
Fターム[4F208LG22]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 予備成形品及びその製造 (2,293) | 製造 (1,293) | 押出し成形方法によるもの (516)
Fターム[4F208LG22]の下位に属するFターム
直接押出し (68)
アキュムレータ式 (21)
肉厚の調整機構を有するもの (46)
多層押出し (83)
多種材料の順次押出し (11)
Fターム[4F208LG22]に分類される特許
1 - 20 / 287
吸気ダクトの製造方法
断熱ボードの製造方法
樹脂組成物、その製造方法、成形品およびその製造方法
【課題】工業的規模での生産性が高く、かつ、成形性、耐ドローダウン性に優れた樹脂組成物および耐熱性、耐衝撃性等の機械的強度、表面外観性に優れた成形品およびその製造方法を提供すること。
【解決手段】 末端にカルボキシ基を樹脂中25〜45〔μmol/g〕なる割合で有し、非ニュートン指数が0.90〜1.15であり、かつ300℃で測定した溶融粘度が1,000ポイズ〜3,000ポイズの範囲にあるポリアリ−レンサルフィッド樹脂(A)と、カルボキシ基と反応する官能基を有するポリオレフィン(B)とを、前記ポリアリ−レンサルフィッド樹脂(A)100質量部に対して前記エポキシ基を有するポリオレフィン(B)5〜30質量部となる割合で溶融混合することを特徴とする樹脂組成物の製造方法、当該樹脂組成物を用いた成形品。
(もっと読む)
ブロー成形用ポリエチレン系樹脂組成物及びそれよりなるブロー成形体
【課題】ブロー成形加工性に優れたブロー成形用ポリエチレン系樹脂組成物及びそれよりなる成形外観が良好なブロー容器を提供する。
【解決手段】伸長粘度の測定においてひずみ硬化性を有し、好ましくはそれぞれ特定の物性を有する直鎖状ポリエチレン(α)と高圧法低密度ポリエチレン(β)とを含むブロー成形用ポリエチレン系樹脂組成物及びそれよりなるブロー容器。
(もっと読む)
中空成形体の製造方法及び空調ダクト
【課題】竹炭による吸湿及び脱臭の効果を確実に得ることができる中空成形体の製造方法及び空調ダクトを提供する。
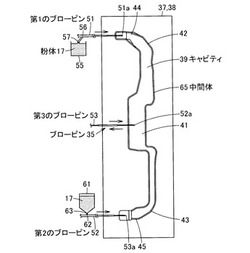
【解決手段】キャビティ39に配置したパリソンの内部に第1ないし第3のブローピン51,52,53から圧縮空気を注入して中空な中間体65を賦形する。第1及び第2のブローピン51,52から中間体65の内面に吸湿性及び脱臭効果を有する粉状の竹炭17を吹き付けるとともに、第3のブローピン53から圧縮空気を排出する。断面形状の複雑さに拘らず竹炭17を中間体65の内面に確実に固着できる。竹炭17が空調ダクトの内面に露出した状態となり、竹炭17による吸湿及び脱臭の効果を確実に得ることができる。
(もっと読む)
中空成形機の制御方法

【課題】ブロー成形でのエア放出時間は、最適化になるまでトライ・アンド・エラーにて詰めているため、排気時間が必要以上になって生産性を落としている恐れがある。
【解決手段】成形金型5の型開指令から成形金型5内のパリソンへのブローピン7a,7bの打込下降開始までの動作時間を計測し、設定成形サイクル時間から動作時間を減算して冷却時間とし、冷却時間をエアの吹込時間と排気時間とに配分し、排気時間の増減によって動作時間を調整する中空成形機の制御方法にて、吹込回路に圧力検出センサ51を設け、成形開始時は操作画面10にて設定した吹込と排気との比率値から求めたエアの吹込時間および排気時間にて成形開始し、排気開始から圧力検出センサ51によって検出した圧力値が大気圧近傍になるまでの時間を1回以上計測し、計測値の平均値を排気時間の設定値とし、該排気時間と前記動作時間と前記吹込時間とを加算した時間を成形サイクル時間とする。
