
Fターム[4F208LG39]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 予備成形品及びその製造 (2,293) | 製造 (1,293) | 形状の制御、調整 (154) | 肉厚の調整 (64)
Fターム[4F208LG39]に分類される特許
1 - 20 / 64
中空成形機用パリソン肉厚調整方法及び装置
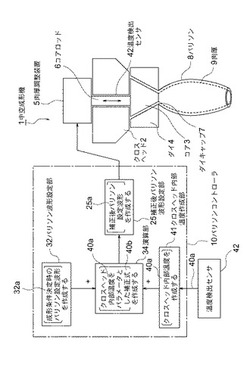
【課題】本発明は、クロスヘッド内部温度をパリソン設定波形の補正に用い、安定した中空成形品を得ることを目的とする。
【解決手段】本発明による中空成形機用パリソン肉厚調整方法及び装置は、パリソン(8)の肉厚(9)を調整するためのパリソンコントローラ(10)は、クロスヘッド(2)に設けられた温度検出センサ(42)から検出されたクロスヘッド(2)内のクロスヘッド内部温度(40a)を成形条件であるパリソン設定波形(32a)の補正に用いる方法と構成である。
(もっと読む)
樹脂製燃料タンクの成形方法

【課題】外殻部分の一部を他の部分と比較して薄肉化することが可能な樹脂製燃料タンクの成形方法を得る。
【解決手段】成形前の樹脂材料がセットされる成形部38を備え、進退可能とされた可動型36を有する金型32を用いる。可動型36を後退させた状態で成形部の内面及び成形面に樹脂材料を密着させて樹脂材料を薄肉化し、次いで可動型36を前進させることで凹部36B以外の成形面36Aに密着した樹脂材料を薄肉化する。
(もっと読む)
スポイラーの製造方法
【課題】意匠面側の装飾性を高めつつ、取り付け部を有する裏面側の強度を確保する軽量化スポイラーを効率的に製造する方法を提供する。
【解決手段】対向する一対の分割金型58A、58Bのキャビティ60A、60Bにピンチオフ部62A、62Bが設けられ、型締め位置と開放位置との間で相対移動が可能であり、それぞれの溶融状態の肉厚の違う熱可塑性樹脂製シートでをそれぞれピンチオフ部からはみ出させて、金型との間に形成した密閉空間から空気を減圧して、各熱可塑性樹脂製シートをキャビティ形状に賦形した後、一対の分割金型を型締め位置まで移動して、熱可塑性樹脂製シート同士を金型のピンチオフ部に沿って溶着させる。この方法により、意匠面を有する本体部の周縁部と車体取付け部の周縁部とを一体化させた中空構造のスポイラーを得ることができる。
(もっと読む)
パリソンの肉厚調整装置
【課題】任意のパリソンの長手方向位置かつ周方向位置のみの肉厚を変化させるパリソンの肉厚調整装置において低コスト化を図る。
【解決手段】下端周りに第1傾斜面6を有するコア2と、コア2の外側に配置され、下端周りに第1傾斜面6と対向する第2傾斜面7を有するダイ3と、を備え、第1傾斜面6と第2傾斜面7との間でパリソンの環状傾斜流路8およびパリソン射出口9が形成され、コア2とダイ3とを上下方向に相対移動させることによりパリソンの上下方向の肉厚を変化させるパリソンの肉厚調整装置1において、パリソン射出口9に至る環状傾斜流路8の周方向の一部に、コア2およびダイ3の相対移動方向と平行に延在する直進流路10を設けた。
(もっと読む)
樹脂製容器、及び樹脂製容器の製造装置
【課題】容器本体に部分的に形成される被覆層を、該被覆層が形成されない部位との境界部分において厚みを変化させることで、より一体感のある装飾デザインを施したりすることができる樹脂製容器、及び樹脂製容器の製造装置を提供する。
【解決手段】樹脂製容器1は、押出機から押し出されたパリソンをブロー成形することによって製造される樹脂製容器1であって、容器本体2と、前記容器本体2の全部又は一部を覆う被覆層とを少なくとも備え、前記被覆層3が、高さ方向に沿って、0.1〜1.5μm/mmの減少率で連続的に厚みを減じる肉厚減少部6を有し、前記被覆層3が、高さ方向に沿って厚みを減じながら消失する構成とする。
