
中空成形品の製造方法および成形用金型

【課題】
解決しようとする課題は、ブロー成形により形成された自動車用のデッキボード内の空隙にリーンフォース・パイプを挿入するための挿入孔をあけるに際し、ドリルによる切りくずの発生を防止できないという点である。
【解決手段】
分割金型内に摺動自在に設けられた環状刃体付き柱体を、吹込み以前の段階で所定の位置に位置決めさせ、該分割金型によりパリソンを型締めし、次いで吹込みして該パリソンを賦形した後、該柱体を金型キャビティー空間に突き出し、該柱体の金型キャビティー空間側端面の周縁に設けられた環状刃体によって該環状刃体の内側に位置するパリソン部分を分離した後、該柱体を引っ込めて離型することにより前記課題を解決した。
解決しようとする課題は、ブロー成形により形成された自動車用のデッキボード内の空隙にリーンフォース・パイプを挿入するための挿入孔をあけるに際し、ドリルによる切りくずの発生を防止できないという点である。
【解決手段】
分割金型内に摺動自在に設けられた環状刃体付き柱体を、吹込み以前の段階で所定の位置に位置決めさせ、該分割金型によりパリソンを型締めし、次いで吹込みして該パリソンを賦形した後、該柱体を金型キャビティー空間に突き出し、該柱体の金型キャビティー空間側端面の周縁に設けられた環状刃体によって該環状刃体の内側に位置するパリソン部分を分離した後、該柱体を引っ込めて離型することにより前記課題を解決した。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ブロー成形品を穿孔する際に発生する切りくずの除去技術に関する。
【背景技術】
【0002】
ブロー成形品を穿孔する際に発生する切りくずの除去技術としては特許文献1 に開示されているようなものがある。
【特許文献1】特開2007−223040号公報
【0003】
しかし、特許文献1の段落0012に「ブロー成形により形成された自動車用のデッキボード内の空隙にリーンフォース・パイプを挿入するための挿入孔をあけるに際し、切りくずが該デッキボードの内部に残留しないようにするという目的を、先端に銛状体を設け且つ該銛状体の先端には返し部を設けたドリルを使用することによって・・・」と述べられているように、ドリルを使用することによる切りくずは依然として発生するのであるから、特許文献1に開示されているような方法ではドリルを使用することによる切りくずの発生そのものを防止できないという欠点があった。
【発明の開示】
【発明が解決しようとする課題】
【0004】
解決しようとする課題は、ブロー成形により形成された自動車用のデッキボード内の空隙にリーンフォース・パイプを挿入するための挿入孔をあけるに際し、ドリルを使用することによる切りくずの発生そのものを防止できないという点である。本発明は上記の点を解決するためになされた。
【課題を解決するための手段】
【0005】
上記目的をはたすため本発明は、熱可塑性樹脂のブロー成形による中空成形品の製造方法であって、分割金型内に摺動自在に設けられた環状刃体付き柱体を、吹込み以前の段階で所定の位置に位置決めさせ、該分割金型によりパリソンを型締めし、次いで吹込みして該パリソンを賦形した後、該柱体を金型キャビティー空間に突き出し、該柱体の金型キャビティー空間側端面の周縁に設けられた環状刃体によって該環状刃体の内側に位置するパリソン部分を分離した後、該柱体を引っ込めて離型することを最も主要な特徴とする。
【0006】
また、ブロー成形用分割金型であって、該分割金型内に摺動自在に設けられた環状刃体付き柱体を有することを第2の主要な特徴とする
【0007】
同じく、ブロー成形用分割金型であって、環状刃体付き柱体の内部に吹込みピンを設けていることを第3の主要な特徴とする
【0008】
同じく、ブロー成形用分割金型であって、環状刃体付き柱体の内部に金型キャビティー空間へと連通する真空吸引孔を有することを第4の主要な特徴とする
【0009】
