
Fターム[4F208LN06]の内容
プラスチック等のブロー成形、熱成形 (28,606) | ブロー成形操作 (838) | ブロー方法 (563) | ブローピン、ブローニードル (171) | 金型の一部を形成しているもの (19)
Fターム[4F208LN06]に分類される特許
1 - 19 / 19
ブロー成形品の製造装置および製造方法
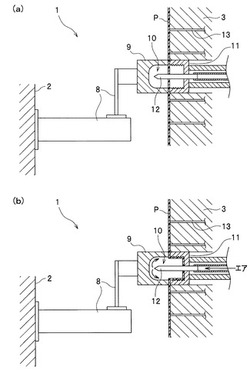
【課題】成形型にパリソンの回り込みが困難となりやすい凹部や凸部等があっても、これらに容易にパリソンを回り込ませることができるブロー成形品の製造装置および製造方法を提供する。
【解決手段】センター型2と、センター型2の両側をパリソンPを挟んで閉じる一対の成形型3と、を有するブロー成形品の製造装置1において、センター型2に取り付けられ、成形型3に向けて開口するブロー受け空間10を有し、成形型3が閉じた際にブロー受け空間10の開口部周りが成形型3との間でパリソンPを挟むようにしてパリソンPの一部を囲うブロー受け部材9と、パリソンPの一部を囲った状態のブロー受け空間10に臨むブローピン12と、を備え、ブローピン12によりエアがブロー受け空間10にブローされ、そのブロー受け空間10内の圧力によりパリソンPの一部が成形型3に転写される。
(もっと読む)
4−メチル−1−ペンテン(共)重合体および該重合体から得られるブロー成形体
【課題】射出ブロー成形が可能で、透明性、耐熱性に優れ、さらに機械特性に優れた成形体を与える、4−メチル−1−ペンテン(共)重合体を提供すること。
【解決手段】下記(a)〜(d)の要件を満たす4−メチル−1−ペンテン(共)重合体によって上記課題が解決される。
(a)4−メチル−1−ペンテンから導かれる構成単位が100モル%〜80モル%であり、炭素数2〜20のα−オレフィン(4−メチル−1−ペンテンを除く)から選ばれる少なくとも1種のから導かれる構成単位が0モル%〜20モル%である
(b)135℃デカリン中で測定した極限粘度[η](dl/g)が0.5〜5.0である
(c)DSCで測定した融点(Tm)が165℃〜250℃の範囲にある
(d)密度が820〜850(kg/m3)である
(もっと読む)
偏芯ボトルの製造方法

【課題】 成形ロスが無く、耐衝撃強度にも優れ、均一肉厚とすることでバリア性にも優れた偏芯ボトルの新規な製造方法を提供する。
【解決手段】 コアピン5と雌型6からなる射出成形金型3において周方向一側のみを厚肉とした有底筒状の偏肉プリフォーム2をコアピン5外周に射出成形し、その直後に軟化状態のプリフォーム2をコアピン5で保持したままブロー成形型4の偏芯キャビティ内へ移送して、該プリフォーム2をブローすることにより周方向一側が径方向外方へ比較的大きく膨らんだ偏芯ボトルをブロー成形する。
(もっと読む)
ジョイントブーツの製造方法
【課題】パリソンの加熱工程における温度ムラを低減して、蛇腹部の肉厚制御を容易にする。
【解決手段】大径側取付部3に対応する第1パリソン部分61と、小径側取付部4に対応する第2パリソン部分62と、両者を連結する非蛇腹状をなす第3パリソン部分63とを備えるパリソン6を射出成形した後、第3パリソン部分のみを径方向外方側からヒータ87で加熱し、その後、ブロー工程において蛇腹部5を成形するジョイントブーツの製造方法において、加熱工程で用いるヒータ87は、複数の発熱体89をパリソンの軸方向Xに並べて設けたものであって、ヒータ87と第3パリソン部分63との間の空間を軸方向Xで複数に区画する遮蔽板90を設ける。
(もっと読む)
インサート成形品及びインサート成形品の製造方法
【課題】インサート部材を圧着して成形されるインサート成形品及びその製造方法において、接着強度が弱くてもインサート部材の滑りを防止でき、外観形状に影響を与えることなく肉厚変化を防止することのできるインサート成形品及びその製造方法を提供する。
【解決手段】予め成形されたインサート部材を、樹脂に金型で圧着して成形され、該インサート部材形状に外形形状が依存しないインサート成形品であって、前記インサート部材は、圧着される前記樹脂方向に凸に設けられる凸部と、前記凸部の周囲に少なくとも1つ以上の前記凸部により生じた肉逃げを補完する凹部と、を備える。
