
Fターム[4F208LG38]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 予備成形品及びその製造 (2,293) | 製造 (1,293) | 形状の制御、調整 (154)
Fターム[4F208LG38]の下位に属するFターム
肉厚の調整 (64)
機械的変形(←切断) (54)
Fターム[4F208LG38]に分類される特許
1 - 20 / 36
ブロー成形用ダイスヘッド、ブロー成形用装置、偏肉パリソン形成方法おおよび異形成形品の製造方法
【課題】 異形成形品を簡便に成形し得るブロー成形用ダイスヘッドを提供すること。
【解決手段】 本発明のブロー成形用ダイスヘッドは、ダイスヘッド本体と、該ダイスヘッド本体の端部に位置する環状のダイスと、該ダイスヘッド本体に挿通しているコアとを備え、該ダイスの開口部において、該ダイスと該コアとにより、環状のパリソン吐出用のノズル口が形成され、該ダイスヘッド本体が、該ダイスを該ダイスの内周面において支持するための支持部を有し、該ダイスが、該ダイスヘッド本体のパリソン吐出方向に対して相対的に往復移動可能かつ傾斜可能となるように、該ダイスの内周面において該支持部により支持され、該ダイスを該ダイスヘッド本体のパリソン吐出方向に対して相対的に往復移動させて、該ノズル口の周方向の厚みを調整し得、かつ、該ダイスを該ダイスヘッド本体のパリソン吐出方向に対して傾斜させて、ノズル口の周方向の厚みを不均一に調整し得る。
(もっと読む)
板状部分付き管状発泡成形体

【課題】発泡倍率の高い溶融樹脂を用いて製造した場合であっても、管本体内側への不要なこぶの発生を確実に防止する。
【解決手段】管本体X1と、その管本体X1の外側に連接された板状部分Y1とを有する管状発泡成形体について、板状部分Y1における管本体X1との連接面近傍に凹部106を形成する。このことにより、分割金型での型締めの際に、板状部分Y1がキャビティ面10a、10b間の厚みまで圧縮され、管本体X1の内側部分には空間が空いた状態であっても、凹部106を形成するための凸部18が気泡セルの移動に対してダムとして機能し、気泡セルの移動をこの凸部18で堰き止める。
(もっと読む)
取付部を備えた容器
【課題】ブロー成形時に、容器、例えば、車両用燃料タンクの取付部付燃料給油口を成形する方法と装置を提供する。
【解決手段】取付部36を備えた容器12を成形する方法は、成形面と、前記成形面の一部を画定する凹型領域24と、分割するために互いに開くと共に密閉するために互いに閉じる金型部14と、を有する金型、を設ける工程を有する。金型が開いた時に、溶融プラスチックパリソン16が金型に提供され、その後、金型が閉じられる。そして、パリソンの一部が凹型領域に入るように、パリソンが成形面に対して膨張する。凹型領域内に設けられたパリソンの一部は、取付部を画定するために、前記金型およびパリソンに関連して二次成形装置40を動かすことによって成形される。
(もっと読む)
樹脂製燃料タンクの成形方法
【課題】外殻部分の一部を他の部分と比較して薄肉化することが可能な樹脂製燃料タンクの成形方法を得る。
【解決手段】成形前の樹脂材料がセットされる成形部38を備え、進退可能とされた可動型36を有する金型32を用いる。可動型36を後退させた状態で成形部の内面及び成形面に樹脂材料を密着させて樹脂材料を薄肉化し、次いで可動型36を前進させることで凹部36B以外の成形面36Aに密着した樹脂材料を薄肉化する。
(もっと読む)
プリフォーム
【課題】樹脂量をより一層削減することができるプリフォームを課題とする。