同じく、ブロー成形用分割金型であって、環状刃体付き柱体の内部の吹込みピンと、真空吸引孔とを共に有することを第5の主要な特徴とする
【発明の効果】
【0010】
本発明によれば、ブロー成形により形成された自動車用のデッキボード内の空隙にリーンフォース・パイプを挿入するための挿入孔をあけるに際し、ドリルを使用することによる切りくずがまったく発生しないという利点がある。
【発明を実施するための最良の形態】
【0011】
ブロー成形により形成された自動車用のデッキボード内の空隙にリーンフォース・パイプを挿入するための挿入孔をあけるに際し、ドリルによる切りくずをまったく発生させないという目的を、分割金型内に摺動自在に設けられた環状刃体付き柱体を、吹込み以前の段階で所定の位置に位置決めさせ、該分割金型によりパリソンを型締めし、次いで吹込みして該パリソンを賦形した後、該柱体を金型キャビティー空間に突き出し、該柱体の金型キャビティー空間側端面の周縁に設けられた環状刃体によって該環状刃体の内側に位置するパリソン部分を分離した後、該柱体を引っ込めて離型することによって、環状刃体付き柱体という安価な構造体を用いて、経済性を損なわずに実現した。
【実施例1】
【0012】
本発明の構成を発明の実施の形態に基づいて説明すると次の通りである。
【0013】
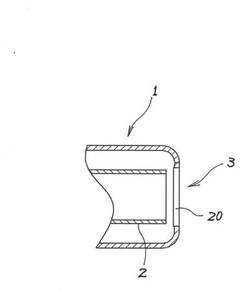
図1は、本発明の1実施例を示すブロー成形により形成された自動車用のデッキボード1の斜視図である。2,2は該デッキボード1内の空隙に矢印A,Aの方向から挿入されたリーンフォース・パイプ、3,3は該リーンフォース・パイプ2,2の挿入孔を示す。
【0014】
図8は図1の断面B−Bを示す。また、この断面と同一の個所を示す分割金型4,4の一部断面図を、図2ないし図7、および図9ないし図11に示す。尚、ブロー成形の金型は横方向に開閉するのが一般的であるが、本明細書では該デッキボード1の自動車内での組付け状態の姿勢に合わせて該金型が上下に開閉するような向きに作図することとする。
【0015】
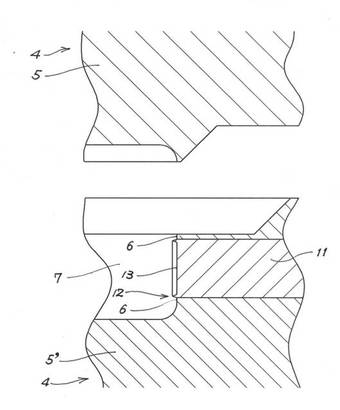
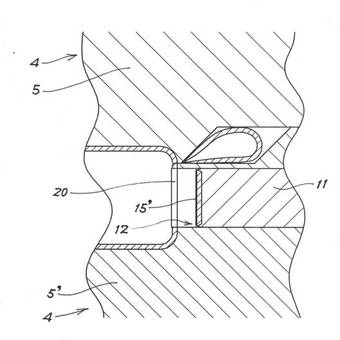
図2において、5,5’は母型(おもがた)部であり片方の該母型部5’内に円柱体11が摺動自在に設けられていて、金型キャビティー面6,6側の該円柱体11の端面13の周縁には環状刃体12が該円柱体11と一体に設けられている。尚、該端面13は該金型キャビティー面6,6と同一平面上に位置するよう所定の位置に位置決めされている。従って、該環状刃体12は該金型キャビティー面6,6よりも金型キャビティー空間7の側に幾分突出することになる。
【0016】
次に本発明の作用を説明する。該分割金型4,4内にポリプロピレン等の半溶融状態の熱可塑性樹脂のパリソン15を押出し、該分割金型4,4を型締めする。
【0017】
尚、該環状刃体12の該金型キャビティー空間7への上記突出量としては該パリソン15の肉厚と同じ程度が望ましい。
【0018】
図3は、上記該分割金型4,4の型締めが完了する直前の該パリソン15の状態を示したものである。
【0019】
尚、該パリソン15に適用される該熱可塑性樹脂としてはポリプロピレンに限らず、ポリエチレンや他のポリオレフィン系樹脂、ポリエチレンテレフタレートやポリブチレンテレフタレート、ポリエチレンナフタレート等のポリエステル系樹脂、ポリアミド系樹脂、ポリアセタール系樹脂、シンジオタクチックポリスチレン、ポリスチレン、ゴム改質ポリスチレン、アクリロニトリル−スチレン共重合体、アクリロニトリル−ブタジエン−スチレン共重合体、変性ポリフェニレンオキサイド、ポリフェニレンサルファイド、ポリカーボネート等、ブロー成形が可能な樹脂であれば何でも良い。また、該熱可塑性樹脂にガラス繊維、炭素繊維、ボロン繊維、硫酸カルシウム粉末、炭酸カルシウム粉末等を混錬させた複合材であってもよい。