(もっと読む)
成形機
【課題】従来の成形機は、主押出機を成形機の長手方向にヘッドとともに1列に並べて配設し、副押出機を主押出機に対し併設していた。そのため副押出機先端からヘッドに至る経路の長さが主押出機先端からヘッドに至る経路にくらべよりかなり長くならざる得なくなり、それゆえに経路途中にて溶融樹脂が炭化しやすくなるという恐れがあった。
【解決手段】成形機において、ヘッド2へ副材となる樹脂組成物を押し出す副押出機4とヘッド2とを成形機の長手方向へ一列に延設し、ヘッド2に対して主材となる樹脂組成物を押し出す主押出機3を副押出機4に併設して構成した。これにより、副押出機4先端からヘッド2までの樹脂経路が短くなり、溶融樹脂の炭化の恐れを排除することができる。
(もっと読む)
中空成形方法
【課題】電動中空成形機では、その電気系駆動機構であるサーボモータとかシーケンサとかの制限によって型締装置の動作にて有効な短縮化を達成することができなかった。
【解決手段】ヘッド2から垂下した筒状パリソンを型締装置7の駆動によって成形金型6にて挟んだ型閉後、型締を行い、ブローピン8a,8b下方に成形金型6をスライド移動させ、下動したブローピン8a,8bからエアを吹き込んでパリソンを膨らませて成形品を成形し、エアを排気し、ついで成形金型6をヘッド2下方に逆方向にスライド移動させる中空成形法において、操作画面20に成形品の水平方向の最大外形寸法値および筒状パリソンの外径値を入力し、最大型開定点からこれら値のいずれか大きい値に至る型閉時間を計測し、成形金型の型閉位置から当該大きい方の値に所望の値を加算してなる寸法位置にて成形金型6の逆方向のスライド移動を開始し、ついで計測した型閉時間に相当する位置にて型閉を開始させる。
(もっと読む)
樹脂成形体の締結構造
【課題】樹脂量を増やして、ねじ部材周辺の強度を高めることができる樹脂成形体の締結構造を提供する。
【解決手段】熱可塑性樹脂製の樹脂成形体20の壁面21に被締結部材12を雄ねじ部材11で締結する樹脂成形体の締結構造10は、筒体30を有する。筒体30は、インサート成形により樹脂成形体20の壁部23に一体化されるインサート部品であり、樹脂成形体20の成形時に壁部23を外側から内側に向けて部分的に陥没させる。筒体30は、陥没部25に包み込まれる外周面31と、壁面21に開口して雄ねじ部材11がねじ込まれる内周面32と、を有する。
(もっと読む)
ポリアミド樹脂組成物、および成形体
【課題】曲げ特性および耐熱性を維持しつつ、軽量性、ブロー成形性および表面平滑性に優れたポリアミド樹脂組成物を提供する。
【解決手段】本発明のポリアミド樹脂組成物は、ポリアミド樹脂(A)、繊維状粘土鉱物(B)およびカップリング剤(C)を含有し、各成分の質量比率が下記式(I)および(II)を満足するものであり、かつダイスウェル指数が1.1以上、ドローダウン指数が1.5以下であることを特徴とする。
(A)/(B)=75/25〜95/5 (I)
(C)/{(A)+(B)}=0.5/100〜8/100 (II)
(もっと読む)
積層パネル
【課題】芯材に任意の補強板を収納する場合でも、芯材から補強材が外れ難い積層パネルを提供する。
【解決手段】 芯材(5)の少なくとも一面が他部材(表壁2または裏壁3)で覆われた積層パネル(1)であり、芯材(5)を変形して形成した保持部(51)を有し、その保持部(51)により、芯材(5)に収納された補強材(9)が保持されている。
(もっと読む)
中空成形品のブロー成形方法
【課題】
