・sであった。
樹脂溶液B
フッ素化合物としてJSR社製「オプスターJTA105」2.97wt%及びJSR社製「オプスターJTA105A」0.03wt%、シロキサンオリゴマーとしてコルコート社製「コルコートN103X」16.75wt%、溶媒として酢酸ブチル19.00wt%、イソプロピルアルコール24.75wt%、メチルイソブチルケトン8.75wt%、1−ブタノール25.75wt%、エタノール2.00wt%を配合し、、樹脂溶液Bを調製した。該樹脂溶液Bの粘度を測定したところ、1.0mPa・sであった。
樹脂溶液C
フッ素化合物としてJSR社製「オプスターJTA105」11.88wt%及びJSR社製「オプスターJTA105A」0.12wt%、シロキサンオリゴマーとしてコルコート社製「コルコートN103X」67.00wt%、溶媒として酢酸ブチル21.00wt%を配合し、得られた混合溶液を固形分濃度が5wt%になるまで室温(25℃)で自然乾燥させ、樹脂溶液Cを調製した。該樹脂溶液Cの粘度を測定したところ、5.0mPa・sであった。
【0039】
(実施例1)
上記実施形態で説明したスロットダイコーター1を用い、10m/minで走行するトリアセチルセルロースフィルム(基材フィルム)上に、調製された樹脂溶液Aを塗工した後、150℃、3分の乾燥工程を実施することにより、厚み0.1μmの樹脂層10を形成した。使用したスロットダイコーター1先端部の各部位の寸法、及び各種条件を下記表1に示す。
【0040】
(実施例2〜7及び比較例1〜8)
スロットダイコーター1先端部における各部位の寸法を、表1に記載の如く変化させたことを除き、他は実施例1と同様にして樹脂層を形成した。
【0041】
(樹脂層の評価)
形成された樹脂層について、目視により外観を評価した。具体的には、
塗工開始から30分経過してもフィルムのどの部分にも微細なスジ状のムラや膜厚のバラツキなどによる外観の低下が認められなかった場合を◎、塗工開始から30分経過までに、膜厚バラツキによる外観の低下が認められた場合を○、塗工開始から30分経過までに、部分的にスジ状のムラによる外観の低下が認められた場合を△、塗工開始から30分経過までに、全面にスジ状のムラによる外観の低下が認められた場合を×、として評価した。結果を表1に併せて示す。
【0042】
【表1】

【0043】
表1に示したように、比較例1〜8では、塗工開始後30分経過後、フィルムに部分的又は全面にスジ状のムラが発生した。これに対し、実施例1〜7では30分経過後でもスジが発生せず、良好な外観の樹脂層が得られていることが認められる。
【0044】
(実施例8〜12及び比較例9〜12)
樹脂溶液Aに代えて樹脂溶液Bを用い、スロットダイコーター1先端部における各部位の寸法を種々変化させながら実施例1と同様にして樹脂層を形成した。また、得られた樹脂層についても実施例1と同様に目視による外観評価を行った。結果を表2に示す。
【0045】
【表2】
【0046】
表2に示したように、粘度が1.0mPa・sの樹脂溶液Bを塗工した場合においても、前記式(1)の条件を満たさない比較例9〜11では、塗工開始から30分経過後にフィルム全体にスジ状のムラが発生し、また、比較例12では塗工開始から30分経過後に部分的にスジ状のムラが発生しているのに対し、実施例9〜12では30分経過後でもスジが発生せず、良好な外観の樹脂層が得られていることが認められる。
【0047】
(実施例13〜17及び比較例13〜16)
樹脂溶液Aに代えて樹脂溶液Cを用い、スロットダイコーター1先端部における各部位の寸法を種々変化させながら実施例1と同様にして樹脂層を形成した。また、得られた樹脂層についても実施例1と同様に目視による外観評価を行った。結果を表3に示す。
【0048】
【表3】
【0049】
表3に示したように、粘度が5.0mPa・sの樹脂溶液Cを塗工した場合においても、前記式(1)の条件を満たさない比較例13〜15では、塗工開始から30分経過後にフィルム全体にスジ状のムラが発生し、また、比較例16では塗工開始から30分経過後に部分的にスジ状のムラが発生しているのに対し、実施例13〜17では30分経過後でもスジが発生せず、良好な外観の樹脂層が得られていることが認められる。
【0050】
(実施例18〜22及び比較例17〜20)