(もっと読む)
容器を取得するために、プラスチック素材のパリソンにブローおよび延伸処理を行う装置
【課題】容器を成形するために、プラスチック素材のパリソンにブローおよび延伸処理をする装置を提供する。
【解決手段】容器を成形するために、プラスチック素材のパリソン(3)にブローおよび延伸処理をする装置(1)であって、
パリソン(3)の挿入口(3a)に適合する第一端部(4a)を有し、前記第一端部(4a)はパリソン(3)にブロー処置がなされるコンタミネーションが制御された環境空間(5)内に配置されている、ブローノズル(4)と、
延伸ロッド(2)と、
パリソン(3)内に中および高圧のエアーを注入する手段と、
ブローノズル(4)の第二端部(4b)に固定され、延伸ロッド(2)の少なくとも一部を収容するチャンバー(8)を規定する非磁性物質からなるチューブ状のケース(7)であって、前記チャンバー(8)は汚染領域(22)から密閉されているため延伸ロッド(2)全体が汚染領域(22)と接触しない、前記チューブ状のケース(7)と、
互いに結合している第一マグネット配列(9)および第二マグネット配列(10)であって、前記第一マグネット配列(9)はチャンバー(8)外に配置され、前記第二マグネット配列(10)は延伸ロッド(2)と一体化し、チャンバー(8)内に配置されている、前記第一マグネット配列(9)および前記第二マグネット配列(10)と、
を有する装置(1)を提供する。
(もっと読む)
ブロー成形用金型及びブロー成形方法
【課題】バリを確実に分離することができる新規なブロー成形用金型及びブロー成形方法を提供する。
【解決手段】一方及び他方のキャビティ面3e,4eの形成位置から離間した位置であって、一方の金型3又は該一方の金型3及び他方の金型4に形成され、型締めした際にバリとなる樹脂の一部が充填される樹脂充填空間3kと、上記樹脂充填空間3k内に充填されたバリの一部である樹脂を挟持する挟持手段6と、上記他方の金型4に配置され、上記一方及び他方の金型3,4のキャビティ面3e,4eにより成形された成形品Wを保持する保持手段7と、を備えてなり、上記保持手段7を介して上記他方の金型4側において成形品Wを保持するとともに、上記挟持手段6を介して上記一方の金型3側においてバリの一部である樹脂を挟持した状態で、該一方及び他方の金型3,4を型開きするように構成されてなるものである。
(もっと読む)
ラベル付き容器の製造方法
【課題】耐熱性を備えたラベル付きカップ状容器を二軸延伸ブロー成形により製造する際に、ラベルを変形あるいは位置ずれなくカップ状容器の胴部に貼り付けること。
【解決手段】ラベル付きカップ状容器1の製造方法では、予備成形品10を加熱して一次ブロー成形型20を用いて一次ブロー成形して最終製品よりも大きな容積の一次ブロー成形品40を製造する。一次ブロー成形品40を収縮させて、筒状胴部形成部分53の高さ寸法Hが最終製品1の筒状胴部3の高さ寸法とほぼ同一となった一次ブロー成形品50を得る。これを、ラベル5が装着されている二次ブロー成形型30に装着して二軸延伸ブロー成形する。筒状胴部形成部分53は高さ方向へは殆ど延伸しないので、ラベル5が高さ方向に変形あるいは位置ずれすることなく筒状胴部3の外周面に貼り付けられたカップ状容器1が得られる。
(もっと読む)
貯蔵タンクの製造方法
インナーライナ、アウターフィラメント巻回部および接続部を備える貯蔵タンクを製造する方法が提供されている。この方法は、パリソンを押出し、ライナを少なくとも一方の先端部でピンチし、次いで、これをブローすることによりライナをブロー成形するステップと、ピンチ部分が受容される適切な形状およびサイズのスロットを備える接続部を提供するステップと、ライナおよび接続部が固定されるよう、前記ピンチ部分を前記スロットに挿入するステップと、アウターフィラメント巻回部をライナおよび接続部の周囲に巻きつけるステップと、を含む。  (もっと読む)
(もっと読む)
中空成形品の製造方法および成形用金型
【課題】
