
包装機用フィルム送出しタイミングベルト
【課題】摩耗粉が発生することがなく、摺動抵抗を極力小さく抑えて発熱を防止するとともに、駆動源の負荷を小さくすることができるタイミングベルトを提供する。
【解決手段】搬送面37は平面状を有する。搬送面37とは反対側にある駆動面30は、幅方向の中央部には長手方向に沿って延びる平坦面31を有する。中央部の両外側に、長手方向に沿って一定間隔毎にベルト歯32を形成する。駆動面30の全てを帆布36によって被覆する。
【解決手段】搬送面37は平面状を有する。搬送面37とは反対側にある駆動面30は、幅方向の中央部には長手方向に沿って延びる平坦面31を有する。中央部の両外側に、長手方向に沿って一定間隔毎にベルト歯32を形成する。駆動面30の全てを帆布36によって被覆する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、袋状包装フィルムの中に内容物を供給するための包装機に関し、より詳しくは、筒状に成形されたフィルムを搬送するために用いられる包装機用フィルム送出しタイミングベルトに関する。
【背景技術】
【0002】
従来、このような包装機は、筒状のフィルムを膨らませた状態に維持しつつ搬送する間に、菓子等の内容物を充填するように構成されている。このような搬送のため、筒状フィルムの搬送方向に沿って一対のタイミングベルトが設けられており、これらのタイミングベルトには、筒状フィルムを吸引して膨らませるために負圧を作用させるべく吸引孔が形成されている。吸引孔が設けられたタイミングベルトとしては、特許文献1に開示されたものが従来公知であり、吸引孔は例えば、タイミングベルトの中央部分に形成された、ベルト歯のない平坦な領域に穿設されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】実開平7−38021号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
吸引孔を設けるためにタイミングベルトの中央部分に平坦な領域を形成するには、通常、中央部分のベルト歯を削り取る方法が採用される。しかし、このような機械加工によると、平坦領域にゴム、ウレタン等の層や心線が露出する。タイミングベルトにおいて、ベルト歯が設けられる面には、駆動プーリが係合するだけでなく、筒状フィルムを吸引するためのサクションチャンバが摺接する。したがってゴム等が露出した平坦領域では、タイミングベルトの走行においてサクションチャンバとの摩擦によって摩耗粉が発生して包装機を汚染するという問題が生じるだけでなく、摺動抵抗が大きくなって発熱するとともに、駆動源であるモータの負荷が増加して消費電力が増大するという問題も発生する。
【0005】
本発明は、摩耗粉が発生することがなく、摺動抵抗を極力小さく抑えて発熱を防止するとともに、駆動源の負荷を小さくすることができるタイミングベルトを提供することを目的としている。
【課題を解決するための手段】
【0006】
本発明に係る第1の包装機用フィルム送出しタイミングベルトは、平面状を有する搬送面と、搬送面とは反対側にあり、幅方向の中央部には長手方向に沿って延びる平坦面が形成され、中央部の両外側には長手方向に沿って一定間隔毎にベルト歯が形成された駆動面と、駆動面の全てを被覆する帆布とを備えることを特徴としている。
【0007】
好ましくは帆布は、平坦面と、隣り合う2つのベルト歯の間に形成される歯底部と、ベルト歯の頂部と、頂部と歯底部の間にある歯側部と、ベルト歯の平坦面側にある歯端部とを被覆する。
【0008】
平坦面には、搬送面まで貫通する吸引孔が長手方向に沿って所定間隔毎に穿設されており、これはタイミングベルトによって搬送される筒状フィルムの外表面に負圧を作用させるためである。
【0009】
本発明に係る第2の包装機用フィルム送出しタイミングベルトは、平面状を有する搬送面と、搬送面とは反対側にあり、幅方向の中央部には長手方向に沿って一定間隔毎にベルト歯が形成され、中央部の両外側には長手方向に沿って延びる平坦面が形成された駆動面と、駆動面の全てを被覆する帆布とを備えることを特徴としている。
【0010】
本発明に係るタイミングベルト製造用金型は、本発明のタイミングベルトを製造するために用いることができ、筒状を呈し、軸方向に延びる平面によって3つ以上の部分に分解可能な金型本体と、金型本体の軸方向の両端部に取付けられ、金型本体を一体的に固定するための環状固定部材とを備え、金型本体は、平坦面に対応する環状周面と、ベルト歯に対応する凹部と、歯底部に対応する矩形状平面部とを有することを特徴としている。