解決しようとする課題は、キャビティとシートパリソンとの間の空気を真空吸引してシート状パリソンを分割金型のキャビティ面に均等に密着させて予めパネルの略外形を形成する為、真空吸引する時間が必要となり成形時間が増大するという点である。
【解決手段】
分割金型の中央下方近傍において成形機の型締め装置に固定、もしくは分割金型の下部に固定させた固定治具に空気含有体を保持させたのち、分割金型内に2枚のシート状パリソンを垂下させて型締めし、上記2枚のシート状パリソン内に圧縮空気を吹き込むことにより前記課題を解決した。
(もっと読む)
保温又は保冷容器
【課題】ブロー成形体からなるタンクの周囲を発泡樹脂で包み、その周囲を外装材で押さえた貯湯タンクにおいて、タンクの変形を防止し、長期の使用に耐えられる貯湯タンクを提供する。
【解決手段】いずれもプラスチックのブロー成形体からなる内層タンク1と外層タンク16が、上端の第1ネック部3,19と下端の第2ネック部4,21で密着して、接合されている。硬質発泡プラスチックが内層タンク1と外層タンク16の隙間内で発泡し同隙間内に充填されている。
(もっと読む)
ダクト一体型フロア嵩上げ材の製造方法
【課題】ダクトの遮音性、通気性を含む性能あるいは品質を維持しながら、良好な成形性を確保しつつ効率的に製造可能なダクト一体型フロア嵩上げ材の製造方法を提供する。
【解決手段】大中空部18に相当する第2密閉空間、ダクト部22に相当する第3密閉空間と前記凹部において連通した小中空部に相当する第1密閉空間および捨て袋118を形成する段階と、第2密閉空間および捨て袋それぞれに相当する筒状パリソンの部分の外表面に対して、ブローピン126を突き刺して加圧流体を吹き込んで、溶融状態の筒状パリソンを膨張させて、対応する分型金型のキャビティの表面に向かって押し付けることにより、筒状パリソンを賦形して、大中空部およびダクト部、さらに連通路を通じて小中空部を成形する段階と、捨て袋を切断して、ダクト部に吸気口あるいは排気口を形成する段階と、を有することを特徴とするダクト一体型フロア嵩上げ材の製造方法。
(もっと読む)
ダクト一体型フロア嵩上げ材
【課題】軽量化を達成しつつ十分な剛性を確保可能なダクト一体型フロア嵩上げ材を提供する。
【解決手段】上面壁12と裏面壁14との間の周側壁とを有し、周側壁の高さがフロアの嵩上げに利用されるブロー成形による一体中空二重壁構造であって、上面壁12および裏面壁14により内部にエア流路を形成するダクト部と、第1長溝23あるいは第2長溝24の対向する側壁の他方、上面壁12、裏面壁14および周側壁により構成される中空部とが、互いに仕切られる態様で形成され、中空部の上面壁12あるいは裏面壁14の第1長溝23あるいは第2長溝24に沿う縁部には、所定の間隔を隔てて、それぞれ上面壁12あるいは裏面壁14から内方へ突出する溝状であって、第1長溝23あるいは第2長溝24に臨むように開口部を形成した補強リブが複数設けられる、ことを特徴とするダクト一体型フロア嵩上げ材。
(もっと読む)
ダクト一体型フロア嵩上げ材の製造方法
【課題】ダクトの性能あるいは品質を維持しながら、軽量化を確保しつつ効率的に製造可能なダクト一体型フロア嵩上げ材の製造方法を提供する。
【解決手段】上面壁と裏面壁との間の高さがフロアの嵩上げに利用される中空二重壁構造であって、上面壁において、中空部18に相当する第1密閉空間および捨て袋118を形成する段階と、第1密閉空間および捨て袋118に相当する筒状パリソンPの部分の外表面に対して、ブローピン126を突き刺して加圧流体を吹き込んで、溶融状態の筒状パリソンを膨張させて、対応する分型金型のキャビティの表面に向かって押し付けることにより、筒状パリソンPを賦形して、中空部18およびダクト部22を成形する段階と、捨て袋118を切断して、ダクト部22に吸気口あるいは排気口を形成する段階と、を有することを特徴とするダクト一体型フロア嵩上げ材の製造方法。
