
Fターム[4F208LG23]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 予備成形品及びその製造 (2,293) | 製造 (1,293) | 押出し成形方法によるもの (516) | 直接押出し (68)
Fターム[4F208LG23]に分類される特許
1 - 20 / 68
成形品及びその製造方法
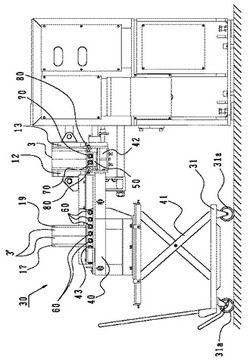
中空成形機における金型交換方法およびそれに使用する金型交換台車
【課題】吹込装置近傍に他の装置を設置する必要があるいわゆるダブルステーション型中空成形機において、当該他の装置が阻害となって金型交換ができないという問題があった。
【解決手段】交換すべき成形金型3をヘッド2下方にずらし、空いた吹込装置5の下方空間に金型交換台車30を中空成形機前方から進入させ、取り外した成形金型3を一対のプラテン12,13のガイドローラ18,20にて転動させて金型交換台車30の第3ローラ80まで案内し、第2ローラ70、昇降支持体50およびスライド盤43によって方向転換して、第1ローラ60に成形金型3を移動させて中空成形機外に搬出し、新たに取り付ける成形金型3’を金型交換台車30の第1ローラ60に載せて吹込装置5の下方空間に進入させ、新たな金型3’を方向変換して第3ローラ80からガイドローラ18,20へ移動し、成形金型3’を一対のプラテン12,13に取り付ける。
(もっと読む)
エンジン排気ガス添加剤貯蔵システム

【課題】ベースプレートがタンクの上壁に配置されている既存の添加剤貯蔵タンクの有する数多くの不利益を少なくとも軽減する、新しいエンジン排気ガス添加剤貯蔵システムを提供する。
【解決手段】内燃機関排気ガス液体添加剤を貯蔵するためのシステムであって、添加剤を貯蔵するためのタンク、及びタンクの底壁に形成された開口を介して配置された「液中」のベースプレート(1)を含み、前記ベースプレートは少なくとも1つのオリフィスを含み、排気ガス中に前記添加剤を噴射するためのシステムが、該オリフィスを介して液体供給されることが可能であり、またベースプレート(1)には、貯蔵システム及び/又は噴射システムの少なくとも1つの他の作動構成部品が組み込まれている、システム。
(もっと読む)
ブロー成形装置及びブロー成形方法
【課題】内蔵部品を有するブロー成形品の製造において、歩留まりの良いブロー成形をすることができるブロー成形装置及び方法を提供する。
【解決手段】ブロー成形装置は、ブロー成形金型20とパリソン挟持装置30と内蔵部品保持装置40を有する。パリソン挟持装置30は、パリソンエキスパンダ31とパリソン外側挟持板32を有する。内蔵部品保持装置40は、内蔵部品気密ガイド筒42と内蔵部品保持棒41を有する。パリソン8の下端を複数のパリソンエキスパンダ31で拡張し、パリソンの下端に内蔵部品気密ガイド筒42の上端を挿入した後に、内蔵部品気密ガイド筒42の上端と、パリソン外側挟持板32でパリソン8の下端を挟持し、プリブロー成形する。内蔵部品10をパリソン内に位置させて、パリソン8と内蔵部品10がスライドコア26で挟持された後に、内蔵部品保持棒42がブロー成形金型20から抜け出る。
(もっと読む)
歯磨剤用チューブ容器、歯磨剤入りチューブ容器及び歯磨剤用チューブ容器の製造方法
【課題】ガスバリア性に優れ、歯磨剤の香気の変質を抑制できる歯磨剤用チューブ容器を目的とする。
【解決手段】筒状の積層体10により形成され、その内部が歯磨剤を収納する収納部とされた胴部と、該胴部の一端に設けられた注出部とを備え、前記積層体10は、基材層12と、シーラント層16と、前記基材層12と前記シーラント層16との間に設けられ、ポリグリコール酸を含有するバリア層14とを備え、前記シーラント層16が前記胴部の内側とされたことよりなる。
(もっと読む)
ダイレクトブロー容器の製造方法及び包装体