【発明の効果】
【0011】
本発明によれば、袋状包装フィルムを搬送する包装機に用いられたときに、摩耗粉が発生することがなく、摺動抵抗を極力小さく抑えて発熱を防止するとともに、駆動源の負荷を小さくすることができる包装機用フィルム送出しタイミングベルトが得られる。
【図面の簡単な説明】
【0012】
【図1】本発明の一実施形態であるフィルム送出しタイミングベルトが使用される包装機の概略的な構成を示す図である。
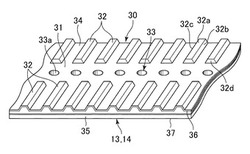
【図2】タイミングベルトの駆動面を示す斜視図である。
【図3】タイミングベルトを搬送面側から見た平面図である。
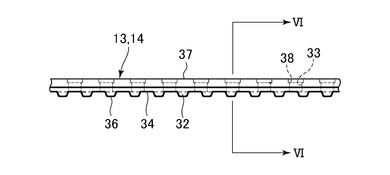
【図4】タイミングベルトの側面図である。
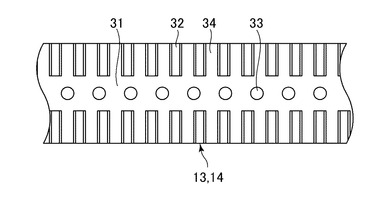
【図5】タイミングベルトを駆動面側から見た底面図である。
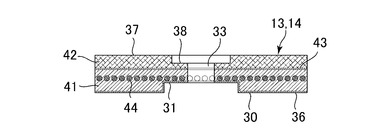
【図6】図4のVI−VIに沿う断面図である。
【図7】金型を示す斜視図である。
【図8】金型本体の分解構造を示す平面図である。
【発明を実施するための形態】
【0013】
以下、本発明の一実施形態である包装機用フィルム送出しタイミングベルトを、図面を参照して説明する。
【0014】
図1は、このタイミングベルトが使用される包装機の概略的な構成を示している。この包装機は、シート状のフィルムFを筒状に成形しつつ、その中に菓子等の内容物Aを供給するように構成されている。筒状に成形されたフィルムFの下端部Bはシールされており、この状態で、筒状フィルムFの中に内容物Aが供給される。内容物Aが供給された筒状フィルムの上端部Cは包装機の下部においてシールされるとともにカットされ、袋状包装フィルムDとして次の工程へ搬送される。
【0015】
包装機の中央には上下方向に延びる円筒状のガイド部材11が配設され、ガイド部材11の上端には、上方に広がる切頭円錐状のホッパ12が設けられている。ガイド部材11の両側には無端状のタイミングベルト13、14が設けられている。タイミングベルト13、14は、フィルムFが通過するのに十分な間隔をあけてガイド部材11に対向している。タイミングベルト13はプーリ15、16に掛け回され、またタイミングベルト14はプーリ17、18に掛け回されている。プーリ16、18はそれぞれ矢印P、Q方向に回転する。すなわちタイミングベルト13、14はガイド部材11側が図の下方に向かうように回動する。
【0016】
プーリ15、16の間にはサクションチャンバ21が設けられ、タイミングベルト13の内周面に接している。同様に、プーリ17、18の間にはサクションチャンバ22が設けられ、タイミングベルト14の内周面に接している。サクションチャンバ21、22は負圧源(図示せず)に連結されている。タイミングベルト13、14には吸引孔(図示せず)が形成されており、サクションチャンバ21、22に生じた負圧は吸引孔を介してフィルムFに作用する。
【0017】
フィルムFはホッパ12より上方ではシート状であるが、図示しない成形機によってガイド部材11の外周面を覆う円筒形に変形され、ガイド部材11の軸方向に沿う縁部同士が接着されるとともに、下端部Bがシールされる。この工程において、フィルムFの円筒形はサクションチャンバ21、22による負圧によって保持される。筒状のフィルムFはタイミングベルト13、14によって下方に移送され、これと同時に、ホッパ12を介して供給される内容物Aが筒状のフィルムFの下方に溜まり、ガイド部材11よりも下側に移動すると、破線Eの位置において上端部Cがシールされるとともにカットされる。
【0018】
図2はタイミングベルト13、14の内周面すなわち駆動面30を示している。タイミングベルト13、14の幅方向の中央部には長手方向に沿って延びる平坦面31が形成され、中央部の両外側には長手方向に沿って一定間隔毎にベルト歯32が形成されている。平坦面31には吸引孔33が設けられている。吸引孔33は、駆動面30とは反対側にある搬送面(図示せず)まで貫通し、長手方向に沿って所定間隔毎に穿設されている。ベルト歯32の頂部32aは略平面であり、隣り合うベルト歯32の間に形成される歯底部34は頂部32aより若干大きい平面である。頂部32aと歯底部34の間にある歯側部32b、32cは傾斜しているが、ベルト歯32の平坦面31側にある歯端部32dは平坦面31に対して略垂直である。
