
Fターム[4F208LN15]の内容
プラスチック等のブロー成形、熱成形 (28,606) | ブロー成形操作 (838) | ブロー方法 (563) | 真空減圧の併用 (31)
Fターム[4F208LN15]に分類される特許
1 - 20 / 31
中空成形品のブロー成形方法
【課題】
解決しようとする課題は、キャビティとシートパリソンとの間の空気を真空吸引してシート状パリソンを分割金型のキャビティ面に均等に密着させて予めパネルの略外形を形成する為、真空吸引する時間が必要となり成形時間が増大するという点である。
【解決手段】
分割金型の中央下方近傍において成形機の型締め装置に固定、もしくは分割金型の下部に固定させた固定治具に空気含有体を保持させたのち、分割金型内に2枚のシート状パリソンを垂下させて型締めし、上記2枚のシート状パリソン内に圧縮空気を吹き込むことにより前記課題を解決した。
(もっと読む)
板状部分付き管状発泡成形体

【課題】発泡倍率の高い溶融樹脂を用いて製造した場合であっても、管本体内側への不要なこぶの発生を確実に防止する。
【解決手段】管本体X1と、その管本体X1の外側に連接された板状部分Y1とを有する管状発泡成形体について、板状部分Y1における管本体X1との連接面近傍に凹部106を形成する。このことにより、分割金型での型締めの際に、板状部分Y1がキャビティ面10a、10b間の厚みまで圧縮され、管本体X1の内側部分には空間が空いた状態であっても、凹部106を形成するための凸部18が気泡セルの移動に対してダムとして機能し、気泡セルの移動をこの凸部18で堰き止める。
(もっと読む)
一体成形された細長い要素を有する容器
【課題】燃料タンクの剛性を高め、燃料タンク壁厚を薄くすることにより、使用材料の量を減少させる燃料タンクの形成方法および成形用装置を提供する。
【解決手段】燃料タンクを形成するためのキャビティを用意する工程と、前記キャビティ内に一以上の細長い要素(例えばワイヤの補強材)を挿入する工程と、前記キャビティ内で前記細長い要素の近くにパリソンを配置する工程と、前記パリソンに流圧を加え、これにより前記パリソンを変形させて前記パリソンの表面に前記細長い要素を係合させ、一体化させる工程とにより、燃料タンクを形成する。
(もっと読む)
ダクト
【課題】成形したダクトの反りの発生を防止することが可能なダクトを提供する。
【解決手段】本実施形態のダクト(200)は、第1の壁部(201)の平均肉厚と第2の壁部(202)の平均肉厚との差が0.3mm以下であり、ダクト(200)全体の肉厚の変動係数が0.3以下である。また、ダクト(200)全体の平均肉厚が0.7mm以下である。
(もっと読む)
スポイラーの製造方法
【課題】意匠面側の装飾性を高めつつ、取り付け部を有する裏面側の強度を確保する軽量化スポイラーを効率的に製造する方法を提供する。
【解決手段】対向する一対の分割金型58A、58Bのキャビティ60A、60Bにピンチオフ部62A、62Bが設けられ、型締め位置と開放位置との間で相対移動が可能であり、それぞれの溶融状態の肉厚の違う熱可塑性樹脂製シートでをそれぞれピンチオフ部からはみ出させて、金型との間に形成した密閉空間から空気を減圧して、各熱可塑性樹脂製シートをキャビティ形状に賦形した後、一対の分割金型を型締め位置まで移動して、熱可塑性樹脂製シート同士を金型のピンチオフ部に沿って溶着させる。この方法により、意匠面を有する本体部の周縁部と車体取付け部の周縁部とを一体化させた中空構造のスポイラーを得ることができる。
(もっと読む)
中空容器における内蔵部品の結合方法
【課題】内蔵部品の埋設周りの容器壁部のねじれや内蔵部品の姿勢崩れを低減できる中空容器における内蔵部品の結合方法を提供する。