【0020】
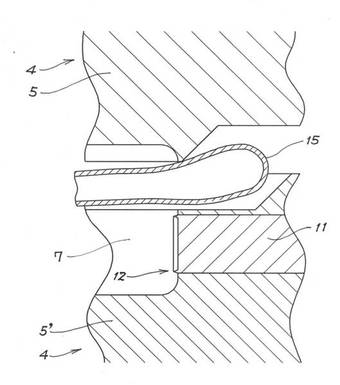
図4は、上記該分割金型4,4の型締め完了時の該パリソン15の状態を示したものである。
【0021】
その後、該パリソン15内に圧縮空気を吹き込んでブローアップ、賦形する。ブローアップ完了後の状態を図5に示す。該環状刃体12に触れる部分の該パリソン15の肉厚は該環状刃体12が該パリソン15に食い込むため局部的に円環状に薄肉となる。
【0022】
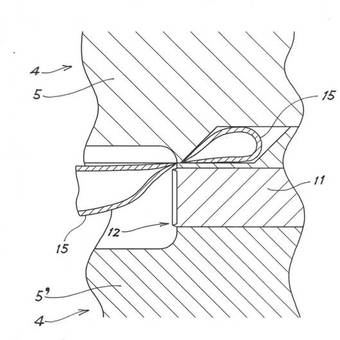
その後、該円柱体11をスライド機構(図示せず)によって該金型キャビティー空間7(図示せず)の方に突き出した状態を図6に示す。該パリソン15の円環状の薄肉部は該環状刃体12の突出によって引きちぎられるので、該パリソン15の内、該環状刃体12の内側に位置する該パリソン15の部分は分離されてパリソン15’となる。
【0023】
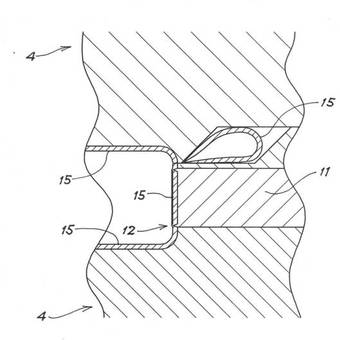
その後,スライド機構(図示せず)によって該円柱体11を該母型部5’内に引っ込めた状態を図7に示す。該環状刃体12によって分離された該パリソン15’は該環状刃体12と一緒に該母型部5’内に引っ込められるから、該パリソン15には円孔20が生じることになる。
【0024】
その後、該分割金型4,4を開いて離型された該デッキボード1の一部断面を図8に示す。該デッキボード1には該円孔20があるので、リーンフォース・パイプ2の挿入孔3として該円孔20を用いて該リーンフォース・パイプ2を該デッキボード1内に難なく挿入することができる。
【実施例2】
【0025】
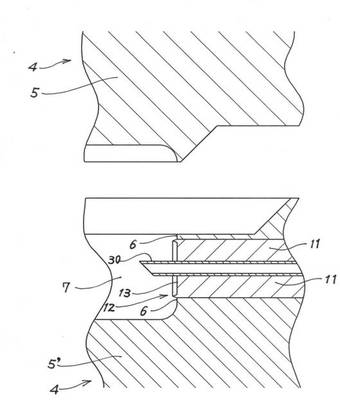
図9に第2の実施例を示す。図2に示すものと同様、5,5’は母型部であり片側の該母型部5’内に円柱体11が摺動自在に設けられていて、金型キャビティー面6,6側の該円柱体11の端面13の周縁には環状刃体12が該円柱体11と一体に設けられている。図2に示すものとの違いは、該円柱体11の内部に吹込みピン30が設けられていることである。本実施例の場合、型締め前の該円柱体11の初期の位置は該円柱体11が該母型部5’内に引っ込んだ位置であり、型締め後、該円柱体11とともに該吹込みピン30を金型キャビティー空間7内に突き出し、該吹込みピン30をパリソン(図示せず)内に届くよう突き刺す。
【0026】
この段階で、該端面13を該金型キャビティー面6,6と同一平面上の所定の位置に位置決めする
【0027】
その後、該吹込みピン30を通して該パリソン(図示せず)内に圧縮空気を吹き込んでブローアップ、賦形する。後の経過は、実施例1と同様である。本実施例の利点は、他に吹込みピンを設定する必要がないことである。
【実施例3】
【0028】
図10に第3の実施例を示す。図2に示すものと同様、5,5’は母型部であり片側の該母型部5’内に円柱体11が摺動自在に設けられていて、金型キャビティー面6,6側の該円柱体11の端面13の周縁には環状刃体12が該円柱体11と一体に設けられている。図2に示すものとの違いは、該円柱体11の内部に金型キャビティー空間7へと連通する真空吸引孔40が設けられ、該環状刃体12によって分離された該パリソン15’(図示せず)を該真空吸引孔40を通して外部の真空ポンプ(図示せず)によって真空吸引し得ることである。
【0029】
賦形後,スライド機構(図示せず)によって該円柱体11を該母型部5’内に引っ込めるが、該環状刃体12によって分離された該パリソン15’(図示せず)は該真空吸引孔40を通して真空吸引されているから、該円柱体11を該母型部5’内に引っ込める途中で該パリソン15’(図示せず)が脱落することがない。
【実施例4】
【0030】
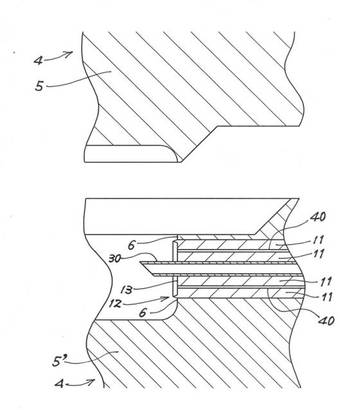