基材フィルムの搬送速度を5m/minに減速とするとともに、スロットダイコーター1先端部における各部位の寸法を種々変化させながら実施例1と同様にして樹脂層を形成した。また、得られた樹脂層についても、実施例1と同様に目視による外観評価を行った。結果を表4に示す。
【0051】
【表4】
【0052】
表4に示したように、基材フィルムの搬送速度を5m/minとした場合においても、前記式(1)の条件を満たさない比較例17〜19では、塗工開始から30分経過後にフィルム全体にスジ状のムラが発生し、また、比較例20では塗工開始から30分経過後に部分的にスジ状のムラが発生しているのに対し、実施例18〜22では30分経過後でもスジが発生せず、良好な外観の樹脂層が得られていることが認められる。
【0053】
(実施例23〜27及び比較例21〜24)
基材フィルムの搬送速度を20m/minに増速するとともに、スロットダイコーター1先端部における各部位の寸法を種々変化させながら実施例1と同様にして樹脂層を形成した。また、得られた樹脂層についても実施例1と同様に目視による外観評価を行った。結果を表5に示す。
【0054】
【表5】
【0055】
表5に示したように、基材フィルムの搬送速度を20m/minとした場合においても、前記式(1)の条件を満たさない比較例21〜23では、塗工開始から30分経過後にフィルム全体にスジ状のムラが発生し、また、比較例24では塗工開始から30分経過後に部分的にスジ状のムラが発生しているのに対し、実施例23〜27では30分経過後でもスジが発生せず、良好な外観の樹脂層が得られていることが認められる。
【図面の簡単な説明】
【0056】
【図1】基材フィルムの進行方向におけるダイリップの断面図。
【図2】ダイリップ先端部分の拡大図。
【技術分野】
【0001】
本発明は、光学機能フィルムの一部となる樹脂層を形成するために使用されるスロットダイコーターと、該スロットダイコーターを用いた塗工方法に関する。
【背景技術】
【0002】
液晶表示装置等の画像表示装置には、偏光、光学補償、反射防止などの光学的な機能を発揮する樹脂層や、これらの層を保護する為の表面保護層、或いはこれらの層を積層するための粘着材層といった種々の機能を有する樹脂層(フィルム)が組み合わされて用いられている。
【0003】
従って、これらの樹脂層の何れか一つが不均一な膜厚であったり、あるいはスジ状のムラ等を有するものであると、該樹脂層を透過する光にムラが生じてしまい、表示画像に悪影響を及ぼす要因となる。
特に、近年、画像表示装置を構成する画素の高密度化が図られ、例えばフルスペックハイビジョン等の高規格画像に対応した比較的小型の画像表示装置が一般家庭に普及する状況となっており、このような高性能の画像表示装置においては、使用される樹脂層についてもより高品質なものが要求されている。
【0004】
ところで、この種の樹脂層は、一般に、樹脂を溶媒に溶解させて樹脂溶液を調製し、その樹脂溶液をスロットダイコーター等の塗工装置を用いて基材フィルム上に塗布し、さらに、適宜乾燥工程を実施するといった製造方法により製造されるものであるため、従来、その塗工装置についても種々の提案がなされている。
【0005】
例えば、下記特許文献1には、複屈折性に優れたポリイミド樹脂層を形成するべく、上流側ダイリップと下流側ダイリップとの先端に段差を設けるとともに、下流側ダイリップの内面先端辺にR加工を施したスロットダイコーターを用いる方法が開示されている。
【特許文献1】特開2007−118572号公報
【0006】
また、下記特許文献2には、溶剤の揮発速度の速い樹脂溶液を塗工する方法として、下流側ダイリップの先端部にR加工を施し、上流側ダイリップと下流側ダイリップとの先端に段差を設けるとともに、下流側ダイリップの先端に所定幅のランドを形成したスロットダイコーターを用いる方法が開示されている。
【特許文献2】特開2001−170544号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
しかるに、上記特許文献等に開示された従来のスロットダイコーターは、何れも、比較的粘度の高い樹脂溶液を塗工することを目的として構成されたものである。言い換えると、低粘度の樹脂溶液はセルフレベリング作用が発揮されやすいため、従来、特に対策を講じなくとも均一でムラのない樹脂層が得られやすいと考えられていた。