【解決手段】本発明に係る中空容器における内蔵部品の結合方法は、本金型に転写されたパリソンに対し、結合対象の第1内蔵部品2および第2内蔵部品3を取り付け、本金型を閉じて第1内蔵部品2と第2内蔵部品3とを未結合状態として中空容器1を成形する中空容器成形工程と、本金型から取り出した中空容器1の冷却時に、中空容器1の外面を押圧部23により押圧して中空容器1の変位により第1内蔵部品2と第2内蔵部品3とを結合状態にする内蔵部品結合工程と、を有する。
(もっと読む)
樹脂成形品の成形方法および成形装置、並びに熱可塑性樹脂製シートの厚みの調整装置
【課題】垂下する押出された溶融の熱可塑性樹脂製シートのドローダウン又はネックインを防止可能な樹脂成形品の成形方法および成形装置を提供する。
【解決手段】溶融した熱可塑性樹脂を押出スリット34からシート状に垂下する際に、貯留された熱可塑性樹脂を単位時間当たり所定押出量で間欠的に押し出すことによって、押出スリットからシート状樹脂が所定の厚みと押出速度で下方に押し出され、押出スリットの下方に配置された一対の近接できるローラー30でシート状樹脂を挟み込むと共に、ローラーの回転駆動によりシート状樹脂を下方に引っ張りシート状樹脂の厚みを押出スリットから押出し時の厚み以下に延伸薄肉化したシート状樹脂をローラーの下方に配置された金型32の側方に供給し、シート状樹脂と金型との間に形成された密閉空間を減圧、および/またはシート状樹脂を金型に向かって加圧することによって金型形状に賦形する樹脂成形品の成形方法。
(もっと読む)
多層発泡体の製造方法
【課題】空気だまりが発生し難く、且つ、発泡倍率を向上させることが可能な多層発泡体の製造方法を提供する。
【解決手段】発泡層(102)の外面に非発泡層(101)を有する多層樹脂(200)を押し出し、その多層樹脂(200)の最内面同士を接着し、多層樹脂積層体(201)を形成する。そして、多層樹脂積層体(201)の最外面とキャビティ面(12a,12b)との間に隙間が空くように多層樹脂積層体(201)を金型(11a,11b)で挟み込み型締めし、多層樹脂積層体(201)をキャビティ面(12a,12b)に沿った形状に成形し、多層発泡体を成形する。
(もっと読む)
発泡ブロー成形方法
【課題】発泡倍率の高いプラスチックのブロー成形体を製造する方法を提供する。
【解決手段】プラスチックが発熱性発泡剤を含み、型締め後、第1段階としてパリソン1と金型2,3の間のキャビティ4内の空気を吸引して減圧し、同時に大気に連通するブローピン7からパリソン1内部に空気を吸い込ませて、パリソン1を金型2,3の内面に密着するまで膨らませる。続いて、キャビティ4内の減圧を継続しながら、第2段階としてブローピン7からパリソン1内部の空気を吸引し、パリソン1内部を減圧する。キャビティ4内及びパリソン1内部の減圧状態を維持したままパリソン1を冷却させ、最後に減圧状態を解除し、型開きして製品を取り出す。
(もっと読む)
樹脂製パレットおよび樹脂製パレットの製造方法
【課題】滑り止め用突起の耐久性を確保しつつ、使い勝手の良好な樹脂製パレットを提供する。
【解決手段】一方の表面302に荷物を載置する樹脂製パレット300であって、それぞれ、荷物の底面に食い込み可能なように、前記一方の表面302から所定高さまで突出する複数の滑り止め用第1突起319が前記一方の表面302に設けられ、複数の滑り止め用第1突起319はそれぞれ、その外周全体に亘って、前記一方の表面302から窪んだ第1周溝を有する、ことを特徴とする樹脂製パレット300。
(もっと読む)
樹脂製パネルの製造方法
【課題】補強材の位置決めが的確にでき、ガタツキ防止や成形収縮による変形を防止することが可能な樹脂製パネルの製造方法を提供する。
【解決手段】 まず、分割金型(13,13)間に樹脂(12)を配置する。次に、補強材(9)と発泡体(8)とを分割金型(13,13)間に配置して型締めし、補強材(9)と発泡体(8)とが樹脂(12)に内装され、且つ、補強材(9)に対向する少なくとも2つの周囲壁と補強材(9)との間に発泡体(8)が介在した樹脂製パネルを成形する。