(もっと読む)
中空成形機の制御方法及び装置
【課題】本発明は、射出用油圧シリンダの圧力を計測し、クロスヘッド内の樹脂圧力の制御を行い、パリソンの品質を安定させることを目的とする。
【解決手段】本発明による中空成形機の制御方法及び装置は、樹脂(81)の計量充填時における前記射出用油圧シリンダ(16)の圧力を圧力フィードバック値(FB)として圧力計(72)で計測し、前記クロスヘッド(60)内の樹脂圧力を前記圧力フィードバック値(FB)を用いて前記油圧回路(70)により制御する方法と構成である。
(もっと読む)
中空成形機
【課題】本発明は、成形終了後の自重による肉調シリンダ用ロッド、スピンドル及びコアの降下を防止し、樹脂の焼けを防止することを目的とする。
【解決手段】本発明による中空成形機は、ナット(3)に設けられ出入自在なエアシリンダ用ロッド(25)を有するエアシリンダ(23)を有し、エアシリンダ用ロッド(25)が肉調シリンダ(2)の上面(2a)に当接することにより、肉調シリンダ(2)の油圧ユニットの電源オフ後におけるコア(5)及びスピンドル(4)の自重落下を防止する構成である。
(もっと読む)
積層ブロー壜体
【課題】 本発明は、外層の内側にバリア層を積層した積層ブロー壜体における、金型のピンチオフ部による喰切り性に係る問題を層構成の点から効果的に防止することを課題とする。
【解決手段】 押出成形した筒状の多層パリソンのブロー成形により成形され、口筒部と肩部と胴部とパリソンのピンチオフによるシール部が形成された底部を有し、外殻を形成する外層の内側に所定の機能を発揮するバリア層を積層して構成される積層ブロー壜体において、底部のシール部に至りこのシール部に向けてバリア層の層厚がグラデーション状に減少するバリア層の層厚に係るグラデーション領域を配設する、と云うものである。
(もっと読む)
車両搭載の合成樹脂製燃料タンク
【課題】燃料タンクのタンク本体と支持ブラケットとがブロー成形により一体的に形成される場合において、車体側への燃料タンクの支持強度を向上させることが容易に達成できるようにする。
【解決手段】両金型25,26間へのパリソン30の挿入により、燃料タンク1のタンク本体3と支持ブラケット6とがブロー成形により一体的に形成される。支持ブラケット6の突出方向に沿った視線で見て、支持ブラケット6を板材の屈曲により形成される山形状、もしくは倒立山形状とする。支持ブラケット6の左右方向における中途部を構成して車体側に締結される被締結部9の板材厚さTaを、支持ブラケット6の基部近傍におけるタンク本体3の部分3aの厚さの2倍よりも大きくする一方、支持ブラケット6の左右各側部10の板材厚さTbをタンク本体3の部分3aの厚さの2倍よりも小さくする。
(もっと読む)
蛇腹成形品
【課題】柔軟性、リサイクル性、高温下での耐熱性及び耐油性に優れる蛇腹成形品を提供する。
【解決手段】(A)アクリルゴム、(B)熱可塑性ポリエステル樹脂、(C)オレフィン系重合体セグメントとビニル系共重合体セグメントとからなり、一方のセグメントが他方のセグメントにより形成されるマトリックス相中に分散相を形成しているグラフト共重合体又はその前駆体、(D)可塑剤、及び(E)アクリル系高分子加工助剤からなる熱可塑性エラストマー組成物より成形されてなる蛇腹成形品。
(もっと読む)
2枚のシートからプラスチック中空体を製造するための方法及び装置