図11に第4の実施例を示す。図2に示すものと同様、5,5’は母型部であり片側の該母型部5’内に円柱体11が摺動自在に設けられていて、金型キャビティー面6,6側の該円柱体11の端面13の周縁には環状刃体12が該円柱体11と一体に設けられている。図2に示すものとの違いは、該円柱体11の内部に吹込みピン30、および真空吸引孔40が設けられていることである。
【0031】
本実施例の利点は、他に吹込みピンを設定する必要がなく、加えて該円柱体11を該母型部5’内に引っ込める途中で該パリソン15’(図示せず)が脱落することがないという点である。
【0032】
尚、上記実施例では円柱体を例として説明したが、その形状は円柱に限るものではなく、四角柱でも、六角柱でも、或いは不規則な断面形状を有するような柱体でも、摺動可能な柱体でありさえすればよい。
【0033】
また、環状刃体は円環状に限るものではなく、上記摺動可能な柱体の断面形状に沿った環状の形状を有する刃体であればよい。
【0034】
尚、上記実施例中、該環状刃体付き柱体を所定の位置に位置決めさせるタイミングとして、型締め前の段階の場合と、型締め後の段階の場合の二通りを説明したが、該環状刃体付き柱体を所定の位置に位置決めさせるタイミングは、吹込み以前でありさえすればいつでも良い。
【0035】
以上実施例に述べたように本発明によれば、ブロー成形により形成された自動車用のデッキボード内の空隙にリーンフォース・パイプを挿入するための挿入孔をあけるに際し、分割金型内に摺動自在に設けられた環状刃体付き柱体を、吹込み以前の段階で所定の位置に位置決めさせ、該分割金型によりパリソンを型締めし、次いで吹込みして該パリソンを賦形した後、該柱体を金型キャビティー空間に突き出し、該柱体の金型キャビティー空間側端面の周縁に設けられた環状刃体によって該環状刃体の内側に位置するパリソン部分を分離した後、該柱体を引っ込めて離型するため、ドリルによる切りくずをまったく発生させることがないという効果がある。
【産業上の利用可能性】
【0036】
本発明は、自動車用のリーンフォース・パイプ付きデッキボードのブロー成形に限らず、後加工による孔あけを必要とする中空成形品のブロー成形に利用可能である。
【図面の簡単な説明】
【0037】
【図1】本発明に係る自動車用のデッキボードの斜視図
【図2】図1のB−B断面と同一の個所を示す分割金型の一部断面図
【図3】図1のB−B断面と同一の個所を示す型締め直前の分割金型の一部断面図
【図4】図1のB−B断面と同一の個所を示す型締め直後の分割金型の一部断面図
【図5】図1のB−B断面と同一の個所を示す吹込み直後の分割金型の一部断面図
【図6】図1のB−B断面と同一の個所を示す円柱体を突き出した状態の分割金型の一部断面図
【図7】図1のB−B断面と同一の個所を示す円柱体を引っ込めた状態の分割金型の一部断面図
【図8】図1のB−B断面図
【図9】第2実施例に係る、図1のB−B断面と同一の個所を示す分割金型の一部断面図
【図10】第3実施例に係る、図1のB−B断面と同一の個所を示す分割金型の一部断面図
【図11】第4実施例に係る、図1のB−B断面と同一の個所を示す分割金型の一部断面図
【符号の説明】
【0038】
1 デッキボード
2 リーンフォース・パイプ
3 挿入孔
4 分割金型
5,5’ 母型(おもがた)部
6 金型キャビティー面
7 金型キャビティー空間
15,15’ パリソン
20 円孔
30 吹込みピン
40 真空吸引孔
【技術分野】
【0001】
本発明は、ブロー成形品を穿孔する際に発生する切りくずの除去技術に関する。
【背景技術】
【0002】
ブロー成形品を穿孔する際に発生する切りくずの除去技術としては特許文献1 に開示されているようなものがある。
【特許文献1】特開2007−223040号公報
【0003】