しかし、本発明者らの鋭意研究によれば、このような低粘度の樹脂溶液であっても極めて微細なスジ状のムラが生じる場合があり、セルフレベリング作用に依存するのみでは必ずしも高品質な樹脂層が安定して製造されないことを見出した。
【0008】
そこで本発明は、上記従来技術の問題点に鑑み、画像表示装置等に用いられる光学機能フィルムを構成する樹脂層を形成するべく、10mPa・sに満たない低粘度の樹脂溶液を用いて樹脂層を塗工する場合であっても、画像表示装置における画像表示特性に悪影響を及ぼすようなスジ状の塗工ムラを発生させることなく、均一な厚みの樹脂層を形成しうるようなスロットダイコーターを提供することを一の目的とする。
また、本発明は、10mPa・sに満たない低粘度の樹脂溶液を用いて樹脂層を塗工する場合であっても、画像表示装置における画像表示特性に悪影響を及ぼすようなスジ状の塗工ムラを発生させることなく、均一な厚みの樹脂層を形成しうるような塗工方法を提供することを他の目的とする。
【課題を解決するための手段】
【0009】
上記課題を解決するべく、本発明者らが更なる研究を行ったところ、樹脂溶液が下流側ダイリップのランド端部でダイリップ側面へと濡れ上がり、そこで固化して異物となった後、該異物が塗膜上へと落下することが、該塗膜が固化してなる樹脂層にスジ状のムラを生じさせている原因の一つであることを見出した。さらに、スロットの先端の段差を小さくし、該先端に所定の曲率半径のR加工を施し、且つ該R加工とリップの先端幅を所定の範囲に設定することにより、このような樹脂溶液の濡れ上がりを防止しうることを見出し、本発明を想到するに至った。
【0010】
即ち、本発明は、基材フィルム上に樹脂溶液を塗工することにより、光学機能フィルムの一構成要素となる樹脂層を形成するスロットダイコーターであって、
下流側ダイリップの内面先端辺の曲率半径Rが0.005[mm]以上であり、且つ、
上流側ダイリップの先端と前記基材フィルムとの距離をD1[μm]、下流側ダイリップの先端と前記基材フィルムとの距離をD2[μm]、前記下流側ダイリップの先端幅をH2[mm]とした場合に、下記式(1)及び式(2)
0.5<H2−(0.85×R) (1)
−20<D1−D2<20 (2)
を満たすように構成されたことを特徴とするスロットダイコーターを提供するものである。
【0011】
また、本発明は、上記スロットダイコーターを用い、粘度が10mPa・s未満の樹脂溶液を基材フィルム上に塗工し、光学機能フィルムの一構成要素となる樹脂層を形成することを特徴とする塗工方法を提供するものである。
【0012】
尚、本発明において、上流側ダイリップとは、図1に示すように、樹脂溶液を吐出するスロットを構成するように備えられた一対のダイリップのうち、基材フィルムの進行方向における上流側(即ち、塗工前の基材フィルムが送られてくる側)に配置されたダイリップをいい、下流側ダイリップとは、基材フィルムの進行方向における下流側(即ち、塗工後の基材フィルムが次工程へと送られて行く側)に配置されたダイリップをいう。
また、本発明において、先端幅(H1,H2)とは、ダイリップの外側角部から基材フィルムと平行に引いた平行線が、前記スロットを構成するダイリップ内側表面の延長線と交わるまでの距離をいう。
【0013】
本発明に係るスロットダイコーターによれば、下流側ダイリップの内面先端辺に曲率半径Rが0.005[mm]以上となる、いわゆるR加工が施されていることで、スロットから吐出される樹脂溶液の流れが円滑となり、このような曲率半径Rも考慮して上記式(1)となるようにリップ先端の実質的な長さが規定されたことで樹脂溶液と基材フィルムとの接触距離が十分に確保されて両者の接触状態が良好となり、しかも、上流側ダイリップ先端と下流側ダイリップ先端の段差が上記式(2)を満たすように規定されたことでダイリップ先端の加工が容易となり、加工精度のバラツキが低減され、これら全ての条件が同時に満たされたことにより、10mPa・sに満たない低粘度の樹脂溶液を塗工した場合でもスジ状の塗工ムラを発生させず、均一な厚みの樹脂層を形成することが可能となる。
【発明の効果】
【0014】