(もっと読む)
ダクト一体型フロア嵩上げ材の製造方法
【課題】ダクトの性能あるいは品質を維持しつつ、効率的に製造可能なダクト一体型フロア嵩上げ材の製造方法を提供する。
【解決手段】溶融状態の筒状パリソンを開放位置の一対の分割金型106の間に配置する段階と、開放位置にある一対の分割金型106を型締め位置まで相対的に近接させることにより、第1中空部18、第2中空部、ダクト部22、および捨て袋118を形成する段階と、それぞれに相当する筒状パリソン部分の外表面に対して、ブローピン126を突き刺して加圧流体を吹き込んで、膨張させて、対応する分型金型106のキャビティの表面に向かって押し付けることにより、筒状パリソンを賦形して、第1中空部18、第2中空部およびダクト部22を成形する段階と、捨て袋118を切断して、ダクト部22に吸気口あるいは排気口を形成する段階と、を有することを特徴とするダクト一体型フロア嵩上げ材の製造方法。
(もっと読む)
コールドパリソン方式による軟質樹脂用ブロー成形方法
【課題】 軟質樹脂中空成形体を精度良く簡単にブロー成形することができるコールドパリソン方式による軟質樹脂用ブロー成形方法を提供する。
【解決手段】 軟質樹脂からなるパリソンを、加熱槽内でブロー成形可能な温度に再加熱して軟化させた状態とし、その両端部にプラグを装着したうえでブロー成形型の内部に挿入して型締めを行った後、プラグを介してパリソンの内部に圧力空気を送り込むことで、軟質樹脂からなるパリソンを所定形状の中空成形体に成形する方法であり、パリソン1を再加熱して軟化させた状態とする際、パリソン1の内部には、少なくとも表面部分4がフッ素樹脂からなる保持棒2を挿入するとともに、パリソン1の両端部には、ブロー成形可能な温度における耐熱性を有する硬質材料からなる治具5を取り付けておき、パリソン1を再加熱して軟化させた状態とした後は、パリソン1の両端部に治具5を取り付けたままの状態でプラグを装着する。
(もっと読む)
クロスヘッド
【課題】本発明は、コア又はダイの下部に設けたセパレータの分岐部をダイ又はコアの内壁に付勢して接触させることにより、パリソンを二分して一対のシートを形成することを目的とする。
【解決手段】本発明によるクロスヘッドは、セパレータ(5,5a)が、コア(9)又はダイ(8)の下部の凹部(31)内に設けられ、各セパレータ(5,5a)のセパレータ体(34)の分岐部(33)は付勢体(35)を介してダイ(8)又はコア(9)の内壁(8a)又は外壁(9a)に付勢されて接触してパリソン(3)をシート(7)に切断する構成である。
(もっと読む)
折り畳み式熱可塑性樹脂成形体
【課題】
解決しようとする課題は、凹状リブが形成された面は、凹状リブによって表面が凹凸になってしまうので、すべての面に凹凸の無い成形品を製造する事ができないという点である。
【解決手段】
ブロー成形による折り畳み式熱可塑性樹脂成形体であって、
ブロー成形により中央中空部と端部中空部とヒンジ部が一体に形成されており、前記中央中空部と前記端部中空部は表壁と前記表壁と間隔をおいて対向する裏壁を有していて、前記表壁と前記裏壁の周縁部が端壁で閉塞されており、前記ヒンジ部は前記中央中空部の前記表壁と、前記端部中央部の前記表壁を連結しており、それぞれの中空部の前記表壁に凹状リブが形成される事により前記課題を解決した。
(もっと読む)
1 - 20 / 287
[ Back to top ]