しかし、特許文献1の段落0012に「ブロー成形により形成された自動車用のデッキボード内の空隙にリーンフォース・パイプを挿入するための挿入孔をあけるに際し、切りくずが該デッキボードの内部に残留しないようにするという目的を、先端に銛状体を設け且つ該銛状体の先端には返し部を設けたドリルを使用することによって・・・」と述べられているように、ドリルを使用することによる切りくずは依然として発生するのであるから、特許文献1に開示されているような方法ではドリルを使用することによる切りくずの発生そのものを防止できないという欠点があった。
【発明の開示】
【発明が解決しようとする課題】
【0004】
解決しようとする課題は、ブロー成形により形成された自動車用のデッキボード内の空隙にリーンフォース・パイプを挿入するための挿入孔をあけるに際し、ドリルを使用することによる切りくずの発生そのものを防止できないという点である。本発明は上記の点を解決するためになされた。
【課題を解決するための手段】
【0005】
上記目的をはたすため本発明は、熱可塑性樹脂のブロー成形による中空成形品の製造方法であって、分割金型内に摺動自在に設けられた環状刃体付き柱体を、吹込み以前の段階で所定の位置に位置決めさせ、該分割金型によりパリソンを型締めし、次いで吹込みして該パリソンを賦形した後、該柱体を金型キャビティー空間に突き出し、該柱体の金型キャビティー空間側端面の周縁に設けられた環状刃体によって該環状刃体の内側に位置するパリソン部分を分離した後、該柱体を引っ込めて離型することを最も主要な特徴とする。
【0006】
また、ブロー成形用分割金型であって、該分割金型内に摺動自在に設けられた環状刃体付き柱体を有することを第2の主要な特徴とする
【0007】
同じく、ブロー成形用分割金型であって、環状刃体付き柱体の内部に吹込みピンを設けていることを第3の主要な特徴とする
【0008】
同じく、ブロー成形用分割金型であって、環状刃体付き柱体の内部に金型キャビティー空間へと連通する真空吸引孔を有することを第4の主要な特徴とする
【0009】
同じく、ブロー成形用分割金型であって、環状刃体付き柱体の内部の吹込みピンと、真空吸引孔とを共に有することを第5の主要な特徴とする
【発明の効果】
【0010】
本発明によれば、ブロー成形により形成された自動車用のデッキボード内の空隙にリーンフォース・パイプを挿入するための挿入孔をあけるに際し、ドリルを使用することによる切りくずがまったく発生しないという利点がある。
【発明を実施するための最良の形態】
【0011】
ブロー成形により形成された自動車用のデッキボード内の空隙にリーンフォース・パイプを挿入するための挿入孔をあけるに際し、ドリルによる切りくずをまったく発生させないという目的を、分割金型内に摺動自在に設けられた環状刃体付き柱体を、吹込み以前の段階で所定の位置に位置決めさせ、該分割金型によりパリソンを型締めし、次いで吹込みして該パリソンを賦形した後、該柱体を金型キャビティー空間に突き出し、該柱体の金型キャビティー空間側端面の周縁に設けられた環状刃体によって該環状刃体の内側に位置するパリソン部分を分離した後、該柱体を引っ込めて離型することによって、環状刃体付き柱体という安価な構造体を用いて、経済性を損なわずに実現した。
【実施例1】
【0012】
本発明の構成を発明の実施の形態に基づいて説明すると次の通りである。
【0013】
図1は、本発明の1実施例を示すブロー成形により形成された自動車用のデッキボード1の斜視図である。2,2は該デッキボード1内の空隙に矢印A,Aの方向から挿入されたリーンフォース・パイプ、3,3は該リーンフォース・パイプ2,2の挿入孔を示す。
【0014】
図8は図1の断面B−Bを示す。また、この断面と同一の個所を示す分割金型4,4の一部断面図を、図2ないし図7、および図9ないし図11に示す。尚、ブロー成形の金型は横方向に開閉するのが一般的であるが、本明細書では該デッキボード1の自動車内での組付け状態の姿勢に合わせて該金型が上下に開閉するような向きに作図することとする。
【0015】