このように、本発明に係るスロットダイコーター及び本発明に係る塗工方法によれば、10mPa・sに満たない低粘度の樹脂溶液を塗工した場合であっても、画像表示装置における画像表示特性に悪影響を及ぼしうる微細なスジ状の塗工ムラを発生させず、厚みのバラツキが極めて小さい樹脂層を形成することが可能となる。
【発明を実施するための最良の形態】
【0015】
図1は、本発明に係るスロットダイコーターの一実施形態を示した断面図である。
図1に示す如く、本実施形態のスロットダイコーター1は、バックアップロール3に支持されて搬送される基材フィルム20に対向して配置されるものであり、ポンプ2を介して供給される樹脂溶液をスロットから吐出するものである。基材フィルム20上に塗工された樹脂溶液は、基材フィルム20とともにその進行方向(下流側)へと導かれ、該基材フィルム20上に均一な厚みの樹脂層10が形成される。
【0016】
図2は、前記図1に示したスロットダイコーター1の先端部分の拡大図である。図2に示したように、本実施形態に係るスロットダイコーターは、基材フィルム20の進行方向において上流側に配置された上流側ダイリップ11と、基材フィルム20の進行方向において下流側に配置された下流側ダイリップ12とを備えており、これら上流側ダイリップ11と下流側ダイリップ12の内面(11a及び12a)は、所定間隔を空けて対向して配置され、樹脂溶液を吐出するスロットを形成している。
また、該スロットの先端部分において、下流側ダイリップ12の内面の先端辺(図1及び図2の断面に対して垂直な辺)は、曲率半径Rが0.005[mm]以上となるように、いわゆるR加工が施されている。
前記下流側ダイリップ12の内面先端辺に、このような曲率半径の曲面が形成されたことにより、スロットから吐出される樹脂溶液の流れが円滑となり、低粘度の樹脂溶液であっても該下流側ダイリップにおける濡れ上がりが防止されることとなる。
【0017】
また、該下流側ダイリップ12は、その先端幅をH2[mm]とした場合に、下記式(1)を満たすように構成されている。
0.5<H2−(0.85×R) (1)
ここで、下流側ダイリップ12における先端幅H2は、図2に示したように、下流側ダイリップ12の外側先端(即ち、下流側先端)から基材フィルム20と平行に引いた平行線が、前記スロットを構成する下流側ダイリップ12内側表面12aの延長線と交わるまでの距離である。
下流側ダイリップ12の先端幅H2と内面先端辺の曲率半径Rとが上記式(1)を満たすように、下流側ダイリップ12の先端部分が構成されていれば、スロットから吐出された樹脂溶液が10mPa・sに満たない低粘度の場合であっても液の流動状態が安定化され、下流側ダイリップ12の先端における濡れ上がりが抑制されることなり、該先端において樹脂溶液が固化し付着することが防止される。
【0018】
このような観点から、該下流側ダイリップ12における前記曲率半径Rは、好ましくは0.2[mm]以上とする。また、該曲率半径Rは、通常1.0[mm]以下とし、好ましくは0.8[mm]以下とする。
さらに、下流側ダイリップ12の先端幅H2と内面先端辺の曲率半径Rは、好ましくは下記式(3)を満たすように構成される。
0.5<H2−(0.85×R)<5.0 (3)
【0019】
一方、上流側ダイリップ11については、特にその形状等について限定されるものではないが、好ましくは、その先端幅H1が0.3[mm]以上であり、より好ましくは0.5[mm]以上とする。また、該先端幅H1は、通常5.0[mm]以下とする。
なお、本実施形態における上流側ダイリップ11の先端幅H1とは、下流側と同様であり、上流側ダイリップ11の外側先端(即ち、上流側先端)から基材フィルム20と平行に引いた平行線が、前記スロットを構成する上流側ダイリップ11内側表面11aの延長線と交わるまでの距離である。
上流側ダイリップ11のリップ長さH1が0.3[mm]未満であると、樹脂溶液を塗工する際の減圧状態にバラツキが生じ、塗工ムラやスジが発生するという不具合が生じやすくなる。
【0020】
また、該上流側ダイリップ11については、内面の先端辺にR加工が施されている必要はないが、先端部に基材フィルムと平行な0.3mm以上のランド部が形成されていることが好ましい。
【0021】