溶融プラスチックの2枚のシートを2つのキャビティを備える金型で成形することによってプラスチック中空体を製造する方法であって、当該方法は、a)溶融プラスチックの少なくとも1つの流れを押出し、かつ横に切断することによって、2枚の溶融プラスチックシートが製造されるステップと、b)金型キャビティの間にこれらのシートが導入されるステップと、c)金型が閉じられ、かつ2枚のシートを金型キャビティに合わせることによって中空体が製造されるステップと、d)このように得られた中空体を金型から取り除くステップと、e)2枚の新しいシートから別の中空体を製造するためにa)〜d)の全ての操作を繰り返すステップと、を備え、横の切断操作の前、最中、または後で、シートの下部を局部冷却することが可能な特定の装置を用いて2枚の新しいシートの下部が冷却されることを特徴とする。 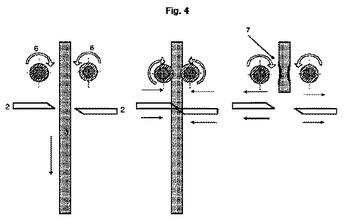 (もっと読む)
(もっと読む)
ブロー成形方法
【課題】既存設備の若干の手直しにより、ブロー成形品の軽量化を図っても、必要箇所に充分な肉厚を確保してその強度を確保出来るブロー成形方法を提供する。
【解決手段】ブロー成形温度に加熱したプリフォームをブロー成形金型内に組み込んだ後、金型を閉じ、この金型に設けた吹出孔からブロー成形温度になっているプリフォームの特定部位に冷却媒体を吹き付けて、この特定部位を他の部位よりも冷却して所定の温度差ΔTをつけ、その後プリフォームをブロー成形して成形品である樹脂製把手付容器にする。冷却媒体の吹き付け位置は、成形された樹脂製把手付容器における特定部位を予め設定した位置になるようにし、且つその肉厚も予め設定した厚みになるようにしたことで、既存設備の若干の手直しで、ブロー成形品の軽量化を図っても、必要箇所を充分な肉厚にしてその強度を確保することが出来る。
(もっと読む)
延伸ブローボトルのプリフォーム
【課題】プリフォームの底部にすり鉢状の底部を採用して、プリフォーム底部を厚肉化にした場合のアンダーカットの課題を解決し、それによりボトル底面の薄肉形成を可能として延伸ブローボトルの軽量化を図る。
【解決手段】プリフォームの胴部に連なる底部をすり鉢状に形成する。底部は胴部よりも肉厚が薄肉で平坦な底面中央部と、ボトル底縁となる部分の高さ位置から胴下部を底面中央部の周囲まで屈曲して傾斜形成したボトル底面形成部と、そのボトル底面形成部の胴部と接する上部のボトル底縁形成部位と、ボトル底面形成部の下部と底面中央部との境の弯曲部とからなる。ボトル底面形成部の肉厚を、ボトル底縁形成部位を除く弯曲部までの内面の肉盛により、胴部の肉厚よりも厚肉に形成する。ボトル底縁形成部位の肉厚をボトル底面形成部の肉厚よりも薄肉に形成する。
(もっと読む)
合成樹脂製容器、プリフォーム、合成樹脂製容器の製造方法、及びプリフォーム成形型
【課題】プリフォームを成形した際のパーティングラインの痕跡に起因する環境応力破壊が、当該プリフォームをブロー成形してなる容器の底部に生じてしまうのを有効に回避する。
【解決手段】外側面に周方向に沿ってパーティングラインPLが形成されたプリフォーム10をブロー成形によって所定の容器形状に成形するにあたり、当該パーティングラインPLの痕跡Vを、成形された容器底部23の接地部位24を越えた容器側面側に位置させる。
(もっと読む)
中空成形機
【課題】運転開始の最初から最適なパリソン長を得る肉厚プロファイル補正手段を提供する。
【解決手段】クロスヘッド11における樹脂の温度Tを測定し、温度Tに応じて肉厚プロファイルP(t)を補正する補正手段23,26を具備し、時間遅れがないフィードフォワード制御によりパリソン肉厚を調整するため、運転開始の最初から最適なパリソン長を得ることが出来る。
(もっと読む)
ブロー成形品の製造方法および分割金型
【課題】