図2において、5,5’は母型(おもがた)部であり片方の該母型部5’内に円柱体11が摺動自在に設けられていて、金型キャビティー面6,6側の該円柱体11の端面13の周縁には環状刃体12が該円柱体11と一体に設けられている。尚、該端面13は該金型キャビティー面6,6と同一平面上に位置するよう所定の位置に位置決めされている。従って、該環状刃体12は該金型キャビティー面6,6よりも金型キャビティー空間7の側に幾分突出することになる。
【0016】
次に本発明の作用を説明する。該分割金型4,4内にポリプロピレン等の半溶融状態の熱可塑性樹脂のパリソン15を押出し、該分割金型4,4を型締めする。
【0017】
尚、該環状刃体12の該金型キャビティー空間7への上記突出量としては該パリソン15の肉厚と同じ程度が望ましい。
【0018】
図3は、上記該分割金型4,4の型締めが完了する直前の該パリソン15の状態を示したものである。
【0019】
尚、該パリソン15に適用される該熱可塑性樹脂としてはポリプロピレンに限らず、ポリエチレンや他のポリオレフィン系樹脂、ポリエチレンテレフタレートやポリブチレンテレフタレート、ポリエチレンナフタレート等のポリエステル系樹脂、ポリアミド系樹脂、ポリアセタール系樹脂、シンジオタクチックポリスチレン、ポリスチレン、ゴム改質ポリスチレン、アクリロニトリル−スチレン共重合体、アクリロニトリル−ブタジエン−スチレン共重合体、変性ポリフェニレンオキサイド、ポリフェニレンサルファイド、ポリカーボネート等、ブロー成形が可能な樹脂であれば何でも良い。また、該熱可塑性樹脂にガラス繊維、炭素繊維、ボロン繊維、硫酸カルシウム粉末、炭酸カルシウム粉末等を混錬させた複合材であってもよい。
【0020】
図4は、上記該分割金型4,4の型締め完了時の該パリソン15の状態を示したものである。
【0021】
その後、該パリソン15内に圧縮空気を吹き込んでブローアップ、賦形する。ブローアップ完了後の状態を図5に示す。該環状刃体12に触れる部分の該パリソン15の肉厚は該環状刃体12が該パリソン15に食い込むため局部的に円環状に薄肉となる。
【0022】
その後、該円柱体11をスライド機構(図示せず)によって該金型キャビティー空間7(図示せず)の方に突き出した状態を図6に示す。該パリソン15の円環状の薄肉部は該環状刃体12の突出によって引きちぎられるので、該パリソン15の内、該環状刃体12の内側に位置する該パリソン15の部分は分離されてパリソン15’となる。
【0023】
その後,スライド機構(図示せず)によって該円柱体11を該母型部5’内に引っ込めた状態を図7に示す。該環状刃体12によって分離された該パリソン15’は該環状刃体12と一緒に該母型部5’内に引っ込められるから、該パリソン15には円孔20が生じることになる。
【0024】
その後、該分割金型4,4を開いて離型された該デッキボード1の一部断面を図8に示す。該デッキボード1には該円孔20があるので、リーンフォース・パイプ2の挿入孔3として該円孔20を用いて該リーンフォース・パイプ2を該デッキボード1内に難なく挿入することができる。
【実施例2】
【0025】
図9に第2の実施例を示す。図2に示すものと同様、5,5’は母型部であり片側の該母型部5’内に円柱体11が摺動自在に設けられていて、金型キャビティー面6,6側の該円柱体11の端面13の周縁には環状刃体12が該円柱体11と一体に設けられている。図2に示すものとの違いは、該円柱体11の内部に吹込みピン30が設けられていることである。本実施例の場合、型締め前の該円柱体11の初期の位置は該円柱体11が該母型部5’内に引っ込んだ位置であり、型締め後、該円柱体11とともに該吹込みピン30を金型キャビティー空間7内に突き出し、該吹込みピン30をパリソン(図示せず)内に届くよう突き刺す。
【0026】
この段階で、該端面13を該金型キャビティー面6,6と同一平面上の所定の位置に位置決めする
【0027】
その後、該吹込みピン30を通して該パリソン(図示せず)内に圧縮空気を吹き込んでブローアップ、賦形する。後の経過は、実施例1と同様である。本実施例の利点は、他に吹込みピンを設定する必要がないことである。