【解決手段】プリフォーム10は、口部12と口部12から延在する有底筒状のプリフォーム本体部14とから構成され、二軸延伸ブロー成形によって口部12が延伸されることなくプリフォーム本体部14が延伸されてプラスチックボトル1へと成形される。プリフォーム本体部14は、口部12との境界部分であって且つ二軸延伸ブロー成形によって延伸される部分に、プリフォーム10の周方向に均等の間隔で形成された複数の肉抜き部50を有する。
(もっと読む)
パリソン形成方法とこの形成方法で形成したパリソンを用いるブロー成形方法
【課題】パリソンの肉厚制御と相俟って、ブロー成形に必要な長さと肉厚輪郭形状及び所望重量のパリソン安定化方法を提供する。
【解決手段】パリソンリフター80の下降速度切換位置をプログラマー10のプロファイル画面で指定されたポイントをパルス信号としてPLC演算装置110に出力する。PLC演算装置110において、パリソンリフター速度設定部130から入力されるパリソンリフター速度設定値とポイントに基づいてポイントに対応するモーター速度を求め、モータードライバー100にモーター速度指令信号を出力する。次いで、モータードライバー100で速度指令信号に基づいてサーボモーター90を駆動制御して、前記パリソンリフター80の下降速度切換位置毎で、パリソンリフター80の下降速度を増減する。この下降速度の増減と、コア30の位置変位による肉厚制御都により、所望輪郭、長さ、肉厚寸法のパリソンPを形成する。
(もっと読む)
容器の製造方法および金型
【課題】陳列装置において標記を予め定められた特定の方向に向けることが可能な容器を簡易に製造可能とする。
【解決手段】容器本体は、筒状のプリフォームを形成後、このプリフォームをブロー成形金型にセットするとともに、高温高圧のブローエアーをプリフォームの内部に吹き込むことで形成することができる。ここでプリフォームは、射出成形金型600のキャビティー610に対し、ゲート620から溶融樹脂を充填することにより形成することができる。本射出成形金型600では、下方突出部637の側面と上方突出部638の側面との間に形成される間隙が、コア型635の周囲に複数設けられており、各々の間隙に溶融樹脂が充填される。これによりプリフォームに対し棒状の第1突起〜第5突起が形成される。
(もっと読む)
医療器具を製造するための工程
医療器具(7)を製造することを目的とし、プラスチック原料を押し出して溶融状態のプラスチック原料でできた加熱された管状要素(1)を得る作業と、この管状要素(1)に対してブロー成型を行なって複数の医療用容器(6)を得る作業とを含む工程。工程は、多様な医療用容器(6)の内面(6a)を較正する作業を含んでおり、この作業は、プラスチック原料を押し出す作業の後に行なわれ、各医療用容器(6)の内面(6a)を平滑で切れ目のないものにすることを目的とする。  (もっと読む)
(もっと読む)
中空成形機
【課題】運転開始の最初から最適なパリソン長を得る肉厚プロファイル補正手段を提供する。
【解決手段】クロスヘッド11における樹脂の温度Tを測定し、温度Tに応じて肉厚プロファイルP(t)を補正する補正手段23,26を具備し、時間遅れがないフィードフォワード制御によりパリソン肉厚を調整するため、運転開始の最初から最適なパリソン長を得ることが出来る。
(もっと読む)
化粧品用小型ボトルの製造方法
【課題】パール顔料を用いることも、多層構造にすることも、プリフォームを形成することもなく、良好な真珠光沢を有する化粧品用小型ボトルを安価に提供する。
【解決手段】大きさのほぼ等しくPEN:PET=40:60、50:50、60:40の各割合の混合ペレットを準備し、十分に乾燥させておく。この原料を、設定温度295℃のスクリュー式押出成形機に投入し、約60分間運転を行って加熱・溶融・混練を行った後、成形機の設定温度を280℃に下げてパリソンの吐出を開始し、約30分ほどパリソンをそのまま流し、成形機内温度280℃前後・吐出口温度250℃前後になり、パリソンが十分な腰を備える状態になったら、ダイレクトブロー成形を開始し、ブロー比2〜3の条件で容量10mlの細長い小型ボトルを成形した。