さらに、該上流側ダイリップ11の先端と、該下流側ダイリップ12の先端とは、段差の小さい構成であることが好ましい。具体的には、上流側ダイリップ11の先端と基材フィルム20との距離をD1[μm]、下流側ダイリップ12の先端と前記基材フィルム20との距離をD2[μm]とした場合、下記式(2)を満たすように両ダイリップを配置することが好ましく、下記(4)を満たすように配置することがより好ましい。
−20<D1−D2<20 (2)
−10<D1−D2<10 (4)
このように、該上流側ダイリップ11の先端と、該下流側ダイリップ12の先端との段差が小さい場合には、ダイの組付け精度が安定するという利点がある。
【0022】
前記スロットダイコーター1のスロット間隔d(即ち、上流側ダイリップ11の内側表面11aと下流側ダイリップ12の内側表面12aとの距離)、及び前記ダイリップ先端と基材フィルムとの距離(D1、D2)は、光学的な用途に応じて形成される樹脂層10の厚みや、基材フィルム20の搬送速度等に応じて適宜調整することができる。
具体的には、スロットダイコーター1に対する前記基材フィルム20の搬送速度は、通常5〜100m/minとされ、好ましくは5〜50m/minとされる。また、樹脂層10の厚みは、通常、1〜50[μm]の範囲とされ、好ましくは5〜20[μm]の範囲とされる。さらに、前記スロット間隔dは、通常、10〜200[μm]の範囲とされ、好ましくは20〜100[μm]の範囲とされる。
【0023】
本発明に係るスロットダイコーター1は、粘度が10mPa・sに満たない低粘度の樹脂溶液を好適な塗工対象とし、粘度が1〜5mPa・sの樹脂溶液をより好適な塗工対象とするものである。
尚、樹脂溶液の粘度は、実施例記載の方法により測定される。
【0024】
このような低粘度の樹脂溶液としては、例えば、粘着材層として機能するポリウレタン系樹脂層を形成するためのポリウレタン系樹脂溶液や、シロキサン系樹脂溶液、フッ素系樹脂溶液、メラミン系樹脂溶液、アクリル系樹脂溶液等を挙げることができる。
【0025】
前記ポリウレタン系樹脂溶液は、ポリウレタン系樹脂が溶媒中に溶解されてなるものである。
該ポリウレタン系樹脂は、一般に、ポリオールとポリイソシアネートとから製造されるものであり、ポリエステル系ポリウレタン(変性ポリエステルウレタン、水分散系ポリエステルウレタン、溶剤系ポリエステルウレタン)、ポリエーテル系ウレタン、ポリカーボネート系ウレタン等を挙げることができる。これらのポリウレタン系樹脂は、自己乳化型又は強制乳化型のものであっても良い。これらのポリウレタンの中でもポリエステル系ポリウレタンが好ましい。
【0026】
一方、該ポリウレタン系樹脂を溶解させる溶媒としては、該樹脂に対する良溶媒と貧溶媒とが混合されてなる混合溶媒を好適に使用できる。
前記良溶媒としては、例えば、メチルエチルケトン(MEK)、ジエチルケトン、メチルプロピルケトン、メチルイソブチルケトン(MIBK)、シクロペンタノン等のケトン類からなる群より選択される1種又は2種以上を用いることができ、前記貧溶媒としては、トルエン、酢酸プロピル、酢酸n−ブチル、酢酸イソブチル等のカルボン酸類、n−ブタノール、イソブタノール、2−ブタノール等のアルコール類からなる群より選択される1種又は2種以上を用いることができる。
【0027】
また、前記ポリウレタン系樹脂溶液の樹脂濃度や溶媒濃度については特に限定されるものではないが、樹脂濃度は好ましくは1〜20重量%であり、より好ましくは4〜6重量%である。
溶媒濃度の一具体例としては、メチルエチルケトン(良溶媒)を25〜40重量%含有し、シクロヘキサノン(良溶媒)を2〜5重量%含有し、ジエチルケトン(良溶媒)を25〜40重量%含有し、トルエン(貧溶媒)を15〜30重量%含有するものを挙げることができる。
【0028】
樹脂溶液が塗工される基材フィルムは、特に限定されるものではなく、用途に応じて公知の材料から適宜選択して使用することができる。該基材フィルムの具体例としては、ポリエチレンテレフタレート、ポリエチレンナフタレート等のポリエステル系ポリマー、ジアセチルセルロース、トリアセチルセルロース等のセルロース系ポリマー、ポリカーボネート系ポリマー、ポリメチルメタクリレート等のアクリル系ポリマー、ポリスチレン、アクリロニトリル−スチレン共重合体等のスチレン系ポリマー、ポリエチレン、ポリプロピレン、環状ないしノルボルネン構造を有するポリオレフィン、エチレン−プロピレン共重合体等のオレフィン系ポリマー、塩化ビニル系ポリマー、ナイロンや芳香族ポリアミド等のアミド系ポリマー、イミド系ポリマー、スルホン系ポリマー、ポリエーテルスルホン系ポリマー、ポリエーテルエーテルケトン系ポリマー、ポリフェニレンスルフィド系ポリマー、ビニルアルコール系ポリマー、塩化ビニリデン系ポリマー、ビニルブチラール系ポリマー、アリレート系ポリマー、ポリオキシメチレン系ポリマー、エポキシ系ポリマーや前記ポリマーのブレンド物等の透明ポリマーからなるフィルムを挙げることができる。