【0019】
駆動面30の全ては帆布36によって被覆されている。すなわち帆布36は、駆動面30において、平坦面31と、歯底部34と、ベルト歯32の頂部32aと、歯側部32b、32cと、歯端部32dとを被覆する。換言すると、タイミングベルト13、14の外側面35と吸引孔33の円筒状内壁面33aは帆布36によって覆われておらず、ゴムが露出している。
【0020】
図3はタイミングベルト13、14を搬送面側から見た平面図、図4はタイミングベルト13、14の側面図、図5はタイミングベルト13、14を駆動面側から見た底面図である。これらの図に示されるように、搬送面37は平面状であるが、吸引孔33の周囲には小判状の凹陥部38が形成され、搬送面37よりも少し凹んでいる。吸引孔33は円形を有し、凹陥部38の中央に位置している。
【0021】
図2、6を参照してタイミングベルト13、14の層構造を説明する。タイミングベルト13、14の駆動面30側を構成する歯ゴム41はNBRゴムであり、硬さは例えば74JIS−Aである。搬送面37側を構成する背ゴム42は軟らかいNBRゴムであり、硬さは例えば61JIS−Aである。歯ゴム41と背ゴム42の間は中間帆布43によって区画されている。帆布36は綾織りされたナイロン帆布に対してRFL処理して得られる。中間帆布43は綾織りされたナイロン帆布に対してNBR系のゴム糊処理を施して得られる。
【0022】
歯ゴム41の中にはEガラスから成るガラス心線44が設けられている。ガラス心線44はRFL/ゴム糊溶液でオーバーコート処理され、歯ゴム41に対する接着性が高められている。ガラス心線44は歯底部34および平坦面31のすぐ近くに位置し、これらの部分において帆布36により覆われている。吸引孔33が穿設されているため、心線44は吸引孔33の部分には存在しないが、隣り合う吸引孔33の間の平坦面31の部分は、帆布36によって補強されているので強度は十分に確保されている。
【0023】
本実施形態のタイミングベルトの作用を説明する。フィルムFの送出しにおいてフィルムFはタイミングベルト13、14によって円筒形を保持しつつ移送される。このときタイミングベルト13、14はプーリ15−18がベルト歯32に係合することによって移送され、平坦面31はサクションチャンバ21、22に摺接する。しかし駆動面30は全体的に帆布36によって覆われているので、平坦面31がサクションチャンバ21、22との摺接によって摩耗粉を発生することはない。また帆布36によって、平坦面31における摺動抵抗が小さく抑えられるので、タイミングベルト13、14の駆動源の負荷が小さくなり、消費電力が抑えられる。
【0024】
帆布36が被覆する駆動面30の形状は複雑であり、タイミングベルト13、14の長手方向にそって、中央部には平坦面31があり、両側にはベルト歯32が一定間隔毎に形成されている。したがって帆布36は、タイミングベルト13、14の製造工程において長手方向に伸びることに加えて、幅方向にも延びることが好ましい。
【0025】
中間帆布43は、構成の異なる歯ゴム41と背ゴム42の接着性を向上させる効果を奏するが、さらにベルト幅方向でのソリの発生を防止することができる。
【0026】
背ゴム42はフィルムFを搬送するため、大きい摩擦係数を有することが好ましく、また耐摩耗性に優れた材質が好ましい。さらに背ゴム42の表面はフィルムFとの接触面積を確保しつつ大きい摩擦力を得るために、面粗度は低い方が望ましい。このため搬送面37は製造工程において、できるだけ鏡面に近くなるように研磨される。
【0027】
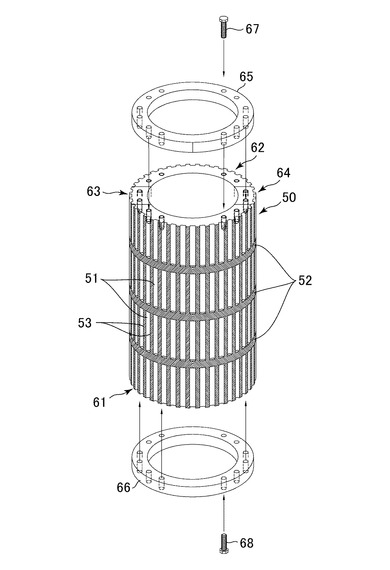
次に図2、7、8を参照してタイミングベルトを製造するための金型の構成を説明する。
金型本体50は筒状を呈し、外周面には、軸方向に延びる多数の凹部51と、円周方向に延びる3つの環状周面52が形成されている。隣り合う2つの凹部51の間には、矩形状平面部53が形成されている。凹部51はベルト歯32に対応し、矩形状平面部53は歯底部34に対応する。環状周面52は平坦面31に対応する。環状周面52と矩形状平面部53は金型本体50の円筒状外周面に一致するが、凹部51は外周面よりもベルト歯32の高さ分だけ凹陥している。