【課題】燃料や薬品のバリア性能及び酸素等の各種ガスのバリア性能に優れ、さらには変形のない実用的なダイレクトブロー容器の製造方法を提供する。
【解決手段】ポリオレフィン(A)60〜90質量%、酸変性ポリオレフィン(B)5〜30質量%、メタキシリレン基含有ポリアミド(C)2〜35質量%を含有し、ポリオレフィン(A)中にメタキシリレン基含有ポリアミド(C)が層状に分散しているダイレクトブロー容器の製造方法は、押出機から吐出される溶融樹脂が流れる流通孔と下側に開口している開口部を有する筒状の中空部であって中空部の上側に流通孔が開口する筒状の中空部とを有するダイボディーと、上側に先端部を有するマンドレルであって先端部が流通孔の端部の開口に向くように、中空部に配置されたマンドレルと、ダイボディーの中空部とマンドレルとの間の流路クリアランスが樹脂流路を形成するように、流路クリアランスに形成され、マンドレルをダイボディーの中空部の内部に保持するサポート部と、を備えるダイを使用する。
(もっと読む)
一体成形された細長い要素を有する容器
【課題】燃料タンクの剛性を高め、燃料タンク壁厚を薄くすることにより、使用材料の量を減少させる燃料タンクの形成方法および成形用装置を提供する。
【解決手段】燃料タンクを形成するためのキャビティを用意する工程と、前記キャビティ内に一以上の細長い要素(例えばワイヤの補強材)を挿入する工程と、前記キャビティ内で前記細長い要素の近くにパリソンを配置する工程と、前記パリソンに流圧を加え、これにより前記パリソンを変形させて前記パリソンの表面に前記細長い要素を係合させ、一体化させる工程とにより、燃料タンクを形成する。
(もっと読む)
ダイレクトブロー容器
【課題】バリア性及び強度に優れるダイレクトブロー容器を提供する。
【解決手段】ポリエチレン(A)60〜90質量%、酸変性ポリエチレン(B)5〜25質量%、及びメタキシリレン基含有ポリアミド(C)5〜35質量%を含有し、前記ポリエチレン(A)中に前記メタキシリレン基含有ポリアミド(C)が層状に分散しているダイレクトブロー容器であって、ピンチオフ部の一部または全部に突起部を有しており、該突起部の幅(W)がパリソン厚み(T)の0.2倍以上かつ2倍未満であるダイレクトブロー容器。
(もっと読む)
インモールドラベル及びラベル付き容器
【課題】 本発明は上記のような問題点を有するポリプロピレン系樹脂製容器用のインモールドラベルに関し、ラベル自体の生産性、インモールド成形の生産性そして貼付性に優れた層構成を創出することを課題とするものである。
【解決手段】 インモールドラベルにおいて、合成樹脂フィルム製の接着層の表面側に印刷層、アンカーコート層の順に積層し、さらに押出ラミネート法による低密度ポリエチレン樹脂製の保護層を積層した層構成とし、合成樹脂フィルムをポリエチレン樹脂系以外のフィルムとする。
(もっと読む)
パリソン長測定方法及び装置
【課題】本発明は、パリソンの流れ方向に対して並行に直線移動させることにより、このリニアセンサからのパリソンに関する変化量を用いて、パリソンを測定することを目的とする。
【解決手段】本発明によるパリソン長測定方法及び装置は、パリソン(22)の側面(23)に対応した位置に配設した複数のリニアセンサ(60a)を用い、各リニアセンサ(60a)をパリソン(22)の流れ方向(A)に対して並行に直線移動させ、各リニアセンサ(60a)から得られたパリソン(22)の変化量(70)からパリソン長、ドローダウン量及びパリソンスウェルの何れか又は全てを測定する方法と構成である。
(もっと読む)
パリソン移送方法及び装置
【課題】本発明は、一対の移送アームのピンチ板でパリソンをピンチし、一対のパリソン変形体でパリソンの各曲折部を押すことにより、パリソンの下部に開口を形成して移送することを目的とする。