【0029】
中でも、該基材フィルムとしては、偏光特性や耐久性などの点より、トリアセチルセルロース等のセルロース系ポリマーからなるフィルムが好ましく、特にトリアセチルセルロースフィルムが好適である。
【0030】
該基材フィルムの厚さは、適宜に決定しうるが、強度や取扱性等の作業性、薄層性などの観点から10〜500μm程度が一般的であり、20〜300μmが好ましく、30〜200μmがより好ましい。
【0031】
本発明に係る塗工方法の一実施形態は、上述したようなスロットダイコーター1を用い、粘度が10mPa・s未満の樹脂溶液を基材フィルム20上に塗工し、樹脂層10を形成するものである。
具体的には、図1及び2に示したように、基材フィルム20の進行方向において上流側に配置された上流側ダイリップ11と、基材フィルム20の進行方向において下流側に配置された下流側ダイリップ12とを備え、下流側ダイリップの内面先端辺の曲率半径Rが0.005[mm]以上であり、且つ、上流側ダイリップの先端と前記基材フィルムとの距離をD1[μm]、下流側ダイリップの先端と前記基材フィルムとの距離をD2[μm]、前記下流側ダイリップの先端幅をH2[mm]とした場合に、下記式(1)及び式(2)
0.5<H2−(0.85×R) (1)
−20<D1−D2<20 (2)
を満たすように構成されたスロットダイコーター1を用い、該スロットダイコーター1から粘度が10mPa・s未満の樹脂溶液を吐出させ、バックアップロール3に支持されて搬送される基材フィルム20上に該樹脂溶液を塗工し、光学機能フィルムの一構成要素となる樹脂層10を形成するものである。
【0032】
なお、樹脂溶液を基材フィルム上に塗工した後は、適宜、乾燥工程、固化工程、延伸工程、又は他の樹脂層との積層工程等を実施することができる。
【0033】
こうして得られた樹脂層10は、前記基材フィルム20とともに、又は基材フィルム20と剥離されて単独で、光学機能フィルムの一構成要素となるものである。具体的には、該樹脂層10は、基材フィルム20と他の樹脂層との粘着性を高める粘着材層や、ぎらつきを低減する防眩層、写り込みを防止する反射防止層、擦傷を防止するハードコート層等となる。
【実施例】
【0034】
以下、本発明の実施例を挙げるが、本発明はこれらに限定されるものではない。尚、各種特性については以下の方法によって測定を行った。
【0035】
(粘度の測定方法)
樹脂溶液の粘度は、Haake社製、レオメーターRS1を用い、液温23℃、剪断速度10[l/s]で測定した。
【0036】
(基材フィルムの走行スピード測定方法)
基材フィルムの走行スピードは、レーザードップラー方式の日本カノマックス(株)、
商品名「レーザースピードシステム MODEL LS200」を用いて測定した。
【0037】
(被膜厚みの測定方法)
(株)尾崎製作所製、ダイヤルゲージを用いて測定した。
【0038】
(樹脂溶液の調製)
樹脂溶液A
フッ素化合物としてJSR社製「オプスターJTA105」11.88wt%及びJSR社製「オプスターJTA105A」0.12wt%、シロキサンオリゴマーとしてコルコート社製「コルコートN103X」67.00wt%、溶媒として酢酸ブチル21.00wt%を配合し、樹脂溶液Aを調製した。該樹脂溶液Aの粘度を測定したところ、2.5mPa・sであった。
樹脂溶液B
フッ素化合物としてJSR社製「オプスターJTA105」2.97wt%及びJSR社製「オプスターJTA105A」0.03wt%、シロキサンオリゴマーとしてコルコート社製「コルコートN103X」16.75wt%、溶媒として酢酸ブチル19.00wt%、イソプロピルアルコール24.75wt%、メチルイソブチルケトン8.75wt%、1−ブタノール25.75wt%、エタノール2.00wt%を配合し、、樹脂溶液Bを調製した。該樹脂溶液Bの粘度を測定したところ、1.0mPa・sであった。