【実施例3】
【0028】
図10に第3の実施例を示す。図2に示すものと同様、5,5’は母型部であり片側の該母型部5’内に円柱体11が摺動自在に設けられていて、金型キャビティー面6,6側の該円柱体11の端面13の周縁には環状刃体12が該円柱体11と一体に設けられている。図2に示すものとの違いは、該円柱体11の内部に金型キャビティー空間7へと連通する真空吸引孔40が設けられ、該環状刃体12によって分離された該パリソン15’(図示せず)を該真空吸引孔40を通して外部の真空ポンプ(図示せず)によって真空吸引し得ることである。
【0029】
賦形後,スライド機構(図示せず)によって該円柱体11を該母型部5’内に引っ込めるが、該環状刃体12によって分離された該パリソン15’(図示せず)は該真空吸引孔40を通して真空吸引されているから、該円柱体11を該母型部5’内に引っ込める途中で該パリソン15’(図示せず)が脱落することがない。
【実施例4】
【0030】
図11に第4の実施例を示す。図2に示すものと同様、5,5’は母型部であり片側の該母型部5’内に円柱体11が摺動自在に設けられていて、金型キャビティー面6,6側の該円柱体11の端面13の周縁には環状刃体12が該円柱体11と一体に設けられている。図2に示すものとの違いは、該円柱体11の内部に吹込みピン30、および真空吸引孔40が設けられていることである。
【0031】
本実施例の利点は、他に吹込みピンを設定する必要がなく、加えて該円柱体11を該母型部5’内に引っ込める途中で該パリソン15’(図示せず)が脱落することがないという点である。
【0032】
尚、上記実施例では円柱体を例として説明したが、その形状は円柱に限るものではなく、四角柱でも、六角柱でも、或いは不規則な断面形状を有するような柱体でも、摺動可能な柱体でありさえすればよい。
【0033】
また、環状刃体は円環状に限るものではなく、上記摺動可能な柱体の断面形状に沿った環状の形状を有する刃体であればよい。
【0034】
尚、上記実施例中、該環状刃体付き柱体を所定の位置に位置決めさせるタイミングとして、型締め前の段階の場合と、型締め後の段階の場合の二通りを説明したが、該環状刃体付き柱体を所定の位置に位置決めさせるタイミングは、吹込み以前でありさえすればいつでも良い。
【0035】
以上実施例に述べたように本発明によれば、ブロー成形により形成された自動車用のデッキボード内の空隙にリーンフォース・パイプを挿入するための挿入孔をあけるに際し、分割金型内に摺動自在に設けられた環状刃体付き柱体を、吹込み以前の段階で所定の位置に位置決めさせ、該分割金型によりパリソンを型締めし、次いで吹込みして該パリソンを賦形した後、該柱体を金型キャビティー空間に突き出し、該柱体の金型キャビティー空間側端面の周縁に設けられた環状刃体によって該環状刃体の内側に位置するパリソン部分を分離した後、該柱体を引っ込めて離型するため、ドリルによる切りくずをまったく発生させることがないという効果がある。
【産業上の利用可能性】
【0036】
本発明は、自動車用のリーンフォース・パイプ付きデッキボードのブロー成形に限らず、後加工による孔あけを必要とする中空成形品のブロー成形に利用可能である。
【図面の簡単な説明】
【0037】
【図1】本発明に係る自動車用のデッキボードの斜視図
【図2】図1のB−B断面と同一の個所を示す分割金型の一部断面図
【図3】図1のB−B断面と同一の個所を示す型締め直前の分割金型の一部断面図
【図4】図1のB−B断面と同一の個所を示す型締め直後の分割金型の一部断面図
【図5】図1のB−B断面と同一の個所を示す吹込み直後の分割金型の一部断面図
【図6】図1のB−B断面と同一の個所を示す円柱体を突き出した状態の分割金型の一部断面図
【図7】図1のB−B断面と同一の個所を示す円柱体を引っ込めた状態の分割金型の一部断面図
【図8】図1のB−B断面図