(もっと読む)
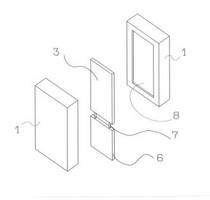
コンポーネント内蔵可能な吹込み成形中空タンク本体の成形方法及び予備成形パターン装置
コンポーネント内蔵可能な吹込み成形中空タンク本体の成形方法に係り、半割りの金型(3、4)内にシートパリソン(18、19)を塑造することによって中空タンク本体の成形を行い、半割りの金型(3、4)と予備成形パターン装置における拡張機構と、半割のパターン(1、2)とベース台(8、9)と、の間の動作対応によって、半割りの金型(3、4)を密閉の半割のパターン(1、2)にそれぞれ密着し、吹気及び/または吸気によってシートパリソン(18、19)を半割りの金型(3、4)に密着させて塑造して予備成形を行い、さらにコンポーネントを内蔵することによって成形する。さらに、予備成形パターン装置を提供し、拡張機構及び半割のパターン(1、2)がベース台(8、9)に設置され、ベース台(8、9)がガイドレールホルダ(7)に設置され、動力装置がベース台(8、9)をガイドレールホルダ(7)に移動するように連動させる。本発明は製品のコストを低減し、不平坦なシートパリソンに対する適応性を増強し、製品の歩留まりを向上し、内蔵のコンポーネントは容器壁における開口の数量を最少に減らしたため、成形中空タンク本体の低浸透量を実現する。 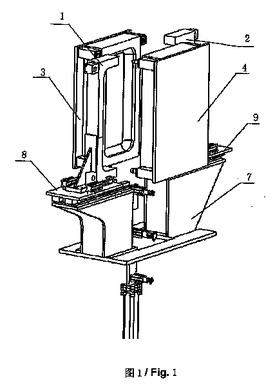 (もっと読む)
(もっと読む)
容器の製造方法
製品を製造する方法は、パリソンを押し出す工程と、部分的に膨張したパリソンをカットすることによって、あるいは、長手方向に薄い部分を引っ張ることによって、パリソンを半分に分割する工程と、対応する分割金型に対して分割パリソンを成形する工程と、を有する。また、製品を製造する方法は、分割パリソンおよび/または分割金型にフィルムを貼る工程と、多層製品の各半分を製造するために、分割金型に対してフィルと分割パリソンを成形する工程と、を有する。前記方法を行う装置についても、開示されている。 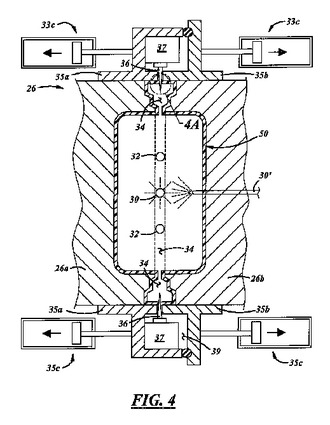 (もっと読む)
(もっと読む)
ブロー成形方法及びブロー成形用金型装置
【課題】ブロー成形用金型1のキャビティ面1aに開けたベント穴3及びそのエア配管4〜6が、パリソンの樹脂に由来する固形物により詰まるのを防止する。
【解決手段】型締め完了前後からパリソンが固化するまでの間、キャビティ面1aに開けたベント穴3を通してバキューム機構10によりパリソンとブロー成形用金型1の間のエア抜きをし、型開き開始前後からベント穴3を通して加圧エア供給機構9によりエアをキャビティ内に噴出する。樹脂や添加剤の分解ガスや低分子量ガスがベント穴3やエア配管4〜6に滞留せず、これらが固形物として付着するのが防止できる。
(もっと読む)
複合樹脂成形品およびその製造方法
【課題】 樹脂芯材とその表面を覆う樹脂外皮とを熱溶融性表面材を介在させて溶着して一体化することにより、強度および剛性にすぐれた複合樹脂成形品およびその製造方法を提供する。
【解決手段】 樹脂芯材2を樹脂外皮で覆ってなる複合樹脂成形品である。樹脂芯材2とその表面を覆う樹脂外皮とを熱溶融性表面材13を介在させて溶着して一体化する。樹脂外皮の少なくともその一方の壁の外面が、ブロー成形時に加圧流体通路とするために形成した凹凸面12をなしている。樹脂芯材2は、その厚み方向に貫通する空洞を多数有するハニカム構造である。
(もっと読む)
自動車用の燃料容器および自動車用の燃料容器の生産方法