樹脂溶液C
フッ素化合物としてJSR社製「オプスターJTA105」11.88wt%及びJSR社製「オプスターJTA105A」0.12wt%、シロキサンオリゴマーとしてコルコート社製「コルコートN103X」67.00wt%、溶媒として酢酸ブチル21.00wt%を配合し、得られた混合溶液を固形分濃度が5wt%になるまで室温(25℃)で自然乾燥させ、樹脂溶液Cを調製した。該樹脂溶液Cの粘度を測定したところ、5.0mPa・sであった。
【0039】
(実施例1)
上記実施形態で説明したスロットダイコーター1を用い、10m/minで走行するトリアセチルセルロースフィルム(基材フィルム)上に、調製された樹脂溶液Aを塗工した後、150℃、3分の乾燥工程を実施することにより、厚み0.1μmの樹脂層10を形成した。使用したスロットダイコーター1先端部の各部位の寸法、及び各種条件を下記表1に示す。
【0040】
(実施例2〜7及び比較例1〜8)
スロットダイコーター1先端部における各部位の寸法を、表1に記載の如く変化させたことを除き、他は実施例1と同様にして樹脂層を形成した。
【0041】
(樹脂層の評価)
形成された樹脂層について、目視により外観を評価した。具体的には、
塗工開始から30分経過してもフィルムのどの部分にも微細なスジ状のムラや膜厚のバラツキなどによる外観の低下が認められなかった場合を◎、塗工開始から30分経過までに、膜厚バラツキによる外観の低下が認められた場合を○、塗工開始から30分経過までに、部分的にスジ状のムラによる外観の低下が認められた場合を△、塗工開始から30分経過までに、全面にスジ状のムラによる外観の低下が認められた場合を×、として評価した。結果を表1に併せて示す。
【0042】
【表1】
【0043】
表1に示したように、比較例1〜8では、塗工開始後30分経過後、フィルムに部分的又は全面にスジ状のムラが発生した。これに対し、実施例1〜7では30分経過後でもスジが発生せず、良好な外観の樹脂層が得られていることが認められる。
【0044】
(実施例8〜12及び比較例9〜12)
樹脂溶液Aに代えて樹脂溶液Bを用い、スロットダイコーター1先端部における各部位の寸法を種々変化させながら実施例1と同様にして樹脂層を形成した。また、得られた樹脂層についても実施例1と同様に目視による外観評価を行った。結果を表2に示す。
【0045】
【表2】
【0046】
表2に示したように、粘度が1.0mPa・sの樹脂溶液Bを塗工した場合においても、前記式(1)の条件を満たさない比較例9〜11では、塗工開始から30分経過後にフィルム全体にスジ状のムラが発生し、また、比較例12では塗工開始から30分経過後に部分的にスジ状のムラが発生しているのに対し、実施例9〜12では30分経過後でもスジが発生せず、良好な外観の樹脂層が得られていることが認められる。
【0047】
(実施例13〜17及び比較例13〜16)
樹脂溶液Aに代えて樹脂溶液Cを用い、スロットダイコーター1先端部における各部位の寸法を種々変化させながら実施例1と同様にして樹脂層を形成した。また、得られた樹脂層についても実施例1と同様に目視による外観評価を行った。結果を表3に示す。
【0048】
【表3】
【0049】
表3に示したように、粘度が5.0mPa・sの樹脂溶液Cを塗工した場合においても、前記式(1)の条件を満たさない比較例13〜15では、塗工開始から30分経過後にフィルム全体にスジ状のムラが発生し、また、比較例16では塗工開始から30分経過後に部分的にスジ状のムラが発生しているのに対し、実施例13〜17では30分経過後でもスジが発生せず、良好な外観の樹脂層が得られていることが認められる。
【0050】
(実施例18〜22及び比較例17〜20)
基材フィルムの搬送速度を5m/minに減速とするとともに、スロットダイコーター1先端部における各部位の寸法を種々変化させながら実施例1と同様にして樹脂層を形成した。また、得られた樹脂層についても、実施例1と同様に目視による外観評価を行った。結果を表4に示す。
【0051】
【表4】
【0052】
表4に示したように、基材フィルムの搬送速度を5m/minとした場合においても、前記式(1)の条件を満たさない比較例17〜19では、塗工開始から30分経過後にフィルム全体にスジ状のムラが発生し、また、比較例20では塗工開始から30分経過後に部分的にスジ状のムラが発生しているのに対し、実施例18〜22では30分経過後でもスジが発生せず、良好な外観の樹脂層が得られていることが認められる。