【0028】
本実施形態において金型本体50は、図8に示すように4つの部分に分解可能である。すなわち金型本体50は、一対の大湾曲部材61、62と一対の小湾曲部材63、64とに分解される。一方の大湾曲部材61の両端面61a、61bは小湾曲部材63、64の一方の端面63a、64aに密着し、他方の大湾曲部材62の両端面62a、62bは小湾曲部材63、64の他方の端面63b、64bに密着する。大湾曲部材61の両端面61a、61bは金型本体50の円筒の軸心に平行な平面に一致する。同様に、大湾曲部材62の両端面62a、62bも金型本体50の円筒の軸心に平行な平面に一致する。これらの平面は互いに平行である。すなわち金型本体50は、軸方向に延びる2つの平行な平面によって4つの部分に分解可能である。
【0029】
大湾曲部材61、62と小湾曲部材63、64が組み合わされた状態で、金型本体50の上端部は固定部材65によって、また下端部は固定部材66によって一体的に固定される。固定部材65は金型本体50と同じ径を有する環状の部材であり、ビス67によって金型本体50の上端部に取付けられる。同様に、固定部材66はビス68によって金型本体50の下端部に取付けられる。
【0030】
タイミングベルトの製造工程では、金型本体50が固定部材65、66によって組み立てられた状態において、金型本体50の外周面に袋状に成形された帆布が被せられる。その上に心線が螺旋状に巻き付けられ、さらに歯ゴムの材料が巻かれる。その上に中間帆布が巻かれ、さらに背ゴムの材料が巻かれた後、円筒状のバッグゴムが被せられる。この状態で金型本体50は加硫釜の中に入れられ、加熱加圧される。これによりゴムが加硫した後、金型本体50は加硫釜から取り出される。
【0031】
冷却後、固定部材65、66が金型本体50から外される。そして、小湾曲部材63、64が内周側に変位させて外され、大湾曲部材61、62が内側に移動せしめられ、歯型等が成形された筒状のベルトスラブが金型本体50から離型されて取出される。ベルトスラブは所定の間隔で切断され、無端状のタイミングベルトが得られる。
【0032】
なお図7、8の例では、金型本体50は4つに分解されるが、金型本体50の分解構造はこれに限定されるものではない。すなわちベルトスラブを金型本体50から取出せる構造であれば、分解の個数は自由であり、例えば大湾曲部材を2つとし、小湾曲部材を1つとしてもよい。
【0033】
さらに、上記実施形態のタイミングベルトは、中央部に平坦面31が形成され、中央部の両外側にベルト歯32が形成されているが、これとは逆に、中央部にベルト歯が形成され、両外側に平坦面が形成されてもよい。
【符号の説明】
【0034】
30 駆動面
31 平坦面
32 ベルト歯
36 帆布
37 搬送面
【技術分野】
【0001】
本発明は、袋状包装フィルムの中に内容物を供給するための包装機に関し、より詳しくは、筒状に成形されたフィルムを搬送するために用いられる包装機用フィルム送出しタイミングベルトに関する。
【背景技術】
【0002】
従来、このような包装機は、筒状のフィルムを膨らませた状態に維持しつつ搬送する間に、菓子等の内容物を充填するように構成されている。このような搬送のため、筒状フィルムの搬送方向に沿って一対のタイミングベルトが設けられており、これらのタイミングベルトには、筒状フィルムを吸引して膨らませるために負圧を作用させるべく吸引孔が形成されている。吸引孔が設けられたタイミングベルトとしては、特許文献1に開示されたものが従来公知であり、吸引孔は例えば、タイミングベルトの中央部分に形成された、ベルト歯のない平坦な領域に穿設されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】実開平7−38021号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
吸引孔を設けるためにタイミングベルトの中央部分に平坦な領域を形成するには、通常、中央部分のベルト歯を削り取る方法が採用される。しかし、このような機械加工によると、平坦領域にゴム、ウレタン等の層や心線が露出する。タイミングベルトにおいて、ベルト歯が設けられる面には、駆動プーリが係合するだけでなく、筒状フィルムを吸引するためのサクションチャンバが摺接する。したがってゴム等が露出した平坦領域では、タイミングベルトの走行においてサクションチャンバとの摩擦によって摩耗粉が発生して包装機を汚染するという問題が生じるだけでなく、摺動抵抗が大きくなって発熱するとともに、駆動源であるモータの負荷が増加して消費電力が増大するという問題も発生する。