(もっと読む)
合成樹脂製ブローボトル及びその成形方法
【課題】環状三量体の低減を図る特別な処方を施すことなしに良好な品質をもったブローボトルとその製造方法を提案する。
【解決手段】加熱処理を挟む二回の二軸延伸ブロー成形によって得られた合成樹脂製ブローボトルであって、該ブローボトルは、環状三量体の含有量が0.40重量%以上、材料そのものがもつ固有粘度が0.70〜0.90dl/gになる合成樹脂材料若しくはプリフォームの成形体からなり、かつ、ブロー成形終了後におけるボトルの少なくとも胴体部分が1.38g/cm3以上の密度を有するもので構成する。
(もっと読む)
プリフォームおよびプラスチックボトル
【課題】プラスチックボトルの重量を軽量化することができ、射出成形性が良好であるとともに、プラスチックボトルの底部の変形を小さくすることが可能なプリフォームを提供する。
【解決手段】プリフォーム10は、射出成形用のゲート部15が設けられた底部13と、底部13に連続する胴部12と、口部11と、口部11と胴部12との間に設けられた首下部14とを備えている。このうち胴部12全体の肉厚はt0である。また底部13は、全体の肉厚が均一であるとともにその肉厚がt0より薄いt2である肉厚均一部16と、肉厚均一部16と胴部12との間に設けられその肉厚t1がt2からt0まで滑らかに変化する肉厚変化部17とを有している。
(もっと読む)
ブロー成形容器と成形方法
【課題】 本発明は加飾樹脂層による縦ストライプ模様の形成位置をダイナミックに変化させたダイレクトブロー成形によるブロー成形容器、そしてその成形方法を創出することを課題とするものである。
【解決手段】 ダイレクトブロー成形法による合成樹脂製のブロー成形容器であって、主材樹脂による基体層に縦帯状の加飾樹脂層を積層した積層構造を有し、この加飾樹脂層を、所定高さ領域において、容器の中心軸に沿ってその中心角度位置を螺旋状に変位させた状態で形成し、この加飾樹脂層により、直線部と湾曲部を有する縦ストライプ模様を現出する。
(もっと読む)
樹脂容器成形用プリフォーム
【課題】胴部が細い樹脂容器成形用プリフォームをスタックした場合に、プリフォーム同士が密着して引き抜き不能あるいは引き抜き困難な状態に陥ることを回避すること。
【解決手段】樹脂容器成形用プリフォーム1(1)、1(2)は、口部2に差し込み可能な太さの胴部4を備えており、胴部4の先は半球状の底部5によって封鎖されている。半球面状の底部外周面5aには全面がシボ加工領域6となっている。プリフォーム1(2)をプリフォーム1(1)の口部2から差し込んでスタックした場合、プリフォーム1(2)のシボ加工されている底部外周面5aが他方のプリフォーム1(1)の首部3のテーパ状湾曲内周面3bに接触する。よって、接触部分が密着状態にならないので、プリフォーム1(2)をプリフォーム1(1)から簡単に引き抜くことができる。
(もっと読む)
クロスヘッドのダイリング駆動装置及び方法
【課題】本発明はクロスヘッドの上部に設けた1個のみのサーボモータ及び複数の回転変換部等を介してダイリングを円滑に上下動させることを目的とする。
【解決手段】本発明によるクロスヘッドのダイリング駆動装置及び方法は、クロスヘッド(10)上部の取付板(16)に設けられた1個のみのサーボモータ(30)に直交配置の各回転軸(32,33)に接続された第1、第2直角回転変換部(17,18)の出力軸(17a,18a)に第1、第2回転/直動変換部(19,20)を介して第1、第2ロッド(12,13)を接続し、各ロッド(12,13)にダイリング(3)を有するダイリングホルダ(11)を接続し、1個のみの前記サーボモータ(30)によってダイリング(3)の上下動を行う構成である。