解決しようとする課題は、熱可塑性樹脂のブロー成形により形成される自動車用のデッキボード内の空隙にリーンフォース・パイプを挿入するための挿入孔をあけるに際し、ドリルを使用することによる切りくずの発生そのものを防止できないという点である。
【解決手段】
分割金型によりパリソンを型締めした後、該分割金型内に摺動自在に設けられた放射状刃体付き中空体を金型キャビティー内に進出させて該パリソンの内側まで貫通させ、次いで該放射状刃体付き中空体を通して該パリソンの内側に圧縮空気を吹き込んで賦形した後、該放射状刃体付き中空体を母型部内に引っ込めて該中空成形品を離型し、該放射状刃体付き中空体を引き抜いた痕が花弁状に切り裂かれている状態の挿入孔に該リーンフォース・パイプを押し付け、挿入することにより前記課題を解決した。
(もっと読む)
ブロー成形機
【課題】ブローコア部材を、退避位置と、シール位置と、それらの中間位置である待機位置に設定可能として、ブローコア部材を素早くネック部にシール装着可能なブロー成形機を提供すること。
【解決手段】ネック部22にて外方に突出するリング部22Aを有するプリフォーム20をブロー成形して容器190を成形するブロー成形機は、プリフォーム20のリング部22Aを気密シールするシール部30Aを含み、直線移動案内されるブローコア部材110,112,120,122,130と、ブローコア部材を退避位置である第1の位置と、シール位置である第2の位置と、第1,第2の位置の中間の待機位置である第3の位置とに変位させる駆動機構と、を有する。駆動機構は、一端が固定端100Aと回転自在に連結され、他端がブローコア部材130と回転自在に連結されたロッド部材140を含み、ロッド部材140の長さを三段階に調整可能である。
(もっと読む)
ブロー成形金型
【課題】本発明は、良好な金型温調性と製品変形防止を確保した上で、ブローエア回路抵抗の大幅な低減を図ることが出来るブロー成形金型を提供することにある。
【解決手段】
小径側取付部と大径側取付部とを備えたパリソンの内周面側に位置し、ブロー成形用のエア吹出口を備えたコア金型と、前記コア金型との間で前記パリソンを最終製品形状にブロー成形するブロー金型とからなるブロー成形金型において、前記エア吹出口が前記小径側取付部よりも小径端部側の前記コア金型の外周面に開口していることを特徴とする。
(もっと読む)
中空成形品の製造方法および成形用金型
【課題】
解決しようとする課題は、ブロー成形により形成された自動車用のデッキボード内の空隙にリーンフォース・パイプを挿入するための挿入孔をあけるに際し、ドリルによる切りくずの発生を防止できないという点である。
【解決手段】
分割金型内に摺動自在に設けられた環状刃体付き柱体を、吹込み以前の段階で所定の位置に位置決めさせ、該分割金型によりパリソンを型締めし、次いで吹込みして該パリソンを賦形した後、該柱体を金型キャビティー空間に突き出し、該柱体の金型キャビティー空間側端面の周縁に設けられた環状刃体によって該環状刃体の内側に位置するパリソン部分を分離した後、該柱体を引っ込めて離型することにより前記課題を解決した。
(もっと読む)
ブロー成形金型
【課題】本発明は、ブロー成形時の気体の漏洩を抑え、蛇腹部を精度良くブロー成形することが出来るブロー成形金型を提供することにある。
【解決手段】大径側取付部の内周面側に位置する第1のコア金型と、小径側取付部の内周面側に位置する第2のコア金型とに分割され、ブロー成形用のエア噴出し口を備えたコア金型と、前記コア金型との間でパリソンを最終製品形状にブロー成形するブロー金型とからなるブロー成形金型において、前記第1のコア金型の側面に前記大径側取付部の軸方向端部を受け入れる環状溝を形成したことを特徴とする。
(もっと読む)
タンク体の製造方法
【課題】
解決しようとする課題は、パイプ体を一体形成するタンク体を熱可塑性樹脂により中空成形しようとする場合、該パイプ体の内面の形状の寸法を規制できないという点である。本発明は上記の点を解決するためになされた。
【解決手段】
分割金型内に半溶融状態の熱可塑性樹脂シートを2枚垂下させるとともに、該熱可塑性樹脂シートの間の該パイプ体の当該位置に内面規制ピンを位置づけして型締めし、該熱可塑性樹脂シート内に高圧空気を吹き込んで賦形した後、該内面規制ピンを該パイプ体から抜去することにより前記課題を解決した。