【解決手段】本発明によるパリソン移送方法及び装置は、パリソン(P)の上部を移送アーム(50,51)のピンチ板(50a,51a)でピンチし、各移送アーム(50,51)の動作方向(A)とは異なる方向に移動する一対のパリソン変形体(52,53)のロッド(60,61)によって前記ピンチ時に偏平状となったパリソン(P)の各曲折部(P1,P2)を押すことにより、開口(70)を形成した状態で金型に移送する方法と構成である。
(もっと読む)
ポリカーボネート系樹脂発泡ブロー成形体の製造方法およびポリカーボネート系樹脂発泡ブロー成形体
【課題】広い見掛け密度範囲にわたって良好なポリカーボネート系樹脂発泡ブロー成形体を製造することができる発泡ブロー成形体の製造方法を提供する。
【解決手段】ポリカーボネート系樹脂Aと発泡剤とを含む発泡性溶融樹脂を押出して発泡パリソンを形成し、軟化状態にある該発泡パリソンをブロー成形して、発泡ブロー成形体を製造する方法であって、ポリカーボネート系樹脂Aが、特定の平均分子量を有する末端水酸基量が多い分岐状ポリカーボネート系樹脂Bと、特定の平均分子量を有する末端水酸基量が少ない直鎖状ポリカーボネート系樹脂Cと、分岐化剤Dとからなり、分岐状ポリカーボネート系樹脂Bと直鎖状ポリカーボネート系樹脂Cとの質量比(B:C)が、30:70〜95:5であることを特徴とするポリカーボネート系樹脂発泡ブロー成形体の製造方法。
(もっと読む)
押出ブロー成形用の高耐衝撃性ポリオキシメチレン
【課題】本発明の目的は、ポリオキシメチレンをベースとする成形用組成物を使用して、押出ブロー成形によってVOCまたは圧縮ガス用の容器を製造する方法であって、均一な押出挙動およびパリソンの垂れ下がり低減が認められ、均一な壁厚および十分な衝撃特性を有する容器が得られる方法を提供することである。
【解決手段】十分な押出性を示し、かつ押出ブロー成形プロセスにおける十分に形状が均一なパリソン、十分な耐衝撃性、ならびに揮発性有機化合物および圧縮ガスに対して十分な低透過性を生じる、ポリオキシメチレンをベースとする成形用組成物は、少なくとも1種のポリオキシメチレン、少なくとも1種の熱可塑性エラストマー、および少なくとも1種のカップリング剤を含む組成物によって得ることができる。
(もっと読む)
中空成形用ポリエチレン系樹脂組成物及び中空成形体
【課題】座屈強度及び衝撃強度に優れる中空成形体を製造するための中空成形用ポリエチレン系樹脂組成物を提供する。
【解決手段】脂肪族ポリエステル(A)5〜49質量%、下記の成分(B)50〜94質量%、及び相容化剤(C)1〜15質量%を含有する中空成形用ポリエチレン系樹脂組成物(但し、脂肪族ポリエステル(A)、成分(B)及び成分(C)の合計量を100質量%とする)。
成分(B):密度が880〜965kg/m3であり、メルトフローレートが0.01〜5g/10分であり、190℃における溶融張力が2〜30cNであるエチレン−α−オレフィン共重合体
(もっと読む)
中空容器における内蔵部品のクランプ構造およびクランプ方法
【課題】燃料タンク等の中空容器において、管路等の内蔵部品を中空容器に安定して固定できる中空容器における内蔵部品のクランプ構造を提供する。
【解決手段】一対の成形金型により型締め成形される中空容器において、一方の成形金型により成形される容器壁体の内面に取り付けられ、第1結合部3および第1クランプ部4を有する第1支持部材1と、他方の成形金型により成形される容器壁体の内面に取り付けられ、第2結合部5および第2クランプ部6を有する第2支持部材2と、を備え、第1結合部3と第2結合部5とが結合した状態で、内蔵部品7としてのチューブ7Aが第1クランプ部4と第2クランプ部6とによりクランプされるクランプ構造とした。
(もっと読む)
スポイラーの製造方法
【課題】意匠面側の装飾性を高めつつ、取り付け部を有する裏面側の強度を確保する軽量化スポイラーを効率的に製造する方法を提供する。