(もっと読む)
プリフォームの圧縮成形システム
【課題】口径に対して相対的に全長が短いプリフォームを効率良く生産することが可能なプリフォームの圧縮成形システムを提供する。
【解決手段】プリフォームの圧縮成形システム20は、一定方向に回転しながら雌型27と雄型28との間でプリフォーム10を圧縮成形する成形ロータリー21と、各雌型27内に溶融樹脂を投入する樹脂投入装置22と、成形ロータリー21で成形されたプリフォーム10を排出する排出装置23とを備えている。このうち排出装置23は、外周に凹部31を有するとともに一定方向に回転する排出ロータリー32と排出ロータリー32外周に設けられた排出ガイド33とを有している。排出装置23の位置に移動した雄型28に保持されたプリフォーム10が落下して排出ロータリー32の凹部31に収容され、排出ロータリー32の回転に伴って外方へ排出される。
(もっと読む)
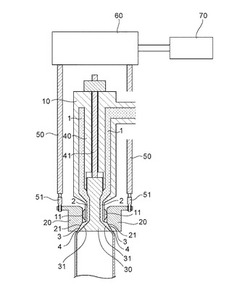
自動車用燃料タンクの製造装置
【課題】パリソンを確実に塞ぎ、精度あるブロー成形をすることができる自動車用燃料タンクの製造装置を提供する。
【解決手段】自動車用燃料タンクの製造装置は、ブロー成形金型40と、内臓部品保持装置50を有する。内蔵部品保持装置は、内蔵部品20を保持する保持棒51、52を設け、保持棒は内蔵部品を保持し、パリソン8が挟持された後に、ブロー成形金型から抜け出るように進退自在に構成される。ブロー成形金型40の下方に保持棒を挟持する第1ピンチ板43と、第1ピンチ板の直下に第2ピンチ板44を形成し、第1ピンチ板と第2ピンチ板は、複数に当接部43c、44cで分割され、それぞれ保持棒を当接部で挟持するようにスライド可能に形成されたことを特徴とする自動車用燃料タンクの製造装置である。
(もっと読む)
中空成形体、その成形装置及び方法
【課題】合成樹脂の成形ロスが少なく、ピンチオフ部や有底部分に発生するシワが殆どなく、機械的強度及び耐久性に優れ、容器として広く利用できる中空成形体の成形装置を提供する。
【解決手段】ダイのパリソン押出し出口に隣接し且つパリソン押出し方向に並べて複数のパリソン絞り部材を配設し、複数のパリソン絞り部材の開口を開いてパリソンを押し出し、複数の絞り部材の絞り径がパリソン押出し方向に向かって順次に小さくなるように、複数のパリソン絞り部材の絞り径を制御して、パリソンの底部を成形する。
(もっと読む)
プラスチック容器を製造するための方法及び装置
本発明は、熱可塑性プラスチックからブロー成形される2層又は多層の容器を製造するための方法及び装置、並びにこれにより製造された、特に液体充填物を保管し、搬送するための、表示用ストリップを備えたプラスチック容器に関する。この場合、方法技術的には、押出ヘッド(10)において、溶融プラスチック材料を、ホース状のプリフォーム(18)の天然色の内層(34)から外層(36)へと変向させ、外層に埋め込み、これにより着色されたプラスチック外層(36)に表示用ストリップ(24)を形成する。  (もっと読む)
(もっと読む)
FRP中空成形品の内圧成形法
【課題】本発明の課題は、外観の綺麗なFRP中空成形品を容易に得るための内圧成形法を提供することにある。
【解決手段】プリプレグを用いて内圧成形法によりFRP中空成形品を成形するに際し、先ず、該成形品の賦形型に、該成形品の表層部形成用のプリプレグ以外のプリプレグを敷設・積層して、内部に内圧バッグを有する賦形物を作成し、次いで、該賦形物を、前記表層部形成用のプリプレグを内表面に敷設した金型にセットし、その後、該金型を型締めし内圧成形法により成形することを特徴とするFRP中空成形品の内圧成形法。
(もっと読む)
1 - 20 / 36
[ Back to top ]