【0005】
本発明は、摩耗粉が発生することがなく、摺動抵抗を極力小さく抑えて発熱を防止するとともに、駆動源の負荷を小さくすることができるタイミングベルトを提供することを目的としている。
【課題を解決するための手段】
【0006】
本発明に係る第1の包装機用フィルム送出しタイミングベルトは、平面状を有する搬送面と、搬送面とは反対側にあり、幅方向の中央部には長手方向に沿って延びる平坦面が形成され、中央部の両外側には長手方向に沿って一定間隔毎にベルト歯が形成された駆動面と、駆動面の全てを被覆する帆布とを備えることを特徴としている。
【0007】
好ましくは帆布は、平坦面と、隣り合う2つのベルト歯の間に形成される歯底部と、ベルト歯の頂部と、頂部と歯底部の間にある歯側部と、ベルト歯の平坦面側にある歯端部とを被覆する。
【0008】
平坦面には、搬送面まで貫通する吸引孔が長手方向に沿って所定間隔毎に穿設されており、これはタイミングベルトによって搬送される筒状フィルムの外表面に負圧を作用させるためである。
【0009】
本発明に係る第2の包装機用フィルム送出しタイミングベルトは、平面状を有する搬送面と、搬送面とは反対側にあり、幅方向の中央部には長手方向に沿って一定間隔毎にベルト歯が形成され、中央部の両外側には長手方向に沿って延びる平坦面が形成された駆動面と、駆動面の全てを被覆する帆布とを備えることを特徴としている。
【0010】
本発明に係るタイミングベルト製造用金型は、本発明のタイミングベルトを製造するために用いることができ、筒状を呈し、軸方向に延びる平面によって3つ以上の部分に分解可能な金型本体と、金型本体の軸方向の両端部に取付けられ、金型本体を一体的に固定するための環状固定部材とを備え、金型本体は、平坦面に対応する環状周面と、ベルト歯に対応する凹部と、歯底部に対応する矩形状平面部とを有することを特徴としている。
【発明の効果】
【0011】
本発明によれば、袋状包装フィルムを搬送する包装機に用いられたときに、摩耗粉が発生することがなく、摺動抵抗を極力小さく抑えて発熱を防止するとともに、駆動源の負荷を小さくすることができる包装機用フィルム送出しタイミングベルトが得られる。
【図面の簡単な説明】
【0012】
【図1】本発明の一実施形態であるフィルム送出しタイミングベルトが使用される包装機の概略的な構成を示す図である。
【図2】タイミングベルトの駆動面を示す斜視図である。
【図3】タイミングベルトを搬送面側から見た平面図である。
【図4】タイミングベルトの側面図である。
【図5】タイミングベルトを駆動面側から見た底面図である。
【図6】図4のVI−VIに沿う断面図である。
【図7】金型を示す斜視図である。
【図8】金型本体の分解構造を示す平面図である。
【発明を実施するための形態】
【0013】
以下、本発明の一実施形態である包装機用フィルム送出しタイミングベルトを、図面を参照して説明する。
【0014】
図1は、このタイミングベルトが使用される包装機の概略的な構成を示している。この包装機は、シート状のフィルムFを筒状に成形しつつ、その中に菓子等の内容物Aを供給するように構成されている。筒状に成形されたフィルムFの下端部Bはシールされており、この状態で、筒状フィルムFの中に内容物Aが供給される。内容物Aが供給された筒状フィルムの上端部Cは包装機の下部においてシールされるとともにカットされ、袋状包装フィルムDとして次の工程へ搬送される。
【0015】
包装機の中央には上下方向に延びる円筒状のガイド部材11が配設され、ガイド部材11の上端には、上方に広がる切頭円錐状のホッパ12が設けられている。ガイド部材11の両側には無端状のタイミングベルト13、14が設けられている。タイミングベルト13、14は、フィルムFが通過するのに十分な間隔をあけてガイド部材11に対向している。タイミングベルト13はプーリ15、16に掛け回され、またタイミングベルト14はプーリ17、18に掛け回されている。プーリ16、18はそれぞれ矢印P、Q方向に回転する。すなわちタイミングベルト13、14はガイド部材11側が図の下方に向かうように回動する。
【0016】