(もっと読む)
リップシールジョイントを提供されたノズルを具備する吹込みプラント
【課題】 リップシールジョイントを提供されたノズルを具備する吹込みプラントを提供することである。
【解決手段】 本発明は、ブランク(12)に加圧流体を吹き込むためのプラント(10)に関するものであり、ブランク(12)を収容することを目的とされ、ブランク(12)のネック(16)が突出する上部壁(24)を具備するモールド(12)と、加圧流体のための下部出口オリフィス(34)を備え、出口オリフィス(34)の下部外周(44)の下に配置される環状シール(40)を備えるノズル(22)とを具備し、出口オリフィス(34)の外周(44)が、ブランク(12)のネック(16)を囲むことを目的とされるタイプであり、ノズル(22)のシールを確実にするために加圧流体が耐力壁(18、24)に対して環状リップ(48)の自由な内側円形エッジ(58)を留めるためにリップ(48)の上部面(54)を押圧するために、シール(40)がフレキシブルな環状の下部リップ(48)を具備することを特徴とする。
(もっと読む)
吹込み装置
【課題】
解決しようとする課題は、ブロー成形に用いられる金型内吹込み装置において樹脂壁を貫通させようと気体吹込みピンを突き出させた時、該気体吹込みピンが該樹脂壁を完全に突き抜けることができずに樹脂のカスが該気体吹込みピンの先端に残り、成形後何かのきっかけで該カスがちぎれて成形品内に残り、該成形品を振った時にカラカラ音がするいわゆる異音発生の原因となることがあるという点である。
【解決手段】
吹込みピンが突き出される時、該吹込みピンを嵌着している回転体の雄ネジ山をブッシュの雌ネジ溝に沿って滑動させることで該回転体に回転運動を生じさせるから、該吹込みピンが回転しながら該樹脂壁中を通過する際に樹脂が該吹込みピンに粘着することはなく、該吹込みピンはスムーズに該樹脂壁を突き抜けるので、樹脂のカスが該吹込みピンの先端に残るようなことはなく、異音発生を防ぐという前記課題を解決した。
(もっと読む)
開放孔材料から作製された半加工製品を成形するための装置および方法
本発明は、多数部分成形工具(1)を用いて、開放孔プラスチックから作製されたウェブ状またはシート状の半加工製品(7、8)を成形するための方法であって、互いに向かってまた互いに離れて移動可能な前記多数部分成形工具の工具部分(2、3)が、少なくとも1つの金型構造を有するキャビティ(4)を画定する方法に関する。本発明は、本質的に、開放孔材料から作製されたウェブ状またはシート状の半加工製品の少なくとも1つのセクションが、キャビティ(4)に割り当てられる弾性材料から作製されたバルーンまたはホース(18)を膨張させることによって成形工具(1)のキャビティ内で成形されることを特徴とする。このようにして、開放孔熱可塑性材料および開放孔デュロプラスチック材料の両方を有効にかつ費用効率的に賦形できる。特に、本発明による方法により、アンダカット(23、24)を有する開放孔成形部分の製造が可能である。さらに、本発明は、本発明による方法を実施するための装置に関する。  (もっと読む)
(もっと読む)
熱可塑性容器をブロー成形するための装置
本発明は、ブロー成形用金型に閉じ込められた熱可塑性のブランク材(7)から加圧流体の助けによって容器をブロー成形するための装置(1)であって、端部(5)がブランク材(7)の首部(6)へと機能的かつ気密に接続されるノズル(4)と、このノズル(4)を、中程度に加圧された予備ブロー成形用の流体の供給源、高圧に加圧されたブロー成形用の流体の供給源、および予備ブロー成形用/ブロー成形用の流体を排出するための排気へと選択的に接続するための、いくつかのソレノイドバルブとを備える装置(1)に関する。さらに本発明の装置は、ソレノイドバルブを収容するための少なくとも1つの収容領域(12、14、16)であって、ノズル(4)へと選択的に接続(13、15、17)することができる少なくとも1つの収容領域(12、14、16)を組み込む本体を、ノズルに機械的に組み合わせて備えている。  (もっと読む)
(もっと読む)
1 - 19 / 19
[ Back to top ]