【解決手段】対向する一対の分割金型58A、58Bのキャビティ60A、60Bにピンチオフ部62A、62Bが設けられ、型締め位置と開放位置との間で相対移動が可能であり、それぞれの溶融状態の肉厚の違う熱可塑性樹脂製シートでをそれぞれピンチオフ部からはみ出させて、金型との間に形成した密閉空間から空気を減圧して、各熱可塑性樹脂製シートをキャビティ形状に賦形した後、一対の分割金型を型締め位置まで移動して、熱可塑性樹脂製シート同士を金型のピンチオフ部に沿って溶着させる。この方法により、意匠面を有する本体部の周縁部と車体取付け部の周縁部とを一体化させた中空構造のスポイラーを得ることができる。
(もっと読む)
インモールドラベル付き薄肉容器
【課題】ブロー成形による合成樹脂製の薄肉容器へのインモールド成形法において、ラベルの貼着に起因する容器の変形を効果的に抑制するための層構成の設計指標を創出し、この指標を基に、容器の変形の問題、ラベルの端部を起点とした割れの問題、エア溜りが発生する問題、ラベルのカールに係る問題を総合的に解決する。
【解決手段】合成樹脂製の容器本体の胴部の周壁にブロー成形と同時にインモールドラベルを貼着した薄肉容器において、容器本体の胴部の周壁の平均肉厚は0.8mm以下とし、インモールドラベルは、基材フィルム層の内側に、胴部の周壁に接着する接着層を積層した層構成を有し、厚さを0.08mm以下とし、[ラベルの引張弾性率(MPa)]×[ラベルの厚さ(mm)]3で算出されるA値を0.12以下とする。
(もっと読む)
樹脂製ドラムの上面構造
【課題】樹脂製ドラムの耐衝撃性及び耐圧性を高くすることが可能な樹脂製ドラムの上面構造を提供する。
【解決手段】本発明の樹脂製ドラム10の上面構造では、陥没部34の底部36と外縁テーパー部31との交差部分38Aの外面曲げ半径を、その交差部分38Aの両端部から中央に向かうに従って徐々に大きくし、この曲げ半径徐変構造に起因して、陥没部34の底部36と外縁テーパー部31との交差部分38Aの両端部から中央に向かうに従って駄肉が集まり難くなるようにした。これにより、キャビティ55の内側面とブローピン60との位置関係に起因した駄肉の偏在が緩和され、肉溜まり及びノッチ形状部の発生を抑えて、樹脂製ドラム10の耐衝撃性及び耐圧性を高くすることができる。
(もっと読む)
ブロー成形体
【課題】二重壁の偏平なブロー成形体の特定方向の曲げに対する剛性の低下を防止し、かつ全体的な曲げ剛性を高める。
【解決手段】二重壁のブロー成形体に、二重壁の壁1,2を連結するリブが形成され、前記リブは壁1から連続して壁2に向けて延びるリブ3と、壁2から連続して壁1に向けて延びるリブ4(4A,4B)からなる。リブ3とリブ4は共に複数列存在して平面視で互いに交差し、リブ3は長さ方向に沿った一部又は全部の領域においてその頂部が壁2の内側に溶着し、リブ4は長さ方向に沿った一部の領域においてその頂部が壁1の内側に溶着している。リブ3,4が交差する箇所では両リブが互いに溶着している。
(もっと読む)
樹脂成形品の成形方法および成形装置、並びに熱可塑性樹脂製シートの厚みの調整装置
【課題】垂下する押出された溶融の熱可塑性樹脂製シートのドローダウン又はネックインを防止可能な樹脂成形品の成形方法および成形装置を提供する。
【解決手段】溶融した熱可塑性樹脂を押出スリット34からシート状に垂下する際に、貯留された熱可塑性樹脂を単位時間当たり所定押出量で間欠的に押し出すことによって、押出スリットからシート状樹脂が所定の厚みと押出速度で下方に押し出され、押出スリットの下方に配置された一対の近接できるローラー30でシート状樹脂を挟み込むと共に、ローラーの回転駆動によりシート状樹脂を下方に引っ張りシート状樹脂の厚みを押出スリットから押出し時の厚み以下に延伸薄肉化したシート状樹脂をローラーの下方に配置された金型32の側方に供給し、シート状樹脂と金型との間に形成された密閉空間を減圧、および/またはシート状樹脂を金型に向かって加圧することによって金型形状に賦形する樹脂成形品の成形方法。
(もっと読む)
1 - 20 / 68
[ Back to top ]