プーリ15、16の間にはサクションチャンバ21が設けられ、タイミングベルト13の内周面に接している。同様に、プーリ17、18の間にはサクションチャンバ22が設けられ、タイミングベルト14の内周面に接している。サクションチャンバ21、22は負圧源(図示せず)に連結されている。タイミングベルト13、14には吸引孔(図示せず)が形成されており、サクションチャンバ21、22に生じた負圧は吸引孔を介してフィルムFに作用する。
【0017】
フィルムFはホッパ12より上方ではシート状であるが、図示しない成形機によってガイド部材11の外周面を覆う円筒形に変形され、ガイド部材11の軸方向に沿う縁部同士が接着されるとともに、下端部Bがシールされる。この工程において、フィルムFの円筒形はサクションチャンバ21、22による負圧によって保持される。筒状のフィルムFはタイミングベルト13、14によって下方に移送され、これと同時に、ホッパ12を介して供給される内容物Aが筒状のフィルムFの下方に溜まり、ガイド部材11よりも下側に移動すると、破線Eの位置において上端部Cがシールされるとともにカットされる。
【0018】
図2はタイミングベルト13、14の内周面すなわち駆動面30を示している。タイミングベルト13、14の幅方向の中央部には長手方向に沿って延びる平坦面31が形成され、中央部の両外側には長手方向に沿って一定間隔毎にベルト歯32が形成されている。平坦面31には吸引孔33が設けられている。吸引孔33は、駆動面30とは反対側にある搬送面(図示せず)まで貫通し、長手方向に沿って所定間隔毎に穿設されている。ベルト歯32の頂部32aは略平面であり、隣り合うベルト歯32の間に形成される歯底部34は頂部32aより若干大きい平面である。頂部32aと歯底部34の間にある歯側部32b、32cは傾斜しているが、ベルト歯32の平坦面31側にある歯端部32dは平坦面31に対して略垂直である。
【0019】
駆動面30の全ては帆布36によって被覆されている。すなわち帆布36は、駆動面30において、平坦面31と、歯底部34と、ベルト歯32の頂部32aと、歯側部32b、32cと、歯端部32dとを被覆する。換言すると、タイミングベルト13、14の外側面35と吸引孔33の円筒状内壁面33aは帆布36によって覆われておらず、ゴムが露出している。
【0020】
図3はタイミングベルト13、14を搬送面側から見た平面図、図4はタイミングベルト13、14の側面図、図5はタイミングベルト13、14を駆動面側から見た底面図である。これらの図に示されるように、搬送面37は平面状であるが、吸引孔33の周囲には小判状の凹陥部38が形成され、搬送面37よりも少し凹んでいる。吸引孔33は円形を有し、凹陥部38の中央に位置している。
【0021】
図2、6を参照してタイミングベルト13、14の層構造を説明する。タイミングベルト13、14の駆動面30側を構成する歯ゴム41はNBRゴムであり、硬さは例えば74JIS−Aである。搬送面37側を構成する背ゴム42は軟らかいNBRゴムであり、硬さは例えば61JIS−Aである。歯ゴム41と背ゴム42の間は中間帆布43によって区画されている。帆布36は綾織りされたナイロン帆布に対してRFL処理して得られる。中間帆布43は綾織りされたナイロン帆布に対してNBR系のゴム糊処理を施して得られる。
【0022】
歯ゴム41の中にはEガラスから成るガラス心線44が設けられている。ガラス心線44はRFL/ゴム糊溶液でオーバーコート処理され、歯ゴム41に対する接着性が高められている。ガラス心線44は歯底部34および平坦面31のすぐ近くに位置し、これらの部分において帆布36により覆われている。吸引孔33が穿設されているため、心線44は吸引孔33の部分には存在しないが、隣り合う吸引孔33の間の平坦面31の部分は、帆布36によって補強されているので強度は十分に確保されている。
【0023】
本実施形態のタイミングベルトの作用を説明する。フィルムFの送出しにおいてフィルムFはタイミングベルト13、14によって円筒形を保持しつつ移送される。このときタイミングベルト13、14はプーリ15−18がベルト歯32に係合することによって移送され、平坦面31はサクションチャンバ21、22に摺接する。しかし駆動面30は全体的に帆布36によって覆われているので、平坦面31がサクションチャンバ21、22との摺接によって摩耗粉を発生することはない。また帆布36によって、平坦面31における摺動抵抗が小さく抑えられるので、タイミングベルト13、14の駆動源の負荷が小さくなり、消費電力が抑えられる。