解決しようとする課題は、溶着用のボスを有する熱可塑性樹脂のブロー成形品の製造に際し該溶着用のボスが成形時のブローアップによって引き伸ばされ、特に該ボスの溶着面が非常に薄肉となってその面精度が顕著に低くなるという点である。
【解決手段】
パリソンの膨張に伴い分割金型内の相対する回動部材と該パリソンとの摩擦力により該回動部材を回動させ、相対する該回動部材間に位置するパリソン部分の延伸度合いを減少させて該パリソン部分の肉厚の薄肉化を緩和させることにより前記課題を解決した。
(もっと読む)
プリフォームおよびプラスチックボトル
【課題】プラスチックボトルの重量を軽量化することができ、射出成形性が良好であるとともに、プラスチックボトルの底部の変形を小さくすることが可能なプリフォームを提供する。
【解決手段】プリフォーム10は、射出成形用のゲート部15が設けられた底部13と、底部13に連続する胴部12と、口部11と、口部11と胴部12との間に設けられた首下部14とを備えている。このうち胴部12全体の肉厚はt0である。また底部13は、全体の肉厚が均一であるとともにその肉厚がt0より薄いt2である肉厚均一部16と、肉厚均一部16と胴部12との間に設けられその肉厚t1がt2からt0まで滑らかに変化する肉厚変化部17とを有している。
(もっと読む)
延伸ブロー成形用プリフォーム
【課題】胴部が口部よりも細い形状の延伸ブロー成形用プリフォームを用いた延伸ブロー時に胴部が延伸ロッドに接触して成形不良が発生することを防止できるようにすること。
【解決手段】延伸ブロー成形用プリフォーム1は、胴部2が口部3より細い形状をしており、胴部2と底部4の境界部分には円環状段差部5が形成されている。延伸ブロー成形において、延伸ロッド21による延伸時に、細い胴部2が細長く引き伸ばされる際に、円環状段差部5によって胴部2の半径方向の変化が抑制される。この結果、胴部2が延伸ロッド21に接触して成形不良が発生するという弊害を回避できる。
(もっと読む)
樹脂容器成形用プリフォーム
【課題】胴部が細い樹脂容器成形用プリフォームをスタックした場合に、プリフォーム同士が密着して引き抜き不能あるいは引き抜き困難な状態に陥ることを回避すること。
【解決手段】樹脂容器成形用プリフォーム1(1)、1(2)は、口部2に差し込み可能な太さの胴部4を備えており、胴部4の先は半球状の底部5によって封鎖されている。半球面状の底部外周面5aには全面がシボ加工領域6となっている。プリフォーム1(2)をプリフォーム1(1)の口部2から差し込んでスタックした場合、プリフォーム1(2)のシボ加工されている底部外周面5aが他方のプリフォーム1(1)の首部3のテーパ状湾曲内周面3bに接触する。よって、接触部分が密着状態にならないので、プリフォーム1(2)をプリフォーム1(1)から簡単に引き抜くことができる。
(もっと読む)
延伸ブロー成形容器及びその成形方法。
【課題】 ボトル型容器の底壁の所定位置部分に意図的に薄肉部分が形成可能な延伸ブロー成形方法を課題し、容器の姿勢等を気遣うことなく最後まで内容液を使い切ることができる注出容器を提供することを目的とする。
【解決手段】 底壁の所定位置部分に肉厚が比較的厚肉若しくは薄肉の偏肉状態とした偏肉部を形成したプリフォームに、射出成形工程若しくは延伸ブロー工程に適した温度に調整する温度調整工程における、冷却若しくは加熱速度の違いを利用して偏肉部内に高温スポットを形成し、この高温スポットの偏延伸性を利用してこの高温スポットを比較的薄肉に延伸変形し、ボトル型容器の底壁の肉厚を所定位置部分に向けて収斂状に薄肉化することにより、底壁の内面を収斂状に下方に傾斜させて成形し、この所定位置部分近傍に、底壁の内面近傍に残留した内容液が収斂状に流動集積する集積スポットを形成する。
(もっと読む)
1 - 20 / 64
[ Back to top ]