【図9】第2実施例に係る、図1のB−B断面と同一の個所を示す分割金型の一部断面図
【図10】第3実施例に係る、図1のB−B断面と同一の個所を示す分割金型の一部断面図
【図11】第4実施例に係る、図1のB−B断面と同一の個所を示す分割金型の一部断面図
【符号の説明】
【0038】
1 デッキボード
2 リーンフォース・パイプ
3 挿入孔
4 分割金型
5,5’ 母型(おもがた)部
6 金型キャビティー面
7 金型キャビティー空間
15,15’ パリソン
20 円孔
30 吹込みピン
40 真空吸引孔
【特許請求の範囲】
【請求項1】
熱可塑性樹脂のブロー成形による中空成形品の製造方法であって、分割金型内に摺動自在に設けられた環状刃体付き柱体を、吹込み以前の段階で所定の位置に位置決めさせ、該分割金型によりパリソンを型締めし、次いで吹込みして該パリソンを賦形した後、該柱体を金型キャビティー空間に突き出し、該柱体の金型キャビティー空間側端面の周縁に設けられた環状刃体によって該環状刃体の内側に位置するパリソン部分を分離した後、該柱体を引っ込めて離型することを特徴とする中空成形品の製造方法
【請求項2】
ブロー成形用分割金型であって、該分割金型内に摺動自在に設けられた環状刃体付き柱体を有することを特徴とする成形用金型
【請求項3】
請求項2における環状刃体付き柱体の内部に吹込みピンを設けていることを特徴とする請求項2記載の成形用金型
【請求項4】
請求項2における環状刃体付き柱体の内部に金型キャビティー空間へと連通する真空吸引孔を有することを特徴とする請求項2記載の成形用金型
【請求項5】
請求項3における環状刃体付き柱体の内部の吹込みピンと、請求項4における真空吸引孔とを共に有することを特徴とする請求項2また請求項3または請求項4記載の成形用金型
【請求項1】
熱可塑性樹脂のブロー成形による中空成形品の製造方法であって、分割金型内に摺動自在に設けられた環状刃体付き柱体を、吹込み以前の段階で所定の位置に位置決めさせ、該分割金型によりパリソンを型締めし、次いで吹込みして該パリソンを賦形した後、該柱体を金型キャビティー空間に突き出し、該柱体の金型キャビティー空間側端面の周縁に設けられた環状刃体によって該環状刃体の内側に位置するパリソン部分を分離した後、該柱体を引っ込めて離型することを特徴とする中空成形品の製造方法
【請求項2】
ブロー成形用分割金型であって、該分割金型内に摺動自在に設けられた環状刃体付き柱体を有することを特徴とする成形用金型
【請求項3】
請求項2における環状刃体付き柱体の内部に吹込みピンを設けていることを特徴とする請求項2記載の成形用金型
【請求項4】
請求項2における環状刃体付き柱体の内部に金型キャビティー空間へと連通する真空吸引孔を有することを特徴とする請求項2記載の成形用金型
【請求項5】
請求項3における環状刃体付き柱体の内部の吹込みピンと、請求項4における真空吸引孔とを共に有することを特徴とする請求項2また請求項3または請求項4記載の成形用金型
【図1】



【図2】
【図3】
【図4】
【図5】
【図6】

【図7】
【図8】
【図9】
【図10】

【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2008−302689(P2008−302689A)
【公開日】平成20年12月18日(2008.12.18)
【国際特許分類】
【公開請求】
【出願番号】特願2008−5290(P2008−5290)
【出願日】平成20年1月15日(2008.1.15)
【出願人】(503233130)株式会社アイテック (96)
【Fターム(参考)】
【公開日】平成20年12月18日(2008.12.18)
【国際特許分類】
【出願番号】特願2008−5290(P2008−5290)
【出願日】平成20年1月15日(2008.1.15)
【出願人】(503233130)株式会社アイテック (96)
【Fターム(参考)】
[ Back to top ]