【0024】
帆布36が被覆する駆動面30の形状は複雑であり、タイミングベルト13、14の長手方向にそって、中央部には平坦面31があり、両側にはベルト歯32が一定間隔毎に形成されている。したがって帆布36は、タイミングベルト13、14の製造工程において長手方向に伸びることに加えて、幅方向にも延びることが好ましい。
【0025】
中間帆布43は、構成の異なる歯ゴム41と背ゴム42の接着性を向上させる効果を奏するが、さらにベルト幅方向でのソリの発生を防止することができる。
【0026】
背ゴム42はフィルムFを搬送するため、大きい摩擦係数を有することが好ましく、また耐摩耗性に優れた材質が好ましい。さらに背ゴム42の表面はフィルムFとの接触面積を確保しつつ大きい摩擦力を得るために、面粗度は低い方が望ましい。このため搬送面37は製造工程において、できるだけ鏡面に近くなるように研磨される。
【0027】
次に図2、7、8を参照してタイミングベルトを製造するための金型の構成を説明する。
金型本体50は筒状を呈し、外周面には、軸方向に延びる多数の凹部51と、円周方向に延びる3つの環状周面52が形成されている。隣り合う2つの凹部51の間には、矩形状平面部53が形成されている。凹部51はベルト歯32に対応し、矩形状平面部53は歯底部34に対応する。環状周面52は平坦面31に対応する。環状周面52と矩形状平面部53は金型本体50の円筒状外周面に一致するが、凹部51は外周面よりもベルト歯32の高さ分だけ凹陥している。
【0028】
本実施形態において金型本体50は、図8に示すように4つの部分に分解可能である。すなわち金型本体50は、一対の大湾曲部材61、62と一対の小湾曲部材63、64とに分解される。一方の大湾曲部材61の両端面61a、61bは小湾曲部材63、64の一方の端面63a、64aに密着し、他方の大湾曲部材62の両端面62a、62bは小湾曲部材63、64の他方の端面63b、64bに密着する。大湾曲部材61の両端面61a、61bは金型本体50の円筒の軸心に平行な平面に一致する。同様に、大湾曲部材62の両端面62a、62bも金型本体50の円筒の軸心に平行な平面に一致する。これらの平面は互いに平行である。すなわち金型本体50は、軸方向に延びる2つの平行な平面によって4つの部分に分解可能である。
【0029】
大湾曲部材61、62と小湾曲部材63、64が組み合わされた状態で、金型本体50の上端部は固定部材65によって、また下端部は固定部材66によって一体的に固定される。固定部材65は金型本体50と同じ径を有する環状の部材であり、ビス67によって金型本体50の上端部に取付けられる。同様に、固定部材66はビス68によって金型本体50の下端部に取付けられる。
【0030】
タイミングベルトの製造工程では、金型本体50が固定部材65、66によって組み立てられた状態において、金型本体50の外周面に袋状に成形された帆布が被せられる。その上に心線が螺旋状に巻き付けられ、さらに歯ゴムの材料が巻かれる。その上に中間帆布が巻かれ、さらに背ゴムの材料が巻かれた後、円筒状のバッグゴムが被せられる。この状態で金型本体50は加硫釜の中に入れられ、加熱加圧される。これによりゴムが加硫した後、金型本体50は加硫釜から取り出される。
【0031】
冷却後、固定部材65、66が金型本体50から外される。そして、小湾曲部材63、64が内周側に変位させて外され、大湾曲部材61、62が内側に移動せしめられ、歯型等が成形された筒状のベルトスラブが金型本体50から離型されて取出される。ベルトスラブは所定の間隔で切断され、無端状のタイミングベルトが得られる。
【0032】
なお図7、8の例では、金型本体50は4つに分解されるが、金型本体50の分解構造はこれに限定されるものではない。すなわちベルトスラブを金型本体50から取出せる構造であれば、分解の個数は自由であり、例えば大湾曲部材を2つとし、小湾曲部材を1つとしてもよい。
【0033】
さらに、上記実施形態のタイミングベルトは、中央部に平坦面31が形成され、中央部の両外側にベルト歯32が形成されているが、これとは逆に、中央部にベルト歯が形成され、両外側に平坦面が形成されてもよい。
【符号の説明】
【0034】
30 駆動面
31 平坦面
32 ベルト歯
36 帆布
37 搬送面
【特許請求の範囲】
【請求項1】