【0053】
(実施例23〜27及び比較例21〜24)
基材フィルムの搬送速度を20m/minに増速するとともに、スロットダイコーター1先端部における各部位の寸法を種々変化させながら実施例1と同様にして樹脂層を形成した。また、得られた樹脂層についても実施例1と同様に目視による外観評価を行った。結果を表5に示す。
【0054】
【表5】
【0055】
表5に示したように、基材フィルムの搬送速度を20m/minとした場合においても、前記式(1)の条件を満たさない比較例21〜23では、塗工開始から30分経過後にフィルム全体にスジ状のムラが発生し、また、比較例24では塗工開始から30分経過後に部分的にスジ状のムラが発生しているのに対し、実施例23〜27では30分経過後でもスジが発生せず、良好な外観の樹脂層が得られていることが認められる。
【図面の簡単な説明】
【0056】
【図1】基材フィルムの進行方向におけるダイリップの断面図。
【図2】ダイリップ先端部分の拡大図。
【特許請求の範囲】
【請求項1】
基材フィルム上に樹脂溶液を塗工することにより、光学機能フィルムの一構成要素となる樹脂層を形成するスロットダイコーターであって、
下流側ダイリップの内面先端辺の曲率半径Rが0.005[mm]以上であり、且つ、
上流側ダイリップの先端と前記基材フィルムとの距離をD1[μm]、下流側ダイリップの先端と前記基材フィルムとの距離をD2[μm]、前記下流側ダイリップの先端幅をH2[mm]とした場合に、下記式(1)及び式(2)
0.5<H2−(0.85×R) (1)
−20<D1−D2<20 (2)
を満たすように構成されたことを特徴とするスロットダイコーター。
【請求項2】
前記上流側ダイリップの先端幅をH1[mm]とした場合に、H1が0.3以上であることを特徴とする請求項1記載のスロットダイコーター。
【請求項3】
前記曲率半径Rが、0.1[mm]以上であることを特徴とする請求項1又は2記載のスロットダイコーター。
【請求項4】
請求項1〜3の何れかに記載のスロットダイコーターを用い、粘度が10mPa・s未満の樹脂溶液を基材フィルム上に塗工し、光学機能フィルムの一構成要素となる樹脂層を形成することを特徴とする塗工方法。
【請求項1】
基材フィルム上に樹脂溶液を塗工することにより、光学機能フィルムの一構成要素となる樹脂層を形成するスロットダイコーターであって、
下流側ダイリップの内面先端辺の曲率半径Rが0.005[mm]以上であり、且つ、
上流側ダイリップの先端と前記基材フィルムとの距離をD1[μm]、下流側ダイリップの先端と前記基材フィルムとの距離をD2[μm]、前記下流側ダイリップの先端幅をH2[mm]とした場合に、下記式(1)及び式(2)
0.5<H2−(0.85×R) (1)
−20<D1−D2<20 (2)
を満たすように構成されたことを特徴とするスロットダイコーター。
【請求項2】
前記上流側ダイリップの先端幅をH1[mm]とした場合に、H1が0.3以上であることを特徴とする請求項1記載のスロットダイコーター。
【請求項3】
前記曲率半径Rが、0.1[mm]以上であることを特徴とする請求項1又は2記載のスロットダイコーター。
【請求項4】
請求項1〜3の何れかに記載のスロットダイコーターを用い、粘度が10mPa・s未満の樹脂溶液を基材フィルム上に塗工し、光学機能フィルムの一構成要素となる樹脂層を形成することを特徴とする塗工方法。
【図1】

【図2】
【図2】
【公開番号】特開2009−247958(P2009−247958A)
【公開日】平成21年10月29日(2009.10.29)
【国際特許分類】
【出願番号】特願2008−97322(P2008−97322)
【出願日】平成20年4月3日(2008.4.3)
【出願人】(000003964)日東電工株式会社 (5,557)
【Fターム(参考)】
【公開日】平成21年10月29日(2009.10.29)
【国際特許分類】
【出願日】平成20年4月3日(2008.4.3)
【出願人】(000003964)日東電工株式会社 (5,557)
【Fターム(参考)】
[ Back to top ]