【構成】 本発明は、燃料容器の生産方法および自動車用の燃料容器に関する。本方法では、巻き取り型のプリフォームを押し出し、第1工程で多数部品の成形型装置中の最初の熱でシェル形状の中間生成物を生成し、第2工程で同じ成形型装置中で一部品の閉じられた容器を形成して前記プリフォームの形を作り、少なくとも1つの接続取り付け具、少なくとも1つの通気ラインおよび少なくとも1つの機能部品を備えた、少なくとも1つのタンクに充填され及び/または作動する通気装置の予め組み立てた一部が1つの作業サイクル中に材料及び/また形体に合う接続部によって内壁に接続されるように、前記少なくとも1つのタンクに充填され作動する通気装置を前記第1工程と前記第2工程の間の前記中間生成物の少なくとも1つの内壁に固定し、前記中間生成物の壁は前記通気ラインの一部としての可変長の少なくとも1つの導管区分を使用した接続取り付け具によって実装中に貫通される。 (もっと読む)
中間減圧作業を含む容器の製造方式
【課題】 プラスチック製成形物(3)を基に、金型(11)内で吹込成形による容器(2)の製造方式であり、
【解決手段】金型(11)内への成形物(3)の挿入作業、吹込成形用と呼ばれている圧力下のガスを成形物(3)内に導入することによる同成形物(3)に加圧することからなる吹込成形作業、吹込成形用圧力よりも弱い、清掃用と呼ばれている圧力でガスを容器(2)内に導入して、同容器(2)をある程度加圧することによる、吹込成形作業後の清掃作業、清掃作業の圧力以下の値まで容器の少なくとも部分的な減圧作業を含む製造方式であり、同減圧作業は吹込成形作業よりも後、清掃作業よりも前に行われる。
(もっと読む)
積層板およびその製造方法
【課題】見栄えの向上を図ることのできる積層板を得る。
【解決手段】2枚の熱可塑性樹脂性の板部6,7の端部同士が溶着されるとともに、ブローピン24を内部に差し込み圧縮空気を注入してブロー成形された本体部4Mを備える積層板4であって、前記本体部4Mの側壁部4aに、前記ブローピン24の差込穴19aを設けた。
(もっと読む)
プラスチック燃料タンクの製造方法
2つのキャビティーとコアを含む型を用いてパリソンを成形することによる内部ライン(2)を備えたプラスチック燃料タンクの製造方法。本方法は、1.パリソン(4)を型キャビティー内に導入する工程、2.コアをパリソン内に導入する工程(コアは最初にラインを備えている)、3.キャビティーがコアに耐漏洩接触するよう型を閉じる工程、4.コアを介してブローしかつ/またはキャビティー背後から真空を適用することでパリソンをキャビティーに押圧する工程、5.コアに装着されたデバイス(5)を用いてラインを2箇所でパリソンに固定する工程、6.型を開けてコアを抜き取る工程、7.ブロー成形および/または熱成形によりパリソンの最終成形を行う工程を含み、ラインは、その固定箇所間に、型を閉じる時にパリソンおよび/またはその表面上に存在する付属品に接触可能な自由長を含み、それによりコアに装着されたデバイスを用いて工程(5)の間に中間固定箇所が形成される。 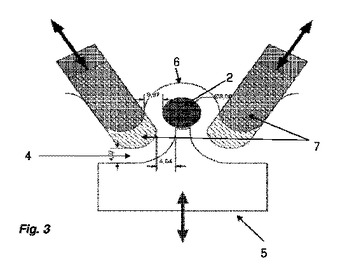 (もっと読む)
(もっと読む)
分子二軸延伸プラスチックパイプの生産のための装置および方法
本装置は、中央本体(14)ならびに前記中央本体(14)の対向する側面に接続された第1のヘッド(1)および第2のヘッド(17)によって形成された金型(1、17、14)から構成されるとともに、前記装置は、前記金型(1、17、14)の内部で軸を中心とする剛性有孔ガイド(5)を有する。この剛性有孔ガイド(5)上にブランクパイプ(10)が長手方向に結合される。このガイド(5)は、前記ブランクパイプ(10)と前記金型(1、17、14)との間での熱交換なしに前記金型(1、17、14)の内壁に対して前記ブランクパイプ(10)の拡張を引き起こす拡張流体(18)が中を通って通過する開口(9)が設けられている。 (もっと読む)
1 - 20 / 31
[ Back to top ]