無端状のタイミングベルトであって、
平面状を有する搬送面と、
前記搬送面とは反対側にあり、幅方向の中央部には長手方向に沿って延びる平坦面が形成され、前記中央部の両外側には長手方向に沿って一定間隔毎にベルト歯が形成された駆動面と、
前記駆動面の全てを被覆する帆布と
を備えることを特徴とする包装機用フィルム送出しタイミングベルト。
【請求項2】
無端状のタイミングベルトであって、
平面状を有する搬送面と、
前記搬送面とは反対側にあり、幅方向の中央部には長手方向に沿って一定間隔毎にベルト歯が形成され、前記中央部の両外側には長手方向に沿って延びる平坦面が形成された駆動面と、
前記駆動面の全てを被覆する帆布と
を備えることを特徴とする包装機用フィルム送出しタイミングベルト。
【請求項3】
前記帆布は、前記平坦面と、隣り合う2つのベルト歯の間に形成される歯底部と、前記ベルト歯の頂部と、前記頂部と前記歯底部の間にある歯側部と、前記ベルト歯の前記平坦面側にある歯端部とを被覆することを特徴とする請求項1または2に記載のタイミングベルト。
【請求項4】
前記平坦面には、前記搬送面まで貫通する吸引孔が長手方向に沿って所定間隔毎に穿設されることを特徴とする請求項1または2に記載のタイミングベルト。
【請求項5】
請求項1または2に記載のタイミングベルトを製造するための金型であって、
筒状を呈し、軸方向に延びる平面によって3つ以上の部分に分解可能な金型本体と、
前記金型本体の軸方向の両端部に取付けられ、前記金型本体を一体的に固定するための環状固定部材とを備え、
前記金型本体は、前記平坦面に対応する環状周面と、前記ベルト歯に対応する凹部と、前記歯底部に対応する矩形状平面部とを有することを特徴とするタイミングベルト製造用金型。
【請求項1】
無端状のタイミングベルトであって、
平面状を有する搬送面と、
前記搬送面とは反対側にあり、幅方向の中央部には長手方向に沿って延びる平坦面が形成され、前記中央部の両外側には長手方向に沿って一定間隔毎にベルト歯が形成された駆動面と、
前記駆動面の全てを被覆する帆布と
を備えることを特徴とする包装機用フィルム送出しタイミングベルト。
【請求項2】
無端状のタイミングベルトであって、
平面状を有する搬送面と、
前記搬送面とは反対側にあり、幅方向の中央部には長手方向に沿って一定間隔毎にベルト歯が形成され、前記中央部の両外側には長手方向に沿って延びる平坦面が形成された駆動面と、
前記駆動面の全てを被覆する帆布と
を備えることを特徴とする包装機用フィルム送出しタイミングベルト。
【請求項3】
前記帆布は、前記平坦面と、隣り合う2つのベルト歯の間に形成される歯底部と、前記ベルト歯の頂部と、前記頂部と前記歯底部の間にある歯側部と、前記ベルト歯の前記平坦面側にある歯端部とを被覆することを特徴とする請求項1または2に記載のタイミングベルト。
【請求項4】
前記平坦面には、前記搬送面まで貫通する吸引孔が長手方向に沿って所定間隔毎に穿設されることを特徴とする請求項1または2に記載のタイミングベルト。
【請求項5】
請求項1または2に記載のタイミングベルトを製造するための金型であって、
筒状を呈し、軸方向に延びる平面によって3つ以上の部分に分解可能な金型本体と、
前記金型本体の軸方向の両端部に取付けられ、前記金型本体を一体的に固定するための環状固定部材とを備え、
前記金型本体は、前記平坦面に対応する環状周面と、前記ベルト歯に対応する凹部と、前記歯底部に対応する矩形状平面部とを有することを特徴とするタイミングベルト製造用金型。
【図1】



【図2】

【図3】

【図4】
【図5】
【図6】
【図7】
【図8】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2013−50153(P2013−50153A)
【公開日】平成25年3月14日(2013.3.14)
【国際特許分類】
【出願番号】特願2011−187802(P2011−187802)
【出願日】平成23年8月30日(2011.8.30)
【出願人】(000115245)ゲイツ・ユニッタ・アジア株式会社 (101)
【Fターム(参考)】
【公開日】平成25年3月14日(2013.3.14)
【国際特許分類】
【出願日】平成23年8月30日(2011.8.30)
【出願人】(000115245)ゲイツ・ユニッタ・アジア株式会社 (101)
【Fターム(参考)】
[ Back to top ]